Изобретение относится к производству железобетонных шпал и может быть использовано в линиях для изготовления железобетонных шпал с применением виброуплотнения бетонной смеси.
Известна линия для изготовления деревянных шпал, включающая узел загрузки шпал, автоклав с узлом выгрузки, приспособление нанесения на боковые стороны шпал термопластичных пластин и привод [1].
Недостатками известной линии являются низкая прочность получаемых шпал и невозможность изготовления на ней прочных шпал из железобетона.
Известна линия для формования железобетонных шпал, включающая последовательно расположенные участки укладки бетонной смеси в многоместную форму и последующего уплотнения смеси в форме [2].
Недостатками известной линии являются низкая производительность из-за отсутствия механизации работ по установке в форму и последующего извлечения из нее пустотообразователей и диафрагм, а также установки в форму закладных шайб.
Кроме того, использование во время ручных работ при извлечении из формы съемной оснастки такого инструмента, как "дергач" и т.п., зачастую приводят к разрушению бетонной структуры шпал.
Цель изобретения - повышение производительности линии и повышение качества шпал.
Поставленная цель достигается тем, что линия формования железобетоных шпал, включающая последовательно расположенные участки укладки бетонной смеси в многоместную форму и последующего уплотнения смеси в форме, снабжена горизонтально подвижным порталом, внутри которого размещен последовательный ряд манипуляторов, крайние из которых выполнены в виде механизмов подачи в форму и извлечения из нее диафрагм, а средние - в виде механизмов для установки в форму закладных шайб и смонтированных на вертикально подвижной траверсе механизмов подачи в форму и извлечения из не пустотообразователей; пустотообразователи выполнены составными, при этом нижняя часть каждого пустотообразователя закреплена к днищу формы; каждый из механизмов установки закладных шайб выполнен в виде смонтированных на стойках подвижного портала кронштейнов с размещенными на последних горизонтальными силовыми цилиндрами с шиберами и вертикальными магазинами для закладных шайб; каждый из механизмов подачи в форму и извлечения из нее пустотообразователей выполнен в виде подвешенных к вертикально подвижной траверсе скалок, на которых закреплены прижимные плиты с отверстиями, в которых размещены верхние части составных пустотообразователей, и установленных на подвижной траверсе горизонтальных силовых цилиндров, штоки которых снабжены электромагнитными захватными для головок пустотообразователей.
Изобретение имеет следующие отличия от прототипа:
линия снабжена горизонтально подвижным порталом, внутри которого размещен последовательный ряд манипуляторов, крайние из которых выполнены в виде механизмов подачи в форму и извлечения из нее диафрагм, а средние - в виде механизмов для установки в форму закладных шайб и смонтированных на вертикально подвижной траверсе механизмов подачи в форму и извлечения из нее пустотообразователей;
пустотообразователи выполнены составными, при этом нижняя часть каждого пустотообразователя закреплена к днищу формы;
каждый из механизмов установки закладных шайб выполнен в виде смонтированных на стойках подвижного портала кронштейнов с размещенными на последних горизонтальными силовыми цилиндрами с шиберами и вертикальными магазинами для закладных шайб;
каждый из механизмов подачи в форму и извлечения из нее пустотообразователей выполнен в виде подвешенных к вертикально подвижной траверсе скалок, на которых закреплены прижимные плиты с отверстиями, в которых размещены верхние части составных пустотообразовтаелей, и установленных на подвижной траверсе горизонтальных силовых цилиндров, штоки которых снабжены электромагнитными захватами для головок пустотообразователей.
Это позволит повысить производительность линии, а также повысить качество изготавливаемых шпал за счет исключения разрушения структуры шпал при извлечении съемной оснастки из формы.
В просмотренном патентно-информационном фонде не обнаружено аналогичных технических решений, а также решений с указанными отличительными признаками.
Изобретение применимо и будет использовано на предприятиях отрасли в 1996 - 1997 гг.
