Изобретение относится к технологии обработки камня и может быть использовано в строительстве, архитектуре, сувенирной промышленности.
Известен способ обработки поверхности камня, включающий тепловое воздействие путем строчного сканирования поверхности пламенем горелки и синхронное с ним сканирование струей охлажденного воздуха [1]. Недостатком известного способа является невозможность изготовления с его помощью орнаментов с мелким рисунком, поскольку ширина сканируемой строки составляет 30-50 мм.
Известен способ нанесения на поверхность изделий из природного камня рисунков, орнаментов, надписей [2] . Способ включает подготовку камня (распиловку, шлифовку, полировку), наложение трафарета на поверхность камня, нанесение защитного слоя и тепловую обработку незащищенной поверхности лучистым нагревом. Недостатком известного способа является высокая трудоемкость и невозможность получения мелких рисунков и орнаментов, в частности, получаемых путем размещения вставок на других материалов в выемках, сделанных в камне, так как кромки выемок получаются неровными, со сколами и трещинами.
Наиболее близким к заявляемому по своей технической сущности и достигаемому результату является способ изготовления орнаментов на поверхности камня [3], который включает подготовку камня, нанесение защитного слоя, прорезывание контура рисунка лазерным лучом, обработку лазерным лучом поверхности, прилегающей к контурной щели, и последующую тепловую обработку удаляемой части камня дуговой лампой.
Недостатками известного способа являются: высокая трудоемкость, так как способ предполагает такие операции, как нанесение защитного покрытия, его последующее снятие, смену технологического инструмента (сначала лазер, затем дуговая лампа); невозможность получения рисунков с мелкими деталями изображения; получение углублений и выступов на поверхности камня с неровными краями и микротрещинами, что обусловлено недостаточным отводом тепла от области обработки, особенно при прорезывании контурной щели и при изготовлении высококачественных орнаментов, требует дополнительной обработки.
Изобретение направлено на упрощение технологии и повышение качества изготавливаемых изделий за счет получения боковых стенок выступов и углублений с ровными поверхностями и без трещин.
Указанный результат достигается тем, что в способе изготовления орнаментов на поверхности камня, предусматривающем подготовку камня, прорезывание контура рисунка лазерным лучом и тепловую обработку удаляемой части поверхности камня, тепловую обработку с подачей воздуха под давлением в область обработки осуществляют сканированием лазерного луча по поверхности, уменьшенной по контуру по сравнению с удаляемой на 1-1,5 диаметра теплового пятна, в две стадии: с плотностью мощности, на 10-50% превышающей порог разрушения камня, и затем - с обеспечивающей разрушение камня на заданную глубину, а окончательный контур рисунка прорезывают после удаления обработанной части камня.
Отличительными признаками заявляемого способа изготовления орнаментов на поверхности камня являются:
- осуществление тепловой обработки с подачей воздуха под давлением в область обработки;
- осуществление тепловой обработки путем сканирования лазерным лучом;
- проведение тепловой обработки в две стадии - сначала с плотностью мощности, превышающей порог разрушения обрабатываемого камня на 10-50%, а затем с плотностью мощности, обеспечивающей разрушение камня на выбранную глубину;
- проведение двухстадийной тепловой обработки не по всей поверхности рисунка, подлежащей удалению, а уменьшенной по контуру на 1-1,5 диаметра теплового пятна;
- прорезывание окончательного контура рисунка после удаления обработанной части камня.
Подача воздуха под давлением в зону тепловой обработки выполняет две функции: во-первых, осуществляет охлаждение, что снижает величину термических напряжений в зоне обработки и уменьшает вероятность возникновения трещин; во-вторых, удаляет продукты разрушения камня из области обработки, что также улучшает термические характеристики в точке обработки.
Осуществление тепловой обработки путем сканирования лазерным лучом упрощает технологию, так как не требует смены источников тепла и позволяет получать изделия высокого качества с мелкими рисунками, так как лазерные технологические установки позволяют получать за счет фокусировки луча тепловые пятна в широком диапазоне размеров - от нескольких сотых долей миллиметра до нескольких миллиметров. В результате отпадает необходимость нанесения защитного покрытия, что упрощает технологический процесс. При этом сканирование может осуществляться по любому закону. Например, построчно (аналогично развертке электронного луча в телевизионном кинескопе), по спирали или из центра удаляемой части поверхности камня по траектории "контур в контур", т. е. по спирали, форма которой соответствует контуру удаляемой части камня.
