Изобретение относится к материалам для электродуговой сварки и может быть использовано как покрытие для сварки хромоникелевых коррозионностойких сталей аустенитно-ферритного класса.
Наиболее близким составом электродного покрытия для сварки хромоникелевых коррозионностойких сталей аустенитно-ферритного класса, содержащим следующие компоненты, мас.%: плавиковый шпат 25 - 31; марганец азотированный 10 - 16, хром 4 - 7; ферротитан 5 - 8; сода кальцинированная 0,5 - 1; бентонит 0,5 - 1; феррониобий 5 - 7; мрамор - остальное [1].
Задачей изобретения является снижение стоимости и расхода электродов 3для сварки хромоникелевых коррозионностойких сталей аустенитно-ферритного класса.
Поставленная задача решается тем, что состав электродного покрытия для сварки хромоникелевых коррозионностойких солей аустенитно-ферритного класса содержит следующие компоненты, мас.%: мрамор 14 - 16; плавиковый шпат 13 - 15; силикомарганец 4,0 - 5,0; ферротитан 4 - 5; никелевый порошок 13 - 15; хром 44 - 46; сода 0,5 - 0,7; каолин 1,0 - 1,3; целлюлоза 1,0 - 1,3.
Для проведения контрольных испытаний таких электродов были изготовлены их варианты с составами, представленными в табл. 1. В качестве силикомарганца использовался сплав, содержащий 60 - 65% марганца и 20 - 25% кремния. Количество жидкого стекла для всех вариантов было одинаковое, плотность его составляла 1,45, вязкость 800 - 900 сП.
Покрытие наносилось на металлические стержни диаметром 4 мм, длиной 450 мм из проволоки Св08А способом опрессовки.
Технологические испытания электродов проводили на постоянно токе обратной полярности. В процессе технологических испытаний оценивали устойчивость горения дуги, разбрызгивание, формирование швов в различных пространственных положениях.
Испытания показали хорошую устойчивость горения дуги, малое разбрызгивание. Причем опробование показало возможность качественного проведения сварки и на переменном токе, хотя устойчивость горения дуги и разбрызгивание при этом были несколько большими, чем на постоянном токе. Кроющая способность и отделимость шлака во всех случаях хорошая.
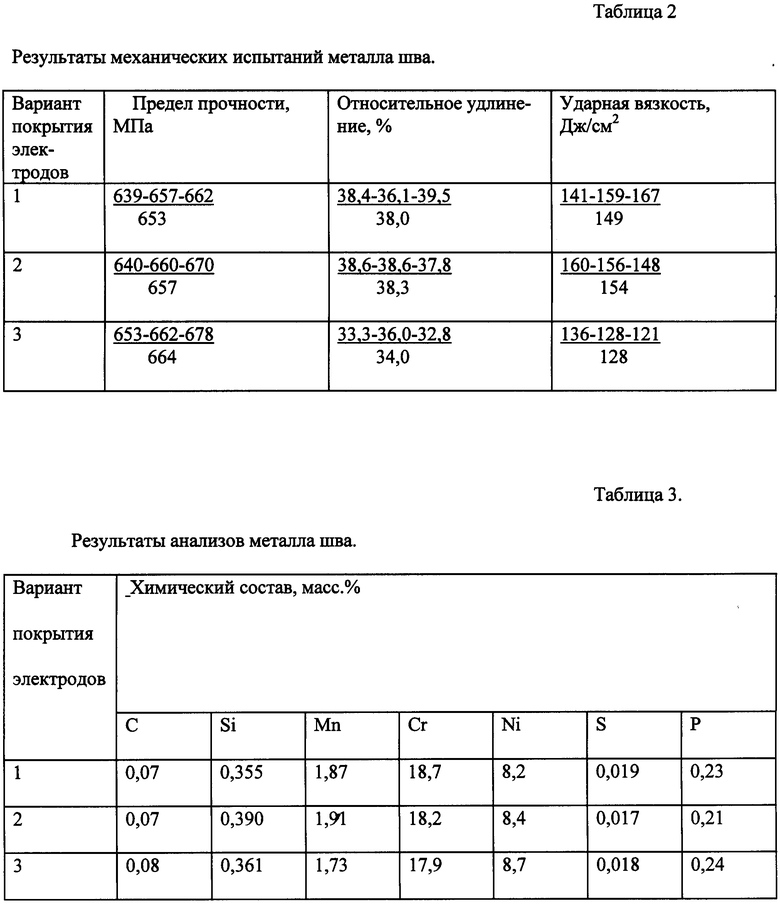
Результаты испытаний электронов представлены в табл. 2 и 3.
Варьирование составом предлагаемого покрытия при его разработке показало, что только при заявляемом содержании компонентов обеспечиваются положительные показатели. В противном случае имеют место либо ухудшение сварочно-технологических свойств электродов, либо недопустимое изменение химического состава наплавленного металла по углероду, хрому и никелю, либо ухудшение механических свойств сварного соединения, прежде всего относительного удлинения. Так, уменьшение содержания никелевого порошка в покрытии не обеспечивает наличие в направленном металле 8% никеля, требуемых для электродов ОЗЛ-8, а увеличение содержания силикомарганца приводит к возрастанию содержания кремния до значений, больших 1%, требуемых для этих электродов. Уменьшение содержания соды и каолина приводит к ухудшению технологичности опрессовки покрытия, а их увеличение требует изменения содержания либо легирующих (хрома и никеля), либо раскислителей (силикомарганца и ферротитана), что обусловливает недопустимые изменения в химсоставе наплавленного металла. Уменьшение содержания мрамора или плавикового шпата на 2 - 3% неблагоприятно сказывается на кроющей способности шлака.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2125927C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2124427C1 |
| Состав электродного покрытия | 1980 |
|
SU961909A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| Электрод для сварки | 1981 |
|
SU998065A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2049636C1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2124426C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2008158C1 |

Изобретение относится к материалам для электродуговой сварки и может быть использовано как покрытие электродов для сварки хромоникелевых коррозионностойких сталей аустенитно-ферритного класса. Задачей изобретения является снижение стоимости и расхода электродов. Состав содержит следующие компоненты , мас. %: мрамор 14-16; плавиковый шпат 13-15; силикомарганец 4,0-5,0; ферротитан 4-5; никелевый порошок 13-15, хром 44-46, сода 0,5-0,7, каолин 1,0-1,3; целлюлоза 1,0-1,3.3 табл.
Состав электродного покрытия для сварки хромоникелевых коррозионностойких сталей аустенитно-ферритного класса, содержащий мрамор, плавиковый шпат, ферротитан, хром, соду, отличающийся тем, что он дополнительно содержит силикомарганец, никелевый порошок, каолин и целлюлозу при следующем соотношении компонентов, мас.%:
Мрамор - 14 - 16
Плавиковый шпат - 13 - 15
Силикомарганец - 4,0 - 5,0
Ферротитан - 4 - 5
Никелевый порошок - 13 - 15
Хром - 44 - 46
Сода - 0,5 - 0,7
Каолин - 1,0 - 1,3
Целлюлоза - 1,0 - 1,3-
| RU, авторское свидетельство, 961909, B 23 K 35/365, 1982. |
