Изобретение относится к производству железобетонных шпал и может быть использовано в линиях для изготовления железобетонных шпал с применением способа ротационной укладки и уплотнения бетонной смеси.
Известна линия для изготовления деревянных шпал, включающая узел загрузки шпал, автоклав с узлом выгрузки, приспособление нанесения на боковые стороны шпал термопластичных пластин и привод [1].
Недостатками известной линии являются низкая прочность получаемых шпал и невозможность изготовления на ней прочных шпал из железобетона.
Известна линия для формования железобетонных шпал, содержащая участок укладки бетонной смеси в многоместные формы и одновременного уплотнения смеси в формах [2] - прототип.
Недостатком известной линии является низкая производительность из-за отсутствия механизации работ по установке в формы и последующего извлечения из них пустотообразователей и диафрагм, а также работ по установке в формы закладных элементов крепления (например, закладных шайб, дюбелей и т.п.).
Кроме того, использование во время ручных работ при извлечении съемной оснастки такого инструмента, как "дергач" и т.п., зачастую приводит к разрушению бетонной структуры шпал.
Цель изобретения - повышение производительности линии и качества шпал.
Поставленная цель достигается тем, что линия формования железобетонных шпал, содержащая участок укладки в многоместную форму бетонной смеси и одновременного ее уплотнения, снабжена устройством для установки дюбелей в формуемые шпалы, выполненным в виде одного подвижного и ряда стационарных манипуляторов, причем средние стационарные манипуляторы выполнены в виде смонтированных со стороны днища формы вертикально подвижных траверс: на верхних плоскостях траверс средних манипуляторов ряда закреплены держатели, а на верхних плоскостях траверс крайних стационарных манипуляторов установлены диафрагмы; подвижный манипулятор выполнен в виде портала, снабженного магазинами для дюбелей и вертикальными силовыми цилиндрами для перемещения дюбелей из магазинов и для насадки дюбелей на держатели.
Изобретение имеет следующие отличия от прототипа:
линия формования железобетонных шпал, содержащая участок укладки в многоместную форму бетонной смеси и одновременного ее уплотнения, снабжена устройством для установки дюбелей в формующиеся шпалы, выполненным в виде одного подвижного и ряда стационарных манипуляторов;
