Изобретение относится к производству железобетонных шпал и может быть использовано в способе формования железобетонных шпал.
Известен способ изготовления деревянных шпал, включающий операции выпиловки заготовок, их сборки, наколки и пропитку [1].
Недостатком известного способа являются сложность процесса изготовления шпал и низкая прочность получаемых шпал.
Известен способ формования железобетонных шпал, включающий операции укладки бетонной смеси в форму, формирования фасонных каналов под закладные болты крепления, установки закладных шайб и уплотнения бетонной смеси. Для этого в форму предварительно вручную устанавливают фасонные пустотообразователи, закладные шайбы, а затем заполняют ее бетонной смесью и уплотняют ее. Далее ручным инструментом извлекают элементы оснастки из уплотненных заготовок шпал [2].
Недостатком известного способа является низкое качество шпал из-за большого количества разрушений при их изготовлении, что значительно снижает их общий выход.
Цель изобретения - повышение качества шпал.
Поставленная цель достигается тем, что в способе формования железобетонной шпалы, включающем операции укладки бетонной смеси в форму, формирования фасонных пустотных каналов под закладные болты крепления, установки закладных шайб уплотнения бетонной смеси, перед формированием фасонных каналов выполняют сквозные конусообразные отверстия, причем одновременно с этим осуществляют укладку и уплотнение бетонной смеси, а формирование фасонных пустотных каналов ведут в конусообразных отверстиях уплотнений заготовки, при этом осуществляют установку закладных шайб.
Изобретение имеет следующие отличия от прототипа:
перед формированием фасонных каналов выполняют сквозные конусообразные отверстия, причем одновременно с этим осуществляют укладку и уплотнение бетонной смеси;
формирование фасонных пустотных каналов ведут в конусообразных отверстиях уплотненной заготовки, при этом осуществляют установку закладных шайб.
Это позволит повысить качество шпал за счет сокращения разрушений шпал во время их изготовления, что повысит их общий выход.
В просмотренном патентно-информационном фонде не обнаружено аналогичных технических решений, а также решений с указанными отличительными признаками.
Изобретение применимо и будет использовано на предприятиях отрасли в 1996-1997 гг.
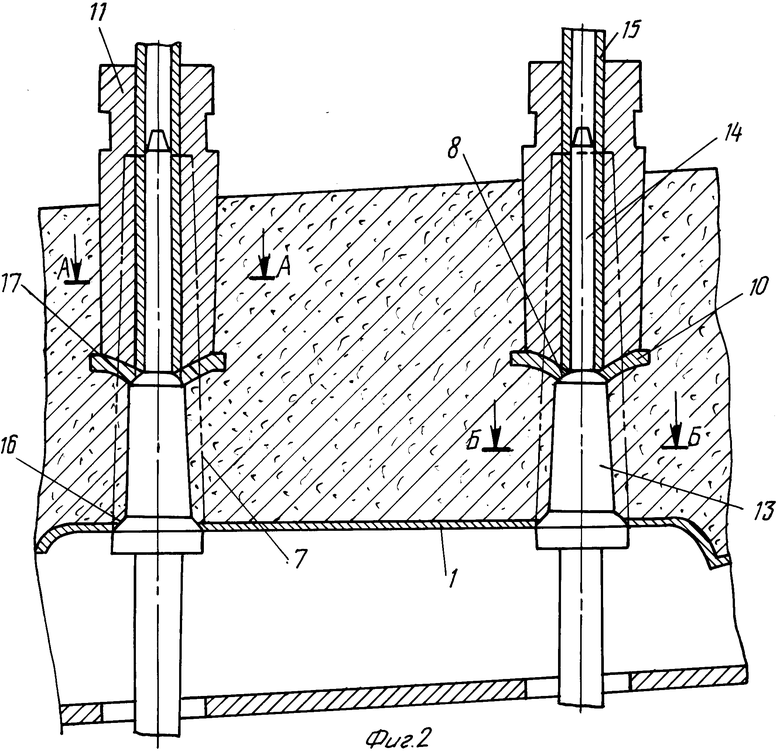
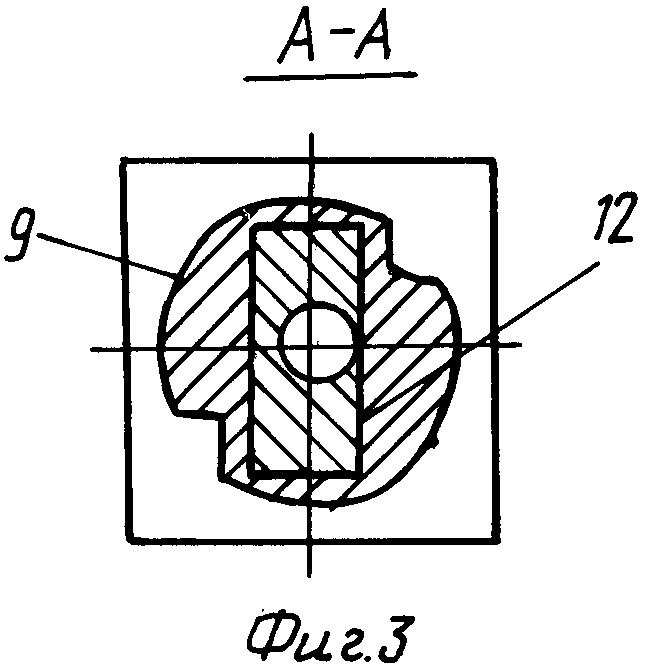
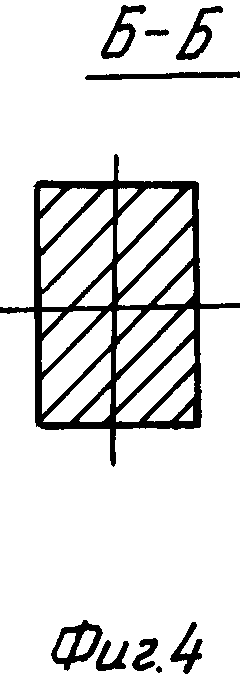
На фиг. 1 изображен фрагмент бетонной заготовки шпалы в момент операции выполнения конусообразных сквозных отверстий; на фиг. 2 - то же, в момент выполнения операции формирования фасонных пустотных каналов и установки закладных шайб; на фиг. 3 - то же, сечение по А-А на фиг. 2; на фиг. 4 - то же, сечение по Б-Б на фиг. 2.
Для выполнения способа использовали форму 1 с отверстиями 2 в ее днище 3, бетонную смесь 4 для получения заготовки 5, конические пустотообразователи 6 для выполнения конусообразных сквозных отверстий 7, составные пустотообразователи 8 для формирования фасонных пустотных каналов 9 для закладных болтов крепления (на чертеже не показано) и закладные шайбы 10.
