Изобретение относится к производству железобетонных шпал и может быть использовано в линиях для изготовления железобетонных шпал с применением способа ротационной укладки и уплотнения бетонной смеси.
Известна линия для изготовления деревянных шпал, включающая узел загрузки шпал, автоклав с узлом выгрузки, приспособление нанесения на боковые стороны шпал термопластичных пластин и привод [1].
Недостатками известной линии являются низкая прочность получаемых шпал и невозможность изготовления на ней прочных шпал из железобетона.
Известна линия для формования железобетонных шпал, содержащая участок укладки бетонной смеси в многоместную форму и одновременного уплотнения смеси в форме [2].
Недостатком известной линии является низкая производительность из-за отсутствия механизации работ по установке в форму и последующего извлечения из нее пустотообразователей и диафрагм, а также установки в форму закладных элементов крепления (например закладных шайб и т.п.).
Кроме того, использование во время ручных работ при извлечении из формы съемной оснастки такого инструмента, как "дергач" и т.п., зачастую приводит к разрушению бетонной структуры шпал.
Цель изобретения - повышение производительности линии и качества шпал.
Поставленная цель достигается тем, что линия формования железобетонных шпал, содержащая участок укладки в многоместную форму бетонной смеси и одновременного ее уплотнения, снабжена последовательно расположенным за основным - оснащенным рядом стационарных манипуляторов - дополнительным участком формирования пустотных каналов под закладные болты и установки закладных шайб, при этом основной участок оснащен рядом стационарных манипуляторов для образования конусообразных отверстий в заготовках шпал: каждый из средних манипуляторов основного участка линии выполнен в виде размещенной со стороны днища формы вертикально подвижной траверсы, на верхней плоскости которой закреплены конические пустотообразователи: каждый из средних манипуляторов дополнительного участка линии выполнен в виде рамы со смонтированными на ней вертикально подвижными траверсами, на нижней из которых установлены нижние конечности составных пустотообразователей, на средней траверсе смонтированы магазины для закладных шайб и горизонтальные силовые цилиндры с шиберами, а также вибратор с электромагнитами и верхние части составных пустотообразователей, на верхней траверсе закреплены направляющие штанги, а крайние манипуляторы основного и дополнительного участков выполнены в виде размещенных со стороны днища формы вертикально подвижных траверс, на верхних плоскостях которых установлены диафрагмы.
Изобретение имеет следующие отличия от прототипа:
линия снабжена последовательно расположенным за основным - оснащенным рядом стационарных манипуляторов - дополнительным участком формирования пустотных каналов под закладные болты и установки закладных шайб, при этом основной участок оснащен рядом стационарных манипуляторов для образования конусообразных отверстий в заготовках шпал;
каждый из средних манипуляторов основного участка линии выполнен в виде размещенной со стороны днища формы вертикально подвижной траверсы, на верхней плоскости которой закреплены конические пустотообразователи;
каждый из средних манипуляторов дополнительного участка линии выполнен в виде рамы со смонтированными на ней вертикально подвижными траверсами, на нижней из которых установлены нижние части составных пустотообразователей, на средней траверсе смонтированы магазины для закладных шайб и горизонтальные силовые цилиндры с шиберами, а также вибратор с электромагнитами и верхние части составных пустотообразователей, а на верхней траверсе закреплены направляющие штанги;
крайние манипуляторы основного и дополнительного участков выполнены в виде размещенных со стороны днища формы вертикально подвижных траверс, на верхних плоскостях которых установлены диафрагмы.
Это позволяет повысить производительность линии и качество изготовленных шпал.
В просмотренном патентно-информационном фонде не обнаружено аналогичных технических решений, а также решений с указанными отличительными признаками.
Изобретение применимо и будет использовано на предприятиях отрасли в 1996 - 1997 г.