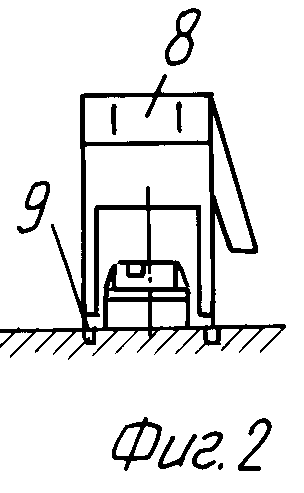
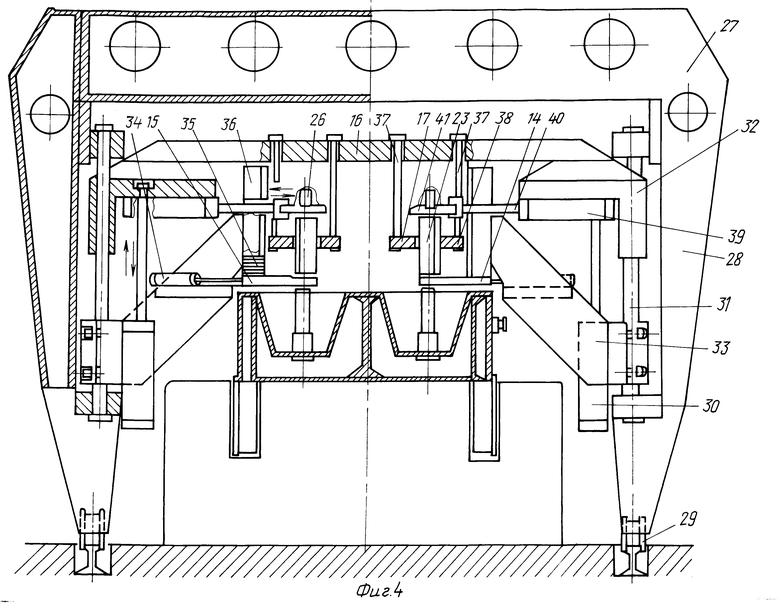
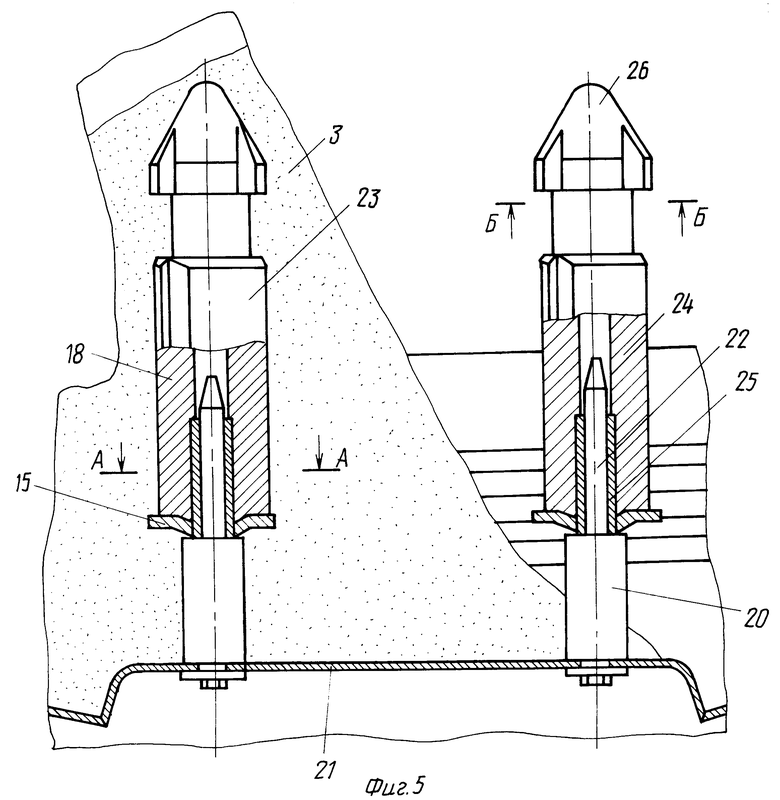
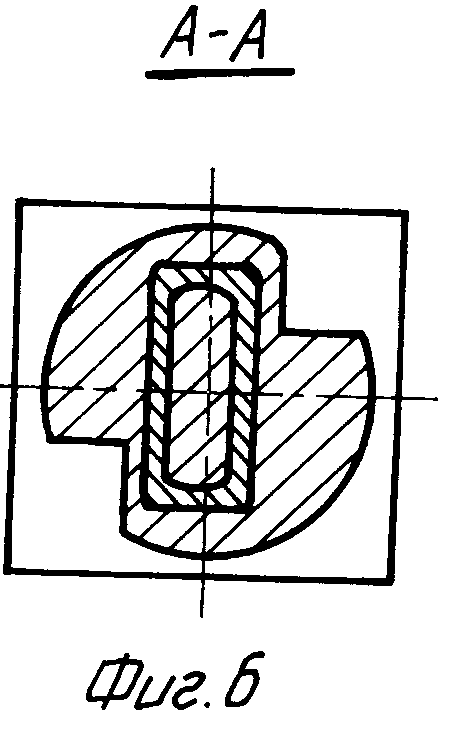
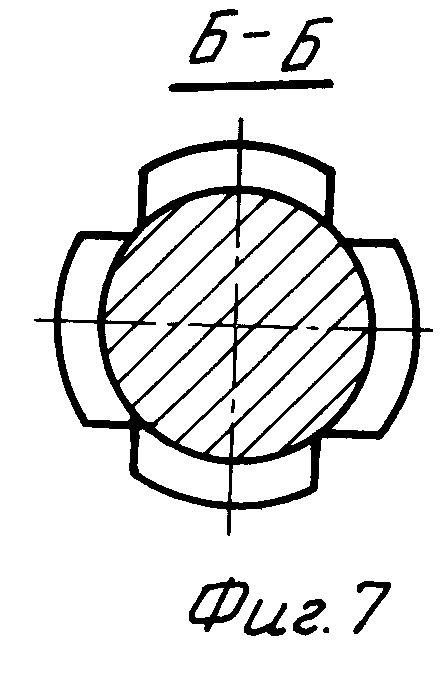
На фиг. 1 изображена линия формования железобетонных шпал, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - средний манипулятор, вид сбоку; на фиг. 5 -фрагмент формы с установленными пустотообразователями и закладными шайбами; на фиг. 6 - то же, сечение по А-А на фиг. 5; на фиг. 7 - то же, сечение по Б-Б на фиг. 5.
Линия формования железобетонных шпал включает последовательно расположенные участки 1 и 2 соответственно укладки бетонной смеси 3 в многоместную форму 4 и последующего уплотнения смеси 3 в форме 4. На основании 5 смонтирован рольганг 6, предназначенный для перемещения формы 4 вдоль участков 1 и 2. В конце рольганга 6 в зоне первого участка 1 расположен ограничительный упор 7 с конечным выключателем (на чертеже не показан) привода рольганга 6. Для подачи бетонной смеси 3 в многоместную форму 4 в линии имеется бетоноукладчик 8, который перемещается по рельсам 9.
Второй участок 2 уплотнения бетонной смеси 3 в форме 4 содержит установленный в конце рольганга 6 ограничительный упор 10.