Осуществление тепловой обработки в две стадии позволяет предотвратить возникновение и распространение трещин, обусловленных термическими напряжениями, из области обработки на необрабатываемую часть камня. В частности, при осуществлении первой стадии обработки с плотностью мощности, на 10-50% превышающей порог разрушения (устанавливается экспериментально для каждого материала), происходит образование небольшого углубления в обрабатываемой поверхности, глубина которого зависит от свойств материала камня. При этом, как показали эксперименты, трещины в области обработки не возникают. Наличие возникающего после первой стадии углубления позволяет на второй стадии повысить плотность мощности до значений, позволяющих обеспечить разрушение камня на заданную глубину (достигающую, например, 1-5 мм для мрамора) и при этом снизить вероятность образования трещин вследствие более благоприятных термических условий, чем возникающих при отсутствии такого углубления.
Таким образом, двухстадийная тепловая обработка поверхности камня в соответствии с предлагаемым способом позволяет получать высококачественные изделия без трещин.
Обработка лазерным лучом не всей удаляемой части рисунка, а уменьшенной по контуру на 1-1,5 диаметра теплового пятна также позволяет снизить вероятность образования трещин в готовом изделии при использовании любого закона сканирования. Например, при построчном сканировании первая строка образуется в массиве камня, когда материал присутствует с обеих сторон от возникающей прорези. Это обстоятельство ухудшает теплообмен с окружающей средой и вызывает термические напряжения, которые могут привести к возникновению микротрещин. Размер их невелик, соизмерим с размером теплового пятна, поэтому оставляемый слой камня по контуру рисунка предохраняет не подвергаемую тепловой обработке часть камня от проникновения в нее трещин.
Снижение толщины оставляемого слоя до размера, меньшего, чем диаметр теплового пятна, не обеспечивает предотвращения проникновения трещин в тело камня. Увеличение же толщины этого слоя до размера, большего, чем 1,5 диаметра теплового пятна, приводит к тому, что с обеих сторон прорезываемого впоследствии контура будет находиться масса материала, что ухудшит условия теплообмена с окружающей средой и приведет к термическим напряжениям, а следовательно, повысит вероятность возникновения трещин в обе стороны.
Поэтому завершающей операцией в предлагаемом способе является прорезывание окончательного контура рисунка. В этом случае в области реза масса камня находится с одной стороны, а с другой - свободное от уже удаленного камня пространство. В результате образующихся благоприятных термических условий получается ровная кромка реза без возникновения трещин, сколов, выступов и других дефектов.
На чертеже представлена одна из подготовленных к обработке поверхностей 1 камня. Линией 2 обозначен окончательный контур рисунка, а заштрихованной площадью 3 - подвергаемая двухстадийной тепловой обработке площадь рисунка, уменьшенная по контуру на 1-1,5 диаметра теплового пятна по сравнения с окончательно удаляемой частью поверхности камня.
Пример 1. В общем случае способ реализуется следующим образом.
Сначала определяют порог разрушения обрабатываемого материала. Для этого на поверхности камня известным образом фокусируют луч лазера с образованием теплового пятна с минимальной плотностью мощности, подают воздух под давлением и начинают плавно повышать мощность луча, наблюдая за областью обработки. Как только на поверхности камня начнут возникать признаки разрушения (возникновение трещин, крошки, появление дымка, следов расплава), это означает, что достигнут порог разрушения. Плотность мощности, достигнутую при этом, фиксируют. Затем повышают далее плотность мощности лазерного луча до тех пор, пока в камне не будет происходить разрушение на заданную глубину. Достигнутое значение плотности мощности также фиксируют. Затем подготовленный к обработке камень (выпиленный заданной формы, отшлифованный, а при необходимости и отполированный) устанавливается на технологическом столе. В персональный компьютер, управляющий работой технологического стола и лазера, вводится программа, содержащая информацию о наносимом рисунке, выбранном законе сканирования лазерного луча и о его параметрах - размере пятна, мощности и т.п. По команде с компьютера технологический стол устанавливается в исходное положение, включается подача воздуха комнатной температуры под давлением 1-6 атм, а затем включается лазер. Сначала по выбранному закону сканирования обработке с плотность мощности, на 10-50% превышающей порог разрушения, подвергается поверхность удаляемой части камня, уменьшенная по контуру на 1-1,5 диаметра теплового пятна (заштрихованная площадь 3 на чертеже), в результате чего на поверхности камня, как правило, образуется углубление глубиной 0,2-1 мм. Затем проводится повторное сканирование по той же поверхности, но с плотностью мощности лазерного луча, обеспечивающей разрушение камня на заданную глубину. При этом продукты разрушения, а это чаще всего мелкая крошка, выдуваются из зоны обработки струей воздуха. После завершения второй стадии тепловой обработки также по команде компьютера лазерным лучом прорезывают окончательный контур так, что удаляемая поверхность будет ограничена линией 2 (см. чертеж). После этого лазер отключается, подача воздуха прекращается и готовое изделие снимается с технологического стола.
