Изобретение относится к способам декоративной отделки изделий.
Целью изобретения является повышение качества отделки.
Сущность способа декоративной отделки изделий заключается в многоразовом шлифовании поверхности изделия и последующем нанесении изображения, причем перед последним шлифованием поверхность изделия об- рабатьшают фиксирующим раствором, а после шлифования изделие одновременно нагревают до 140-200 С и про- катьгоают через валки со скоростью 5-15 м/мин при давлении 10-30 кгс/см, при этом нанесение изображения осуществляют посредством луча лазера, плотность мощности излучения которого составляет 15-1200 Вт/мм, с одновременной подачей в зону облучения газа со скоростью 1-5 л/с.
Способ декоративной отделки изделий осуществляется следукицим о бра-- зом.
Изделие подвергают трехразовому шлифованию шкуркой с последовательно уменьшающейся зернистостью от № 20 до № 8. Перед последним шлифованием поверхность протирают фиксирующим клеевым раствором, содержащим, мг:
Дисперсия ПВА неш1астифици рованная5
Клей силикатный1
ВодаДо 100
После шлифования изделие прокаты™ вают через валки, удельное давление которых состгщляет 10-30 кгс/см. Скорость прокатки 5-15 м/мин. Одновременно с прокаткой поверхность изделия нагревают при 140-200°С. Скани руют фасадную поверхность изделия сфокусированным излучением СО -лазера длиной волны 10,6 мкм. Плотность мощности излучения при сканирозан1;га 15-1200 Вт/мм. Скорость Ш ремещения пучка излучения относительно поверхности изделия 1-150 м/мин в зависимости от оттенка рисунка и породы дерева. В зону облучения подают ra3j например воздух, через сопло с диаметром выходного отверстия 25 мм со скоростью 1-5 л/с.
Шлифование изделия шкуркой с последовательно уменьшающейся зернистостью необходимо для выравнивания поверхности перед термопрок;аткой, Применение фиксирующего клеевого рас
5
0
5
0
5
твора позволяет закрепить ворсинки, образукяциеся на поверхности изделия при его шлифовке, и удалить их при последней шлифовке.
После шлифования изделие подвергают обработке давлением с одновременным нагревом. Изделие прокатывают между валками с теьшературой 140- 200 С. При температуре валков ниже 140 С не происходит термофиксирования поверхности, а при температуре выше 200 С происходит коробление поверхности и разрушение клеевой основы если изделие клееное. Оптимальная температура обработки .
Удельное давление, с которым валки воздействуют на изделие состав- - ляет 10-30 кгс/см. При удельном давлении меньше 10 кгс/см значительно згменьшается передача теплового потока от валковJ а при давлении больше 30 кгс/см происходит деформация изделия. Оптимальное удельное давление валков 12 кгс/см.
Изделие пропускают через валки со скоростью 8-15 м/мин. При скорости ниже 8 происходит перегрев изделия и коробление поверхности. При скорости выше 15 м/мйн поверх- кость изделия не успевает термофик- сироваться. Оптимальная скорость прокатки to м/мин.
После прокатки обработанная поверхность гладкая, плотнаяj блестя- ш,ая 10-11 класса обработки.
Фасадную поверхность изделия сканируют сфокусированным пучком излучения СОд-лазера длиной волны 10,6 мкм.
Лазерное декорирование фасадных поверхностей изделий мебели основано на испарении и сгорании древесины при сканировании сфокусированным пучком лазерного излучения. Сгорание и испарение древесины зависит от плотности мощности излучения и скорости сканирования пучка излуче- 1ЧИЯ по поверхности и начинается при значениях плотности мощности 15 о Граница гл1 бины обработки g при которой сохраняется конт растность узора, составляет пр1-шер но Oj15 мм. Скорость сканирования для полученгш такой глубины при плотности мощности 15 Вт/мм составляет 0,5 м/мино При изменении плотности мощности и скорости сканирования пучка происходит изменение
цвета и глубины декорирования. При значениях плотности мощности выше 1200 Вт/мм наблюдается резка изделия. Скорость сканирования пучка из лучения и плотность мощности излучения выбираются в зависимости от желаемого цвета или оттенка рисунка и породы дерева обрабатьтаемого изделия.
В зону облучения подают газ, например воздух, через сопло с диаметром отверстия 25 мм со скоростью 1-5 л/с. Использование направленного потока воздуха позволяет отклонить факел, образующийся при горении древесины, и тем самым уменьшить экранировку излучения продуктами испарения дерева. При скорости подачи газа меньше 1 л/с отклонение факела и удаление продуктов горения становится неэффективным. Оптимальная скорость подачи газа 5 л/с. При скорости подачи газа более 5 л/с дальнейшего улучшении отклонения факела не происходит.
Нанесение рисунка может осуществляться с использованием трафарета путем сканирования излучением построчно всей его поверхности или без него, тогда пучок излучения пеto
2538/.14
ремещается по обрабатываемой поверхности по программе или по воле оператора.