Линия снабжена горизонтально подвижным по рельсам 9 порталом 11, внутри которого размещен последовательный ряд манипуляторов 12 и 13. Средние манипуляторы 13 выполнены в виде механизмов 14 для установки в форму 4 закладных шайб 15 и смонтированных на вертикально подвижной траверсе 16 механизмов 17 подачи в форму 4 и извлечения из нее пустотообразователей 18. Крайние манипуляторы 12 выполнены в виде механизмов 17 подачи в форму 4 и извлечения из нее диафрагм 19. Механизмы 17 для манипуляторов 12 и 13 предназначены для установки различных деталей, но имеют одинаковое конструктивное решение.
Пустотообразователи 18 выполнены составными, при этом нижняя часть 20 каждого пустотообразователя 18 является несъемной и закреплена к днищу 21 формы 4 (приваривается или крепится болтами). Верх несъемной части 20 пустотообразователя 18 завершен плоским наконечником 22, предназначенным для насадки съемной части 23 пустотообразователя 18. Съемная часть 23 пустотообразовтаеля 18 состоит из основной формообразующей части 24 и втулки 25. Головка 26 съемной части 23 пустотообразователя 18 выполнена овальной с сужающейся частью, удобной для ее захвата. Овальное исполнение головки 26 позволяет стекать бетонной смеси 3 при виброуплотнении. Низ съемной части 23 пустотообразователя 18 имеет сложную форму для образования в шпале отверстия, исключающего проворот крепежного болта (на чертеже не показано).