Верхняя часть 11 каждого из составных пустотообразователей 8 выполнена конической и имеет фасонную поверхность (фиг. 3) и прямоугольное отверстие 12. Нижняя часть 13 составного пустотообразователя 8 выполнена "на конус", имеет прямоугольное сечение (фиг. 4) и переходит вверху в цилиндрический штырь 14. На нижней части 13 составного пустотообразователя 8 выполнены фаски 16 и 17. Кроме того, для выполнения способа используют направляющие элементы 15.
Способ осуществляют следующим образом.
Пример. В отверстия 2 формы 1 с натянутыми струнопакетами вводят и устанавливают конические пустотообразователи 6, укладывают и уплотняют ротационным методом в форму 1 бетонную смесь 4. После этого извлекают из формы 1 конические пустотообразователи 6 и в форме 1 остается уплотненная бетонная заготовка 5 с конусообразными отверстиями 7.
Затем в конусообразные отверстия 7 уплотненной бетонной заготовки 5 вводят и устанавливают нижние части 13 составных пустотообразователей 8. Фаски 16 обеспечивают плотное прилегание последних к днищу 3 формы 1. На цилиндрических штырях 14 нижних частей 13 составных пустотообразователей 8, выходящих над поверхностью заготовки 5, размещают закладные шайбы 10 и вводят в заготовку 5 через отверстия закладных шайб 10 направляющие элементы 15, охватывающие цилиндрические штыри 14, до опирания их на фаски 17 нижних частей 13 пустотообразователей 8.
Следует отметить, что поскольку размер конусообразных сквозных отверстий 7 больше, чем размер нижних частей 13 пустотообразователей 8 и направляющих элементов 15, то это позволяет ввести нижние части 13 составных пустотообразователей 8 и направляющие элементы 15 без контакта их со стенками конусообразных отверстий 7 (т.е. не разрушая их). Далее по направляющим элементам 15 с усилием и вибрацией перемещают верхние части 11 составных пустотообразователей 8, которые в свою очередь перемещают закладные шайбы 10 до их посадочных мест (фаски 17). Поскольку размер сквозных конусообразных отверстий 7 меньше размера верхних частей 11 пустотообразователей 8 и закладных шайб 10, то при перемещении верхних частей 11 пустотообразователей 8 и закладных шайб 10 происходит вначале их внедрение в заготовку 5 путем разрушения стенок верхних частей конусообразных отверстий 7 и обрушение этой бетонной смеси в зазоры между нижними частями 13 пустотообразователей 8 и стенками конусообразных отверстий 7. После заполнения этих объемов при дальнейшем движении верхних частей 11 составных пустотообразователей 8 и закладных шайб 10 до их посадочных мест бетонная смесь будет вытесняться вверх и заполнит пространство над закладными шайбами 10. После этого извлекают из готовой шпалы верхние 11 и нижние 13 части составных пустотообразователей 8 и направляющие элементы 15 (т.е. оснастку). Цикл повторяют.