средние стационарные манипуляторы выполнены в виде смонтированных со стороны днища формы вертикально подвижных траверс, причем на верхних плоскостях траверс средних манипуляторов ряда закреплены держатели, а на верхних плоскостях траверс крайних стационарных манипуляторов установлены диафрагмы;
подвижный манипулятор выполнен в виде портала, снабженного магазинами для дюбелей и вертикальными силовыми цилиндрами для перемещения дюбелей из магазинов и для насадки дюбелей на держатели.
Это позволит повысить производительность линии и качество изготовленных шпал.
В просмотренном нами патентно-информационном фонде не обнаружено аналогичных технических решений, а также решений с указанными отличительными признаками.
Изобретение применимо и будет использовано на предприятиях отрасли в 1996-1997 гг.
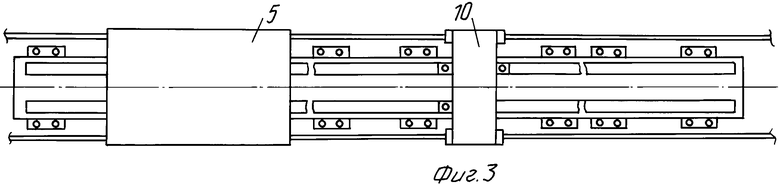
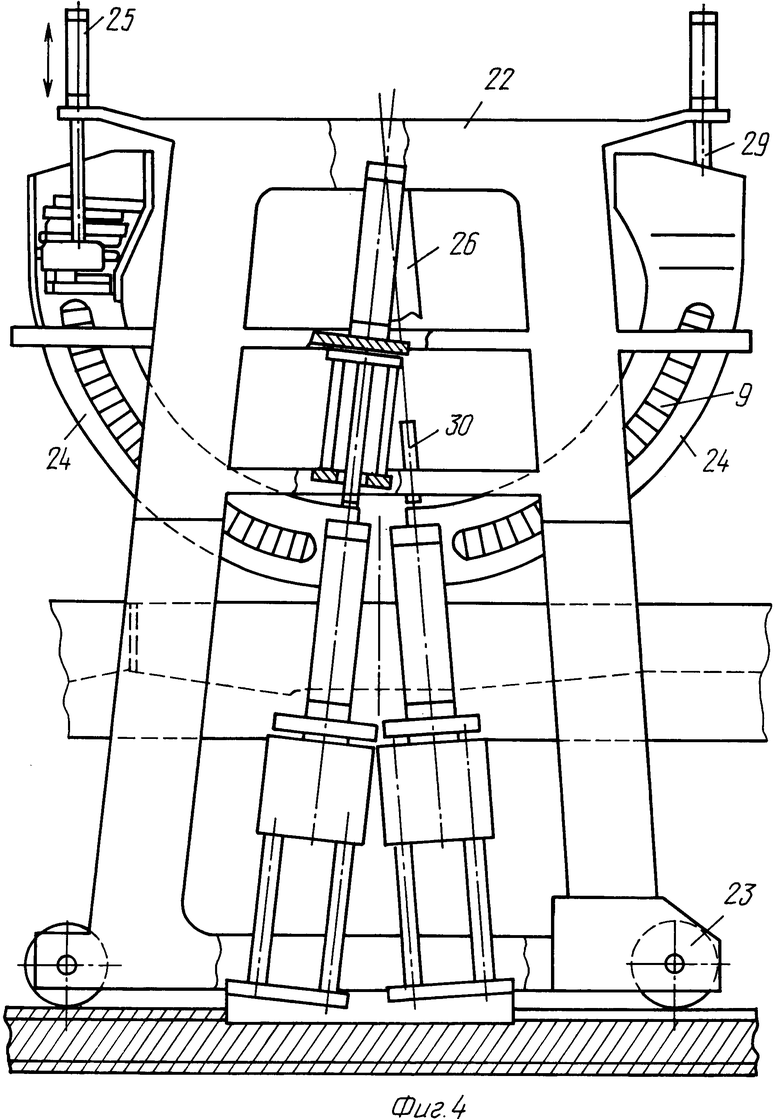
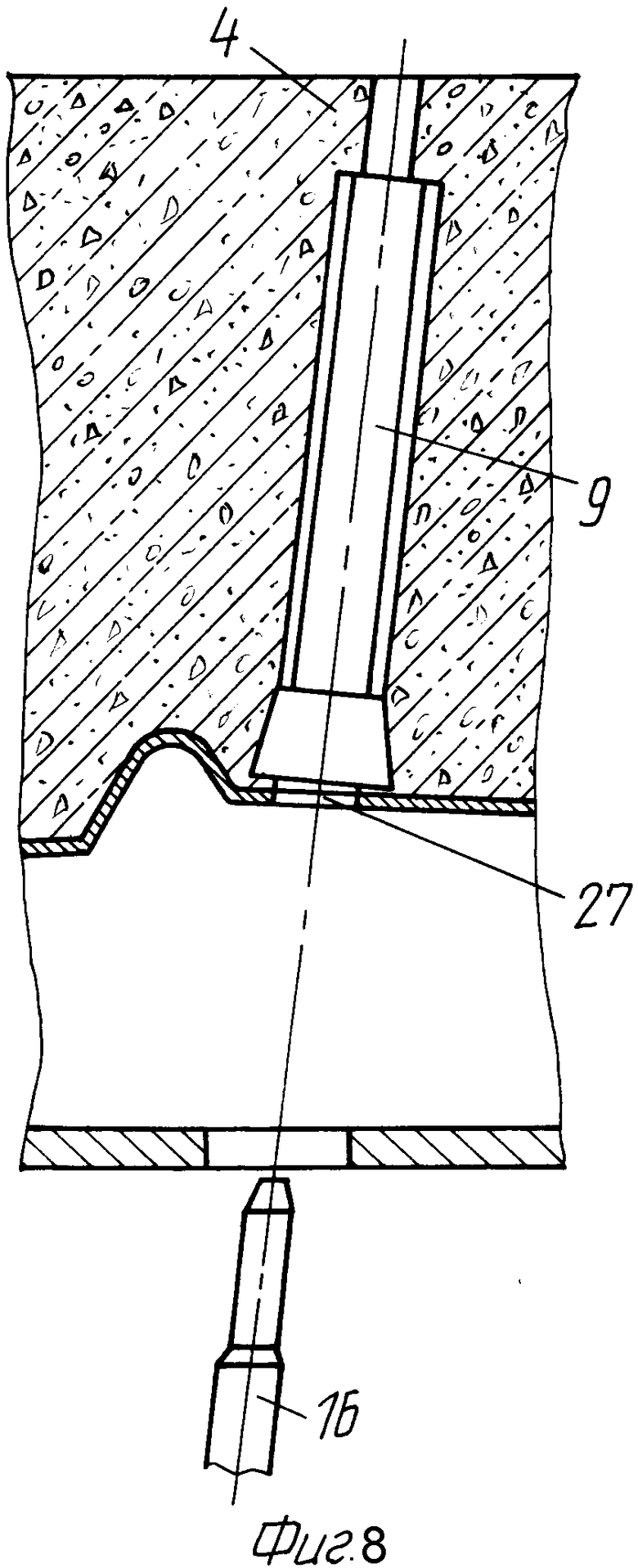
На фиг.1 изображена схема линии формования железобетонных шпал, вид спереди; на фиг.2 - то же, вид сбоку; на фиг.3 - то же, вид сверху; на фиг.4 - схема подвижного и среднего стационарного манипуляторов в рабочем положении, вид спереди; на фиг.5 - то же, вид сбоку; на фиг.6 - фрагмент многоместной формы с введенными в нее держателями; на фиг.7 - то же, момент введения в форму дюбеля; на фиг.8 - то же, момент выведения держателя из отформованной заготовки; на фиг. 9 - фрагмент отформованной шпалы с установленными в ней дюбелями.
Линия формования железобетонных шпал 1 включает участок 2 укладки в многоместную форму 3 бетонной смеси 4 и одновременного ее уплотнения посредством роторного бетоноукладчика 5, который перемещается по рельсам 6. Для перемещения многоместной формы 3 имеется рольганг 7, а в конце участка 2 установлен ограничительный упор 8 с конечным выключателем (на чертеже не показан) привода рольганга 7.
Линия снабжена устройством для установки дюбелей 9 в формующиеся шпалы 1, выполненным в виде одного подвижного манипулятора 10 и ряда стационарных манипуляторов 11 и 12. Стационарные манипуляторы 11 и 12 выполнены в виде смонтированных на основании 13 со стороны днища 14 многоместной формы 3 вертикально подвижных траверс 15, причем на верхних плоскостях траверс 15 средних стационарных манипуляторов 12 закреплены держатели 16, а на верхних плоскостях траверс 15 крайних стационарных манипуляторов 11 установлены диафрагмы 17. Подвижные траверсы 15 перемещаются по стойкам 18 с помощью силовых цилиндров 19. Держатели 16 посредством шарниров 20 крепятся к траверсе 15 и имеют переменное цилиндрическое сечение. Нижняя утолщенная часть держателя 16 с коническим переходом предназначена для крепления дюбеля 9, а верхняя - для образования сквозного отверстия 21 в шпале 1 (фиг.6 и 9).