На фиг. 1 изображена схема основного участка линии: укладки бетонной смеси в форму и одновременного уплотнения ее, вид спереди;
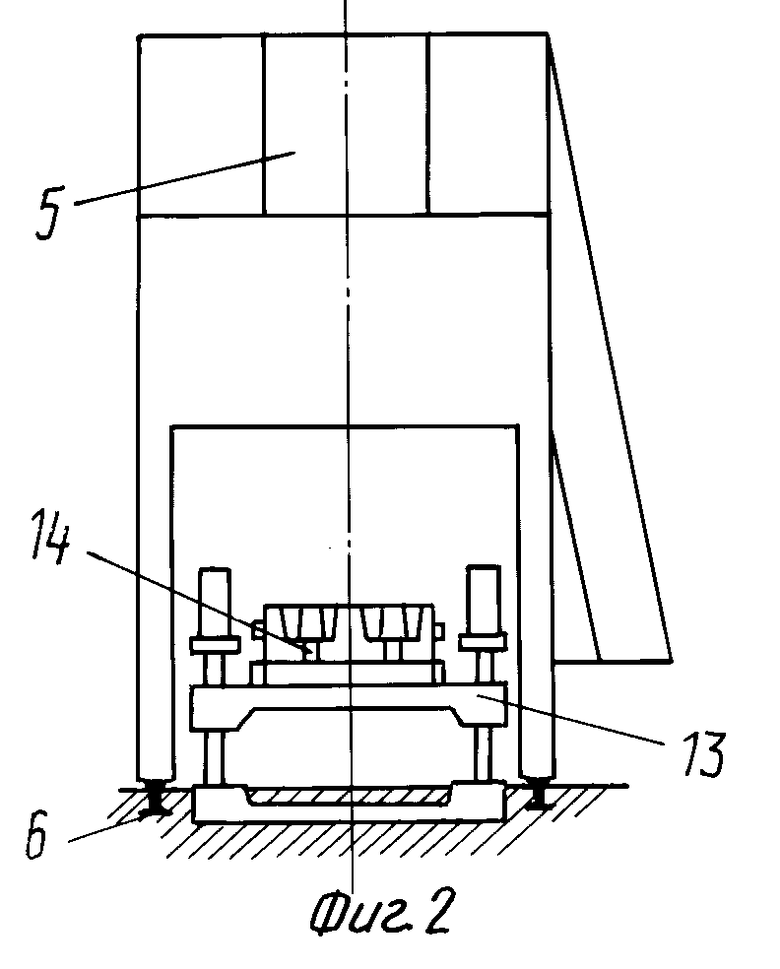
на фиг.2 - то же, вид сбоку;
на фиг.3 - схема дополнительного участка линии, вид спереди;
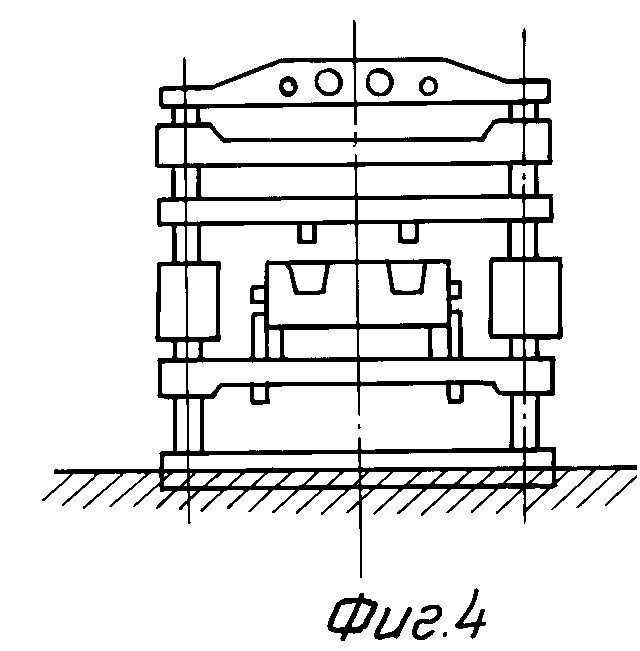
на фиг.4 - то же, вид сбоку;