Изобретение позволяет повысить качество формирования шпал за счет уменьшения примерно на 25% потерь из-за разрушения шпал в процессе их формирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113990C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| ПРОМЕЖУТОЧНОЕ РАЗДЕЛЬНОЕ СКРЕПЛЕНИЕ | 1998 |
|
RU2156841C2 |
| ЖЕЛЕЗОБЕТОННАЯ ШПАЛА | 2005 |
|
RU2293810C1 |
| ПРОМЕЖУТОЧНОЕ НЕРАЗДЕЛЬНОЕ СКРЕПЛЕНИЕ ДЛЯ СКОРОСТНЫХ ЖЕЛЕЗНОДОРОЖНЫХ ЛИНИЙ | 2002 |
|
RU2221098C2 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ СОСТОЯНИЯ ЭЛЕКТРОИЗОЛИРУЮЩИХ ЭЛЕМЕНТОВ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 2007 |
|
RU2369506C2 |
Изобретение относится к производству железобетонных шпал и может быть использовано в способе формования железобетонных шпал. Цель изобретения - повышение качества шпал. Способ формования железобетонной шпалы включает операции по укладке бетонной смеси в форму, формированию фасонных пустотных каналов под закладные болты крепления, установке закладных шайб и уплотнению бетонной смеси. Перед формированием фасонных каналов выполняют сквозные конусообразные отверстия, причем одновременно с этим осуществляют укладку и уплотнение бетонной смеси, а формирование фасонных пустотных каналов ведут в конусообразных отверстиях уплотненной заготовки, при этом осуществляют установку закладных шайб. 4 ил.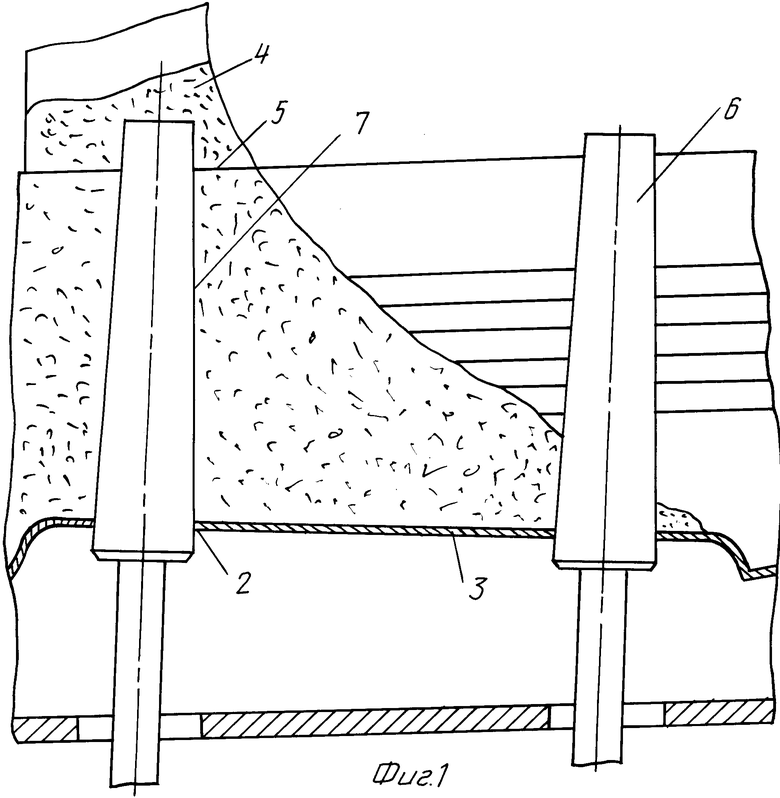
Способ формования железобетонной шпалы, включающий операции укладки бетонной смеси в форму, формирования фасонных пустотных каналов под закладные болты крепления, установки закладных шайб и уплотнения бетонной смеси, отличающийся тем, что перед формированием фасонных каналов выполняют сквозные конусообразные отверстия, причем одновременно с этим осуществляют укладку и уплотнение бетонной смеси, а формирование фасонных пустотных каналов ведут в конусообразных отверстиях уплотненной заготовки, при этом осуществляют установку закладных шайб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1412961, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ГОССТР ОЙ СССР ВНИИЖЕЛЕЗОБЕТОН, "Изготовление и приемка железобетонных шпал", Пос обие к СНиП 3.09.01-85 и ГОСТ 10629-88, - М., 1990, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