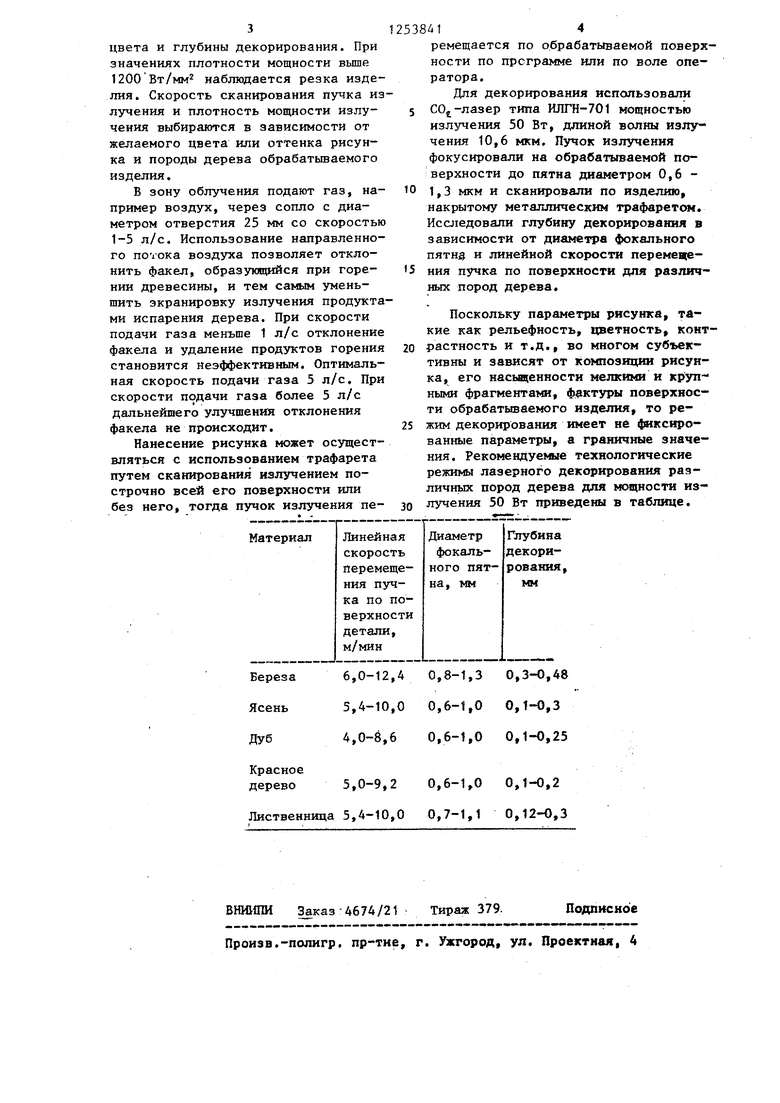
Для декорирования использовали 5 COj-лазер типа ИЛГН-701 мощностью излучения 50 Вт, длиной волны излучения 10,6 мкм. Пучок излучения фокусировали на обрабатываемой поверхности до пятна диаметром 0,6 - 1,3 мкм и сканировали по изделию, накрытому металлическим трафаретом. Исследовали глубину декорирования в зависимости от диаметра фокального пятна и линейной скорости перемев е- ния пучка по поверхности для различных пород дерева.
Поскольку параметры рисунка, такие как рельефность, цветность, конт20 растность и т.д., во многом субъективны и зависят от композиции рисунка, его насыщенности мелкими и кр уп- ными фрагментами, фактуры поверхности обрабатываемого изделия, то ре25 жим декорирования имеет не фиксированные параметры, а граничные значения. Рекомендуемые технологические режимы лазерного декорирования различных пород дерева для мощности из30 лучения 50 Вт приведены в таблице.
15
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МАТЕРИАЛОВ | 1993 |
|
RU2086376C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2007 |
|
RU2374334C1 |
| СПОСОБЫ И СИСТЕМЫ ВЫСОКОСКОРОСТНОЙ И ВЫСОКОМОЩНОЙ ЛАЗЕРНОЙ ГРАВИРОВКИ | 2008 |
|
RU2473414C2 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2829300C1 |
| Способ лазерной очистки поверхности | 2017 |
|
RU2668619C1 |
| "Способ лазерной обработки диэлектриков "ЛЭТГАН" и устройство для его осуществления" | 1989 |
|
SU1798090A1 |
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК ИЗДЕЛИЙ | 2009 |
|
RU2426700C2 |
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ ЭЛЕКТРИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2301839C2 |
| Способ изготовления одномерной дифракционной фазовой решетки с синусоидальным профилем | 2016 |
|
RU2626734C1 |
| СПОСОБ ПРИТУПЛЕНИЯ ОСТРЫХ КРОМОК ИЗДЕЛИЙ (ВАРИАНТЫ) | 2000 |
|
RU2163226C1 |

| Орлов | |||
| Отделка изделий из древесины | |||
| М.: Высшая школа, 1968, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