на фиг.5 - то же, вид сверху;
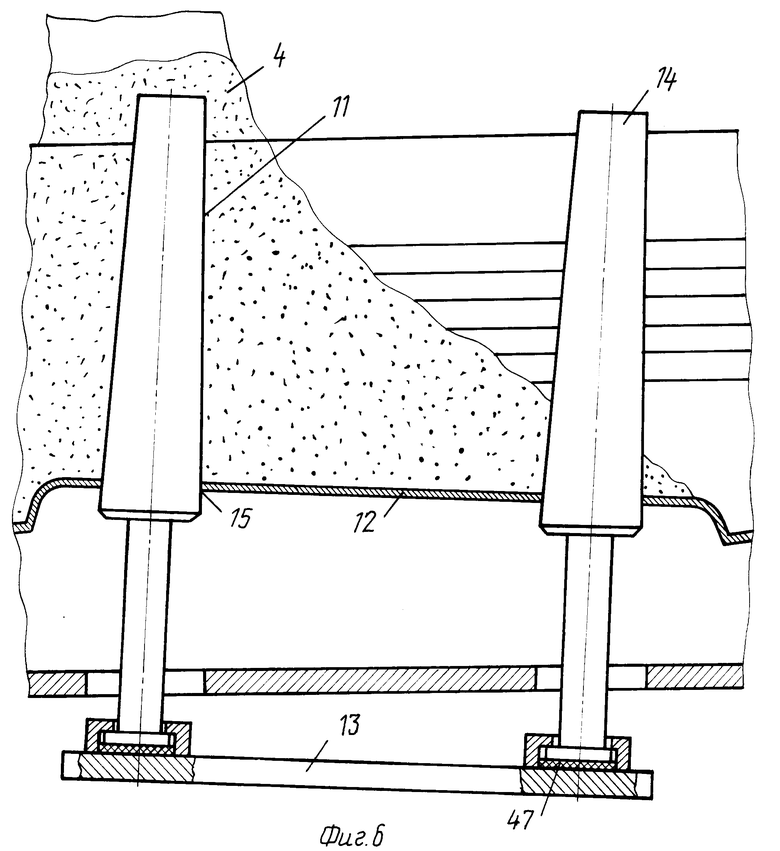
на фиг.6 - изображен фрагмент многоместной формы в рабочем положении на основном участке линии;
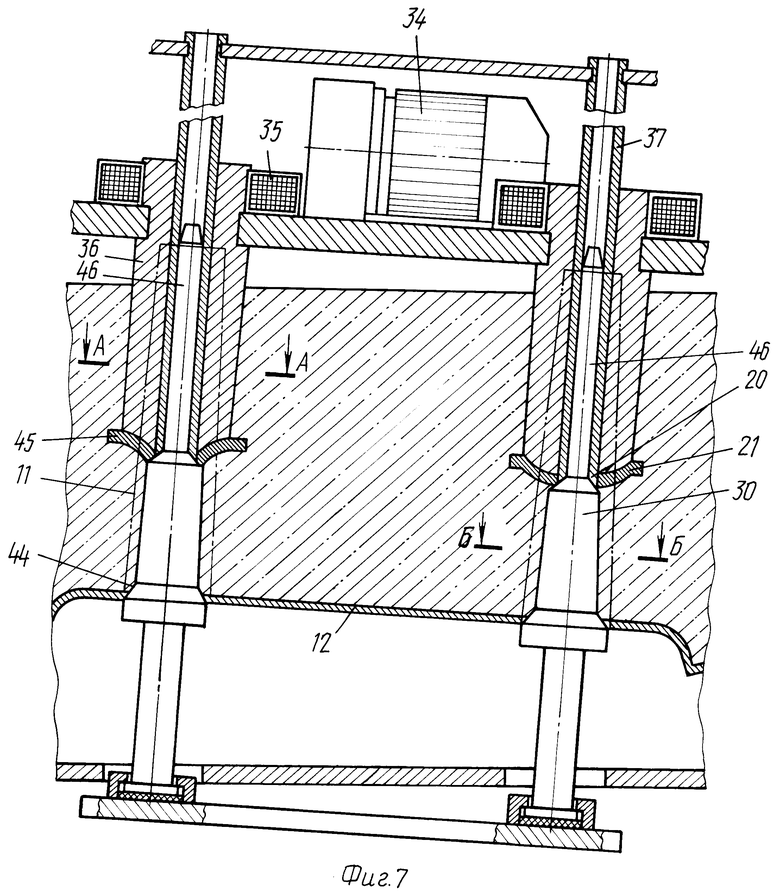
на фиг.7 - то же, в рабочем положении на дополнительном участке;
на фиг.8 - то же, сечение А-А на фиг.7;