Подвижный портал 11 состоит из рамы 27 со стойками 28, опирающимися на приводные ролики 29. К стойкам 28 крепятся силовые цилиндры 30, обеспечивающие перемещение траверсы 16 по вертикальным направляющим 31 посредством ползунов 32, закрепленных на траверсе 16.
Каждый из механизмов 14 установки закладных шайб 15 выполнен в виде смонтированных на стойках 28 подвижного портала 11 кронштейнов 33 с размещенными на последних горизонтальными силовыми цилиндрами 34 с шиберами 35 и вертикальными магазинами 36 для закладных шайб 15.
Каждый из механизмов 17 для манипуляторов 13 подачи в форму 4 и извлечения из нее пустотообразователей 18 выполнен в виде подвешенных к вертикально подвижной траверсе 16 скалок 37, на которых закреплены прижимные плиты 38, в отверстиях которых размещены верхние съемные части 23 составных пустотообразователей 18, и установленных на ползунах 32 вертикально подвижной траверсы 16 горизонтальных силовых цилиндров 39, штоки 40 которых снабжены электромагнитными захватами 41 для головок 26 пустотообразователей 18.
Линия работает следующим образом.
Многоместную форму 4 с натянутыми струнопакетами устанавливают на рольганг 6 первого участка 1 и перемещают до ограничительного упора 7, в момент касания которого срабатывает конечный выключатель (на чертеже не показан), отключающий привод рольганга 6 и останавливающий форму 4. В это время бетоноукладчик 8 находится вне участка 1 под загрузкой в зоне бетоновозной эстакады. Перемещают горизонтально подвижный портал 11 с манипуляторами 12 и 13 на первый участок 1. Конечный выключатель (на чертеже не показан) останавливает подвижный портал 11 в положении, при котором закрепленные в нем съемные части 23 пустотообразователей 18 будут соосны с наконечниками 22 установленных в форме 4 несъемных частей 20 пустотообразователей 18, а диафрагмы 19 - своим посадочным местам (по краям многоместной формы 4). Силовыми цилиндрами 34 в рабочие зоны пустотообразователей 18 шиберами 35 подают закладные шайбы 15, при этом силовыми цилиндрами 30 опускаются ползуны 32, вместе с ними и съемные части 23 пустотообразователей 18, удерживаемые захватами 41, которые выступающими частями втулок 25 входят в отверстия закладных шайб 15. Включают электромагниты захватов 41, и закладные шайбы 15 прижимаются к несъемным частям 20 пустотообразовтаелей 18, после чего силовые цилиндры 34 возвращаются в исходное положение и захватывают шиберами 35 следующие закладные шайбы 15, опускающиеся на них из магазинов 36 под действием собственного веса. После ухода шиберов 35 из рабочей зоны пустотообразователей 18 силовыми цилиндрами 30 ползуны 32 продолжают опускаться, а вместе с ними и съемные части 23 пустотообразовтаелей 18 до тех пор, пока они не будут насажены на наконечники 22 несъемных частей 20 пустотообразователей 18, при этом закладные шайбы 15 займут проектное положение (фиг. 5). Далее силовыми цилиндрами 39 захваты 41 выводят из зацепления с головками 26 съемных частей 23 пустотообразователей 18 и силовые цилиндры 30 поднимают ползуны 32 в исходное положение. После установки пустотообразователей 18 закладных шайб 15 и диафрагм 19 подвижный портал 11 с манипуляторами 12 и 13 перемещается на второй участок 2 виброуплотнения бетонной смеси, а на его место из зоны бетоновозной эстакады въезжает бетоноукладчик 8, который равномерно распределяет бетонную смесь 3 по форме 4.