Пример 2. Обработка мрамора. На поверхность шлифованного куска мрамора было сфокусировано излучение лазера, установленного в технологической установке типа "Лантан-3М", с диаметром теплового пятна 0,15 мм и начальной плотностью мощности 105 Вт/см2. От магистрали сжатого воздуха в точку нагрева подавался воздух соосно с лучом с давлением 5 атм и расходом 60 л/м. Затем мощность излучения лазера постепенно увеличивалась и при достижении плотности мощности в пятне до 1,5•105 Вт/см2 наблюдалось разрушение. Таким образом, было установлено достижение порога разрушения. Затем мощность излучения увеличили до достижения разрушения на глубину 5 мм, что составило плотность мощности 106 Вт/см2. Подготовленный к обработке мраморный образец размером 60 x 100 x 20 мм, предварительно отполированный до 12-го класса чистоты, был уложен большей своей гранью на технологический стол. После включения компьютера, снабженного соответствующим программным обеспечением, лазерный резак переместился в исходное положение, включились подача воздуха в зону обработки и лазер.
Первая стадия обработки осуществлялась лазерным лучом с плотностью мощности 2•105 Вт/см2, что превышало порог разрушения, установленный для мрамора, на 25%, сканирование осуществлялось тепловым пятном диаметром 0,15 мм построчно, со скоростью перемещения теплового пятна 35 мм/c. Обработке подвергалась площадь рисунка, уменьшенная по контуру по сравнению с удаляемой на 0,15 мм. В результате в поверхности камня образовалось углубление по всей обработанной поверхности на глубину 0,5 мм.
Затем сразу же за первой стадией была осуществлена вторая с тем же законом и скоростью сканирования, но с плотностью мощности в тепловом пятне 106 Вт/см2, что привело к удалению камня на обработанной площади на глубину 5 мм. После завершения обработки поверхности лазерным лучом был прорезан окончательный контур.
В результате в блоке мрамора был получен углубленный в него на 5 мм узор с ровными вертикальными стенками и слабошероховатым дном. Наличия трещин в изделии не обнаружено.
Пример 3. Обработка нефрита. Способ в целом осуществлялся, как описано в примерах 1 и 2, за исключением того, что порог разрушения был достигнут при 2,5•105 Вт/см2, и проявлением начала разрушения явилось расплавление поверхности с образованием с зоне переплава сетки микротрещин. Было установлено, что для удаления камня на глубину 3 мм (по заданию) требуется плотность мощности 106 Вт/см2. Сканирование осуществлялось по закону спирали "контур в контур" из центра удаляемой поверхности со скоростью 30 мм/с. Первая стадия осуществлялась с плотностью мощности 3•105 Вт/см2, что превышало экспериментально установленный порог разрушения на 20% и по поверхности, меньшей, чем удаляемая (по контуру) на диаметр теплового пятна. Вторую стадию обработки осуществляли с плотностью мощности 106 Вт/см2 и сканированием по всей удаляемой поверхности, поскольку внешний окончательно прорезаемый контур являлся последним при выбранном законе сканирования.
В результате получен углубленный в тело камня профиль с ровными вертикальными стенками и слабошероховатым дном с полным отсутствием каких-либо трещин в теле камня.