на фиг.9 - то же, сечение Б-Б на фиг.7;
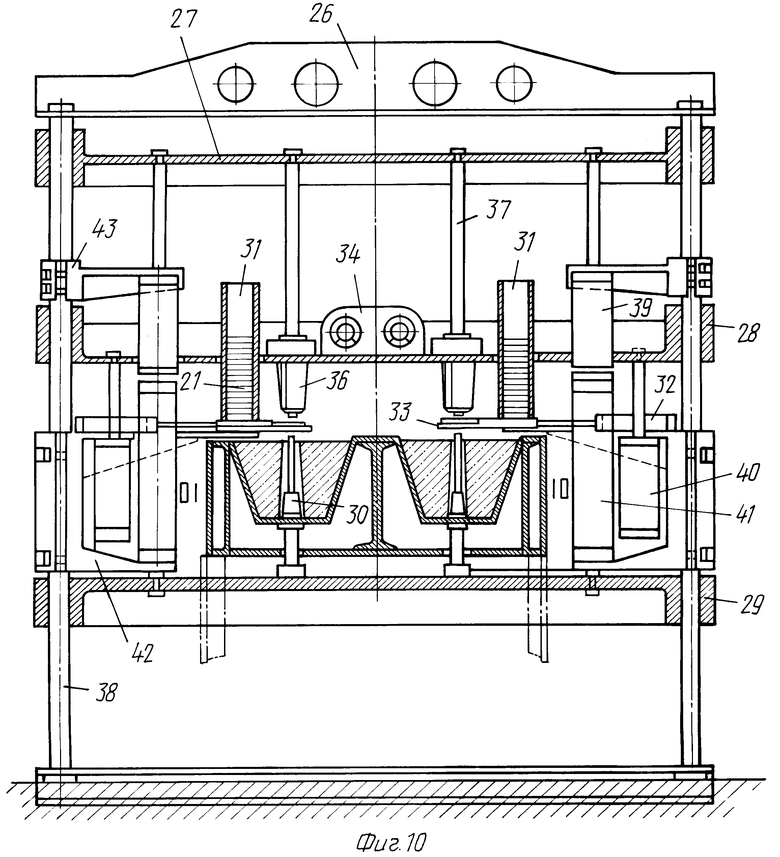
на фиг. 10 - схема среднего стационарного манипулятора дополнительного участка линии;
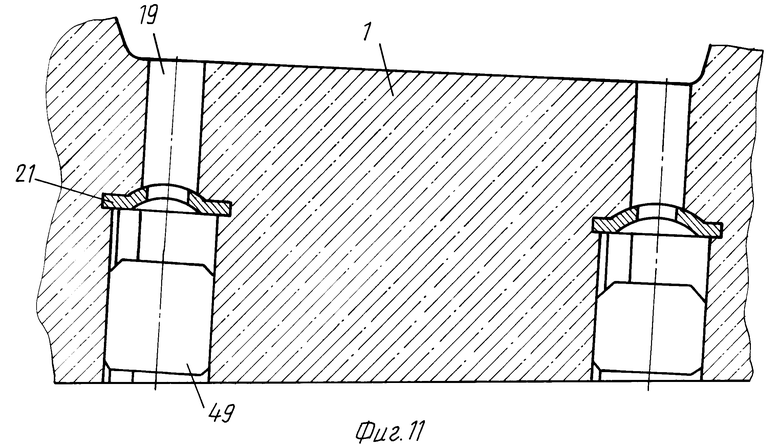
на фиг.11 - фрагмент отформованной шпалы с пустотными каналами под закладные болты и установленными в ней закладными шайбами.