Подвижный манипулятор 10 выполнен в виде портала 22, опирающегося на приводные ролики 23, которые перемещаются по тем же рельсам 6, что и бетоноукладчик 5. Подвижный портал 22 снабжен магазинами 24 для дюбелей 9, вертикальными силовыми цилиндрами 25 и 26 соответственно для перемещения дюбелей 9 из магазина 24 и для насадки дюбелей 9 на держатели 16, выступающие из отверстий 27 днища 14 многоместной формы 3. В днище 14 многоместной формы 3 имеются также пазы для размещения в них диафрагм 17. Силовой цилиндр 25 имеет шток 29, а силовой цилиндр 26 - шток 30.
Линия работает следующим образом. Многоместная форма 3 поступает с предыдущего технологического участка, а именно участка натяжения арматуры (на чертеже не показано), на рольганг 7 и перемещается им до ограничительного упора 8, в момент касания которого срабатывает конечный выключатель и отключает привод рольганга 7. При этом многоместная форма 3 останавливается в положении, при котором держатели 16 средних стационарных манипуляторов 12 и диафрагмы 17 крайних стационарных манипуляторов 11 располагаются напротив соответствующих отверстий 27 и пазов 28 днища 14 формы 3. Далее силовые цилиндры 19 всех стационарных манипуляторов 11 и 12 одновременно поднимают вверх траверсы 15 и закрепленные на них держатели 16 и диафрагмы 17. Держатели 16 входят в отверстия 27 днища 14 формы 3, т.е. занимают рабочее положение (фиг.6). В это время роторный бетоноукладчик 5 находится под загрузкой в зоне бетоновозной эстакады (на чертеже не показано), а подвижный манипулятор 10 - в крайнем левом положении, т.е. напротив левого среднего стационарного манипулятора 12. В этом положении подвижного манипулятора 10 при срабатывании силового цилиндра 26 штоком 30 дюбель 9 выдвигается из магазина 24 и насаживается на держатель 16. Причем насаживается одновременно 4 дюбеля 9. Затем силовой цилиндр 26 возвращает шток 30 в исходное положение, а освободившееся от дюбеля 9 в магазине 24 место занимается другим, который проталкивается по магазину 24 посредством штока 29 силового цилиндра 25. Далее подвижный манипулятор 10 перемещается вправо к следующему среднему стационарному манипулятору 12, и повторяется весь описанный процесс.