Пример 4. Обработка уральской яшмы. Способ осуществлялся, как описано в примерах 1 и 2. Порог разрушения был достигнут при 5•105 Вт/см2 и проявлялся в появлении белого следа после прохождения луча. Было установлено, что для удаления камня на глубину 1,5 мм необходима плотность мощности 2,5•106 Вт/см2. Сканирование осуществлялось построчно со скоростью 20 мм/c с тепловым пятном 0,15 мм. Первая стадия тепловой обработки осуществлялась с плотностью мощности 7,5•105 Вт/см2, что превышало порог разрушения на 50%, а вторая - с плотностью 2,5•106 Вт/см2. При осуществлении обеих стадий обработке подвергалась поверхность, уменьшенная по контуру на 0,18 мм, т.е. на 1,2 диаметра теплового пятна. После завершения второй стадии был прорезан окончательный контур рисунка. В результате получено углубление в камне заданной формы с ровными вертикальными стенками и слабошероховатым дном. Трещин в готовом изделии не обнаружено.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ И ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1997 |
|
RU2115506C1 |
| РЕЗОНАТОР ЛАЗЕРА | 1998 |
|
RU2138108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВАНИЯ ВЫРУБНОГО ШТАМПА | 2000 |
|
RU2173620C1 |
| Способ декоративной отделки изделий | 1984 |
|
SU1253841A1 |
| СПОСОБ ПОДДЕРЖАНИЯ ЗАДАННОГО РАССТОЯНИЯ МЕЖДУ СОПЛОМ И ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2205096C1 |
| УСТРОЙСТВО ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2523901C1 |
| СПОСОБ ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2521260C1 |
| СПОСОБ КОМБИНИРОВАННОГО ЛАЗЕРНО-МЕХАНИЧЕСКОГО БУРЕНИЯ КРЕМНЕЗЕМСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2013 |
|
RU2516422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНОГО ИЗДЕЛИЯ | 2001 |
|
RU2193493C1 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛОВ | 2016 |
|
RU2619692C1 |
Способ включает в себя подготовку камня, прорезывание контура рисунка лазерным лучом и тепловую обработку удаляемой части поверхности камня, при этом тепловую обработку с подачей воздуха под давлением в область обработки осуществляют сканированием лазерного луча по поверхности, уменьшенной по контуру по сравнению с удаляемой, на 1-1,5 диаметра теплового пятна, в две стадии: с плотностью мощности, на 10-50% превышающей порог разрушения камня и затем - с обеспечивающей разрушение камня на заданную глубину, а окончательный контур рисунка прорезывают после удаления обработанной части камня. В результате применения данного изобретения в строительстве, архитектуре и сувенирной промышленности достигается технический результат, заключающийся в упрощении технологии и повышении качества изготовляемых изделий за счет получения боковых стенок выступов и углублений с ровными поверхностями и без трещин. 1 ил.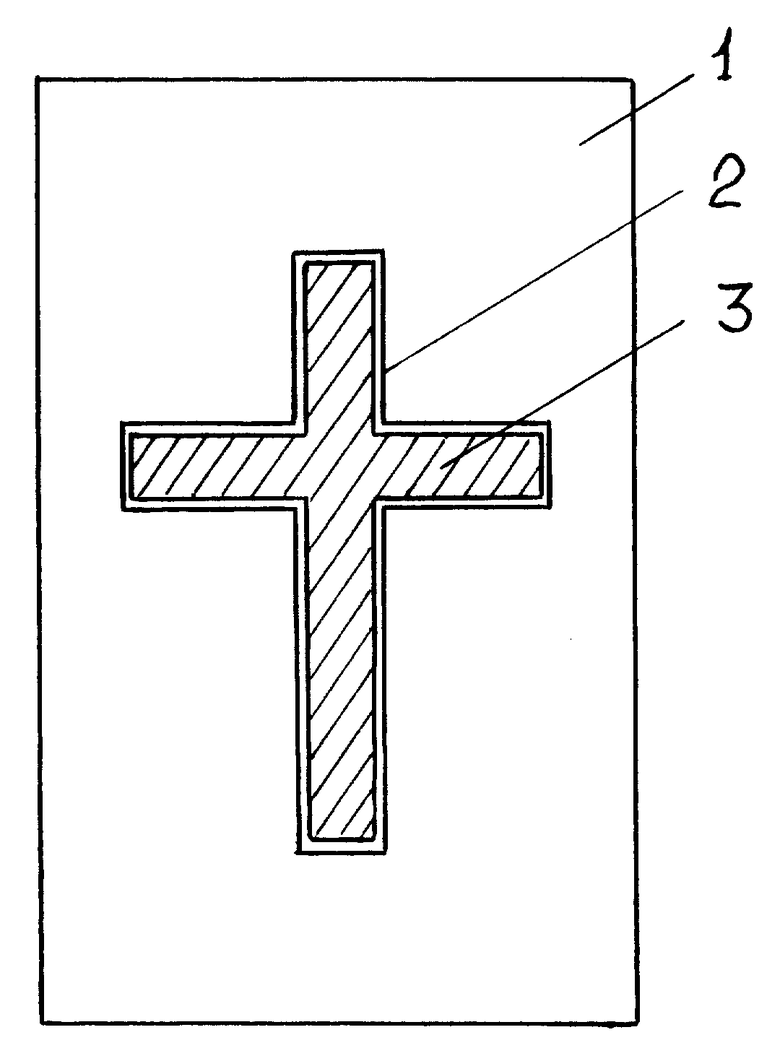
Способ изготовления орнаментов на поверхности камня, включающий подготовку камня, прорезывание контура рисунка лазерным лучом и тепловую обработку удаляемой части поверхности камня, отличающийся тем, что тепловую обработку с подачей воздуха под давлением в область обработки осуществляют сканированием лазерного луча по поверхности, уменьшенной по контуру по сравнению с удаляемой на 1-1,5 диаметра теплового пятна, в две стадии: с плотностью мощности, на 10-50% превышающей порог разрушения камня и затем - с обеспечивающей разрушение камня на заданную глубину, а окончательный контур рисунка прорезывают после удаления обработанной части камня.
| SU, авторское свидетельство, 903134, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| SU, авторское свидетельство, 1468763, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| SU, авторское свидетельств о, 1542821, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