Линия формования железобетонных шпал 1 содержит основной участок 2 укладки в многоместную форму 3 бетонной смеси 4 и одновременного ее уплотнения посредством роторного бетоноукладчика 5, перемещающегося по рельсам 6. Для перемещения многоместной формы 3 имеется рольганг 7, в конце которого установлен ограничительный упор 8 с конечным выключателем (не показан) привода рольганга 7. Основной участок 2 оснащен рядом стационарных манипуляторов 9 и 10 для образования конусообразных отверстий 11 в заготовках шпал, причем каждый средний манипулятор 10 этого ряда выполнен в виде размещенной со стороны днища 12 формы 3 вертикально подвижной траверсы 13, на верхней плоскости которой закреплены конические пустотообразователи 14. В днище 12 многоместной формы 3 выполнены отверстия 15 и пазы 16 соответственно для конических пустотообразователей 14 и диафрагм 17.
Линия снабжена последовательно расположенным за основным 2 дополнительным участком 18 формирования пустотных каналов 19 под закладные болты (не показано) с помощью составных пустотообразователей 20 и установки закладных шайб 21. Дополнительный участок 18 оснащен рядом стационарных манипуляторов 22 и 23.
Для перемещения многоместной формы 3 на дополнительном участке 18 имеется рольганг 24, в конце которого установлен ограничительный упор 25 с конечным выключателем (не показано) привода рольганга 24. Каждый из стационарных средних манипуляторов 23 дополнительного участка 18 выполнен в виде рамы 26 со смонтированными на ней вертикально подвижными траверсами 27 - 29. На нижней траверсе 29 установлены нижние части 30 составных пустотообразователей 20. На средней траверсе 28 смонтированы магазины 31 для закладных шайб 21 и горизонтальные силовые цилиндры 32 с шиберами 33, а также вибратор 34 с электромагнитами 35 и верхние части 36 составных пустотообразователей 20. На верхней траверсе 27 закреплены направляющие штанги 37. Траверсы 27 - 29 перемещаются по направляющим 38. Перемещение верхней траверсы 27 обеспечивается силовыми цилиндрами 39, средней 28 - силовыми цилиндрами 40, а нижней 29 - силовыми цилиндрами 41. Магазины 31 для закладных шайб 21 и горизонтальные силовые цилиндры 32 смонтированы на кронштейнах 42. К кронштейну 43 крепятся силовые цилиндры 39, к кронштейнам 42 - силовые цилиндры 40 и 41.
Нижние части 30 составных пустотообразователей 20 выполнены на конус и имеют сложную наружную поверхность (фиг.7), каждый участок которой выполняет определенные функции: нижняя фаска 44 служит для уплотнения зазора между днищем 12 формы 3 и пустотообразователем 20; следующий участок имеет прямоугольное сечение и предназначен для образования в шпале 1 канала 19, необходимого для пропуска крепежного болта в рельсах (не показано). Прямоугольная часть завершается скошенной поверхностью 45, определяющей положение закладной шайбы 21 в шпале 1. Заканчивается нижняя часть 30 составного пустотообразователя 20 цилиндрическим штырем 46, выступающим над поверхностью бетона и служащим в качестве направляющей для выдвигающейся полой штанги 37 верхней части 36 составного пустотообразователя 20, обеспечивающая тем самым их соосное перемещение. Нижняя часть 30 составного пустотообразователя 20 крепится к нижней траверсе 29 посредством шарнирного соединения 47. Верхняя часть 36 составного пустотообразователя 20 выполнена в виде усеченного конуса со сложной наружной поверхностью (фиг.8) и имеет прямоугольное сквозное отверстие, через которое проходит полая штанга 37.
Крайние манипуляторы 9 и 22 соответственно основного 2 и дополнительного 18 участков выполнены в виде размещенных со стороны днища 12 формы 3 вертикально подвижных траверс 48, на верхних плоскостях которых установлены диафрагмы 17.