После установки дюбелей 9 в крайнем правом положении формы 3 подвижный манипулятор 10 выводится за пределы участка 2. Процесс установки дюбелей 9 совмещается с укладкой и уплотнением бетонной смеси 4 в форме 3, осуществляемых роторным бетоноукладчиком 5, перемещающимся слева направо следом за подвижным манипулятором 10.
После завершения формовки бетоноукладчик 5 переезжает под загрузку в зону бетоновозной эстакады. Форма 3 с отформованными шпалами перемещается краном на следующий технологический участок - в пропарочную камеру (на чертеже не показано), а на освободившийся участок 2 с участка натяжения арматуры перемещается другая многоместная форма 3, после остановки которой подвижный манипулятор 10 перемещается в исходное крайнее левое положение. Цикл повторяют.
Изобретение позволит повысить производительность линии и повысить качество отформованных шпал.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113990C1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННОЙ ШПАЛЫ | 1996 |
|
RU2113985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2008212C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЖЕЛЕЗОБЕТОННЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ | 1991 |
|
RU2031783C1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |





Изобретение относится к производству железобетонных шпал и может быть использовано в линиях для изготовления железобетонных шпал с применением ротационного уплотнения бетонной смеси. Цель изобретения - повышение производительности линии и качества шпал. Линия формования железобетонных шпал включает участок 2 укладки в многоместную форму бетонной смеси и одновременного ее уплотнения посредством роторного бетоноукладчика 5. Линия снабжена устройством для установки дюбелей в формуемые шпалы. выполненным в виде одного подвижного манипулятора 10 и ряда стационарных манипуляторов 11 и 12. Многоместная форма 3 поступает с участка натяжения арматуры на рольганг 7, перемещается им до ограничительного упора 8 и останавливается. Далее, силовые цилиндры всех стационарных манипуляторов 11 и 12 одновременно поднимают вверх траверсы 15 и закрепленные на них держатели и диафрагмы 17. Держатели входят в отверстия днища формы 3. Подвижный манипулятор 10 перемещают в левое крайнее положение. С помощью силовых цилиндров штоками дюбели выдвигаются из магазинов и насаживаются на держатели. Процесс установки дюбелей совмещается с укладкой и уплотнением бетонной смеси в форме 3, осуществляемых роторным бетоноукладчиком 5. перемещающимся слева направо следом за подвижным манипулятором 10. 2 з.п.ф-лы, 9 ил.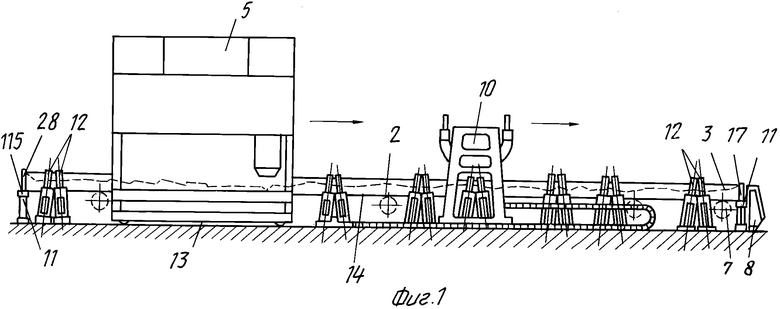
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1276498, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ГОССТРОЙ СССР ВНИИЖЕЛЕЗОБЕТОН, "Изготовление и приемка железобетон ных шпал", Пособие к СНиП 3.09.01.85 и ГОСТ 10629-88-М., 1990, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