После заполнения формы 4 бетонной смесью 3 ее по рольгангу 6 перемещают на второй участок 2 для виброуплотнения бетонной смеси 3 и останавливают срабатыванием конечного выключателя (на чертеже не показан) упора 10. Далее форма 4 опускается снижателем на вибролотки и прихватывается электромагнитами (на чертеже не показано), где бетонная смесь 3 подвергается вторичному виброуплотнению в течение 1 - 2,5 мин. За это время подвижный портал 11 с манипуляторами 12 и 13, закрепив съемные части 23 пустотообразователей 18 на первом участке 1, освобождается и перемещается на второй участок 2, где он устанавливается в положение, при котором захваты 41 оказываются соосными установленным в форме 4 пустотообразователям 18. В этом положении силовыми цилиндрами 30 опускается траверса 16 до опирания прижимных плит 38 на поверхность уплотненного бетона. Далее осуществляют виброуплотнение бетонной смеси 3 с прижимными плитами 38 в течение 0,5 мин, подачу силовыми цилиндрами 39 захватов 41 к головкам 26 пустотообразователей 18, захват их и извлечение съемных частей 23 пустотообразователей 18 и диафрагм 19 из форм 4 с одновременным подъемом прижимных плит 38 (в начале верхних частей 23 пустотообразователей 18, а затем с некоторой задержкой и прижимных плит 38) при срабатывании силовых цилиндров 30. Затем подвижный портал 11 перемещают на первый участок 1, а форма 4 со второго участка 2 краном передается на следующую технологическую операцию - пропаривание. Цикл повторяют.
Изобретение позволит повысить производительность линии и улучшить качество шпал.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113990C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113988C1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННОЙ ШПАЛЫ | 1996 |
|
RU2113985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЖЕЛЕЗОБЕТОННЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2031783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ С АНКЕРНЫМИ ДЕТАЛЯМИ И УСТРОЙСТВО ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2315692C1 |
| ПРОМЕЖУТОЧНОЕ РАЗДЕЛЬНОЕ СКРЕПЛЕНИЕ | 1998 |
|
RU2156841C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |

Изобретение относится к производству железобетонных шпал и может быть использовано в линиях для изготовления железобетонных шпал с применением виброуплотнения бетонной смеси. Цель изобретения - повышение производительности линии и качества шпал. Линия включает последовательно расположенные участки 1 и 2 соответственно укладки бетонной смеси в многоместную форму 4 и последующего уплотнения смеси в форме 4. Линия снабжена горизонтально подвижным по рельсам порталом 11, внутри которого размещен последовательный ряд манипуляторов 12 и 13. Многоместную форму 4 с натянутыми струнопакетами устанавливают на рольганг 6 первого участка 1 и перемещают до ограничительного упора 7. Перемещают горизонтально подвижный портал 11 на первый участок 1. Силовыми цилиндрами в рабочие зоны пустотообразователей шиберами подают закладные шайбы, при этом силовыми цилиндрами опускаются ползуны, а вместе с ними и съемные части пустотообразователей. После ухода шиберов из рабочей зоны пустотообразователей силовыми цилиндрами ползуны продолжают опускаться, а вместе с ними и съемные части пустотообразователей до тех пор, пока они но будут насажены на наконечники несъемных частей пустотообразователей, при этом закладные шайбы займут проектное положение. После установки пустообразователей, закладных шайб и диафрагм подвижный портал 11 перемещают на второй участок 2 виброуплотнения бетонной смеси, а на его место из зоны бетоновозной эстакады въезжает бетоноукладчик 8, который равномерно распределяет бетонную смесь по форме 4. После заполнения формы 4 бетонной смесью ее по рольгангу 6 перемещают на второй участок 2 для виброуплотнения бетонной смеси. По окончании виброуплотнения подвижным порталом 11 осуществляют изъятие из формы 4 элементов оснастки. 3 з.п.ф-лы. 7 ил.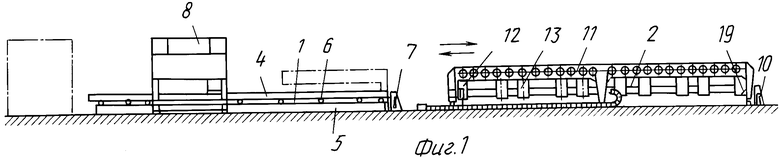
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1276498, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ГОССТРОЙ СССР, ВНИИЖЕЛЕЗОБЕТОН, "Изготовление и приемка железобето нных шпал", Пособие к СНи П 3.09.91-85 и ГОСТ 10629-88,М., 1990, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