Линия работает следующим образом.
Многоместная форма 3 поступает с предыдущего технологического участка, а именно с участка натяжения арматуры (не показано), на рольганг 7 основного участка 2 и перемещается им до ограничительного упора 8, в момент касания которого срабатывает конечный выключатель (не показано) и отключает привод рольганга 7. При этом многоместная форма 3 останавливается в положении, при котором конические пустотообразователи 14 средних манипуляторов 10 располагаются напротив отверстий 15, а диафрагмы 17 крайних манипуляторов 9 - напротив пазов 16 в днище 12 формы 3.
Затем одновременно все манипуляторы 10 вдвигают конические пустотообразователи 14 в отверстия 15 днища 12 формы 3 до положения, при котором конусы плотно прилягут своими наружными поверхностями к днищу 12 формы 3, а крайние манипуляторы 9 вдвигают диафрагмы 17 в соответствующие пазы 16 формы 3. При таком положении конических пустотообразователей 14 и диафрагм 17 осуществляют укладку бетонной смеси 4 в форму 3 и одновременное ее уплотнение с помощью роторного бетоноукладчика 5. После этого конические пустотообразователи 14 и диафрагмы 17 удаляют из формы 3, одновременно опуская траверсы 13 манипуляторов 10 и траверсы 48 манипуляторов 9.
В форме 3 остается уплотненная бетонная смесь с отформованными конусообразными отверстиями 11.
После этого форма 3 с бетонной заготовкой перемещается на рольганг 24 дополнительного участка 18 и останавливается конечным выключателем упора 25. В форму 3 одновременно вдвигаются диафрагмы 17 при перемещении траверс 48 крайних манипуляторов 22 и нижние части 30 составных пустотообразователей 20 путем перемещения нижней траверсы 29 с помощью силовых цилиндров 41.
Затем из магазинов 31 с помощью горизонтальных силовых цилиндров 32 в рабочую зону верхних частей 36 составных пустотообразователей 20 шиберами 33 подаются закладные шайбы 21. В этот момент силовыми цилиндрами 39 опускается верхняя траверса 27, которая штангами 37 проходит через отверстия закладных шайб 21, расположенных на шиберах 33. Траверса 27 опускается до соприкосновения конических фасок штанг 37 с коническими фасками 45 нижних частей 30 составных пустотообразователей 20. После прохождения штангами 37 отверстий закладных шайб 21 последние притягиваются посредством электромагнитов 35 к поверхностям верхних частей 36 составных пустотообразователей 20, далее силовые цилиндры 39 возвращаются в исходное положение и захватывают шиберами 33 следующие закладные шайбы 21, опускающиеся на них из магазинов 31 под действием собственного веса.
Все эти операции происходят без касания деталями нижних частей 30 пустотообразователей 20 и штанг 37 уплотненной бетонной смеси.
Затем включается вибратор 34, и верхние части 36 пустотообразователей 20 с закладными шайбами 21 под вибрацией при перемещении траверс 28 внедряются в бетонную смесь 4, обрушивая края существующих конусообразных отверстий в зазоры между нижними частями 30 пустотообразователей 20 и стенками конусообразных отверстий 11. После заполнения этих объемов при дальнейшем движении верхних частей 36 пустотообразователей 20 с закладными шайбами 21 до их посадочных мест на нижних частях 30 пустотообразователей 20 бетонная смесь 4 будет вытесняться вверх и заполнит пространство над закладными шайбами 21.
Когда закладные шайбы 21 займут необходимое положение, выключается вибратор 34 и электромагниты 35, удерживающие закладные шайбы 21 на верхних частях 36 пустотообразователей 20 и верхние 36, и нижние 30 части составных пустотообразователей 20 выводятся посредством подвижных траверс 27 - 29 из формы 3, которая затем перемещается краном на следующий технологический участок пропаривания (не показано). Цикл повторяют.
Форма пустотелых каналов 19 в готовой шпале 1 для закладных болтов крепления и положение закладных шайб 21 показаны на фиг. 11, на которой можно увидеть также и установленные бетонные пробки 49, препятствующие проскакиванию крепежных болтов при их установке.
Изобретение позволяет повысить производительность линии и качество отформованных шпал.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113988C1 |
| СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННОЙ ШПАЛЫ | 1996 |
|
RU2113985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНКЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2190525C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТОЙЧИВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ШПАЛЫ С ИСПОЛЬЗОВАНИЕМ ОТХОДОВ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2007 |
|
RU2335590C1 |
| ПРОМЕЖУТОЧНОЕ РАЗДЕЛЬНОЕ СКРЕПЛЕНИЕ | 1998 |
|
RU2156841C2 |
| ПРОМЕЖУТОЧНОЕ РЕЛЬСОВОЕ СКРЕПЛЕНИЕ | 2004 |
|
RU2257438C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ СОСТОЯНИЯ ЭЛЕКТРОИЗОЛИРУЮЩИХ ЭЛЕМЕНТОВ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 2007 |
|
RU2369506C2 |
| СКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ, СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ ПОВЫШЕННОЙ ПУСТОТНОСТИ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ | 2013 |
|
RU2533475C1 |



Изобретение относится к производству железобетонных шпал и может быть использовано в линиях для изготовления железобетонных шпал. Цель изобретения - повышение производительности линии и повышение качества шпал. Линия формования железобетонных шпал содержит основной участок 2 укладки в многоместную форму 3 бетонной смеси и одновременного ее уплотнения посредством роторного бетоноукладчика 5. Основной участок 2 оснащен рядом стационарных манипуляторов 3 и 10 для образования конусообразных отверстий в заготовках шпал. Линия снабжена последовательно расположенными за основным 2 дополнительным участком формирования пустотных каналов под закладные болты с помощью составных пустотообразователей и установки закладных шайб. Дополнительный участок оснащен рядом стационарных манипуляторов. Многоместная форма 3 поступает с предыдущего технологического участка натяжения арматуры на рольганг 7 основного участка 2 и останавливается ограничительным упором 8. Затем одновременно все манипуляторы 10 вдвигают конические пустотообразователи в отверстия днища формы 3, а крайние манипуляторы 9 вдвигают диафрагмы 17 в соответствующие пазы формы 3 и осуществляют укладку бетонной смеси в форму 3 и одновременно ее уплотнение с помощью роторного бетоноукладчика 5. После этого конические пустотообразователи и диафрагмы 17 удаляют из формы 3. В форме 3 остается уплотненная бетонная смесь с отформованными конусообразными отверстиями. После этого форма 3 с бетонной заготовкой перемещается на рольганг дополнительного участка и останавливается упором. В форму 3 одновременно вдвигаются диафрагмы 17 и нижние части составных пустотообразователей. Затем из магазинов с помощью горизонтальных силовых цилиндров в рабочую зону верхних частей составных пустотообразователей шиберами подаются закладные шайбы. Затем включается вибратор, и верхние части пустотообразователей с закладными шайбами под вибрацией внедряются в бетонную смесь, формируя пустотные канаты для закладных болтов крепления. 3 з.п.ф-лы, 11 ил.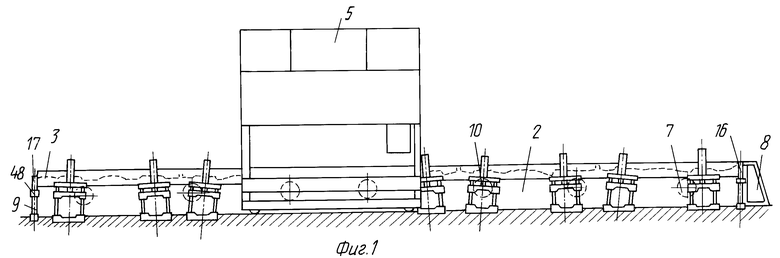
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1276498, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Госстрой СССР, ВНИИЖелезобетон | |||
| Изготовление и приемка железобетон ных шпал | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
