Изобретение относится к области станкостроения, а именно к производству вырубных штампов для картонажных изделий.
Известен способ изготовления основания вырубного штампа (штанцформы), при котором с помощью лазера, имеющего импульсный режим излучения, за один проход прорезают в фанерном основании штампа пазы с образованием выступов-"гребенки" на поверхности стенок паза, причем частота импульсов n определяет шаг "гребенки" t (журнал "УПАКОВКА вчера, сегодня, завтра", N 1, 2000 г., стр. 4, 5).
Однако режим импульсной лазерной резки за один проход не обеспечивает в достаточной степени точность резки паза, отсюда при установке ножей и биговальных линеек "гребни", образовавшиеся на стенках паза, затираются неравномерно, что не обеспечивает плотную установку вырубных ножей и биговальных линеек.
Задачей, на решение которой направлены заявленные технические решения, является увеличение точности лазерной резки паза в основании вырубного штампа.
Поставленная задача решается по первому варианту тем, что в способе изготовления основания вырубного штампа, включающем прорезку паза в основании штампа с образованием выступов-"гребенки" на поверхности стенок паза путем перемещения лазерного излучения по определенной траектории, прорезание паза осуществляют за два прохода, перемещая лазерное излучение по определенным криволинейным траекториям, расположенным симметрично по отношению к центральной оси паза. При этом траектории перемещения лазерного излучения либо пересекаются, либо не пересекаются между собой. Согласно второму варианту, в способе изготовления основания вырубного штампа, включающем прорезку паза в основании штампа с образованием выступов на поверхности стенок паза путем перемещения лазерного излучения по определенной траектории, паз в основании вырубного штампа прорезают за два прохода, перемещая лазерное излучение по непересекающимся криволинейным траекториям, расположенным симметрично по отношению к центральной оси паза и сдвинутым по отношению друг к другу на 1/2 периода. Согласно третьему варианту, в способе изготовления основания вырубного штампа, включающем прорезку паза в основании штампа с образованием выступов на поверхности стенок паза путем перемещения лазерного излучения по определенной траектории, паз в основании вырубного штампа прорезают за два прохода, перемещая лазерное излучение по непересекающимся криволинейным траекториям, эквидистантно расположенным по отношению друг к другу. Параметры криволинейных траекторий подбираются таким образом, чтобы получить оптимальную ширину паза для установки вырубных ножей и биговальных линеек в основание штампа.
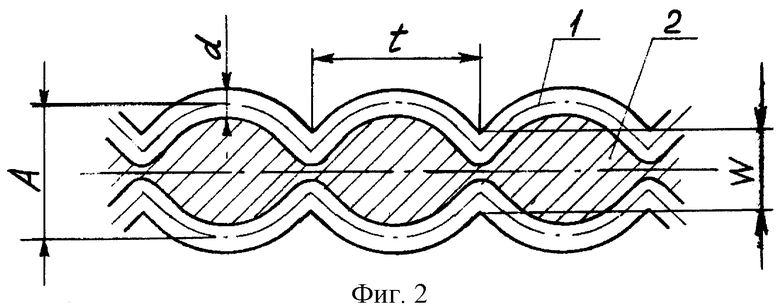
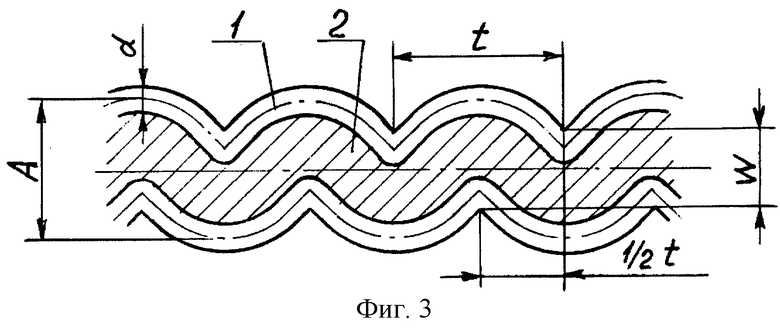
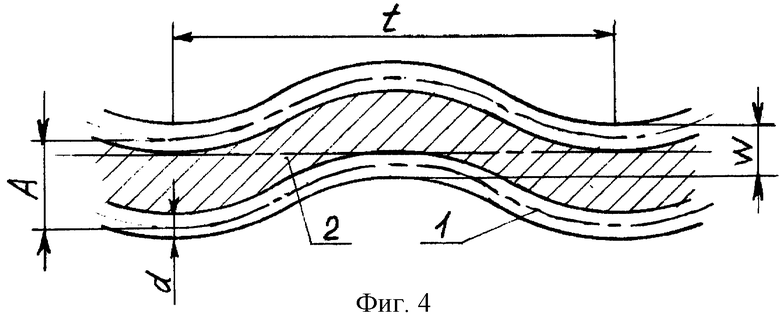
Заявленный способ поясняется чертежами, где на фиг. 1 изображен способ резки паза, при котором паз прорезается за два прохода путем перемещения лазерного излучения по пересекающимся криволинейным траекториям, расположенным симметрично по отношению к центральной оси паза (вариант 1), на фиг. 2 - способ резки паза, при котором паз прорезается за два прохода путем перемещения лазерного излучения по непересекающимся криволинейным траекториям, расположенным симметрично по отношению к центральной оси паза (вариант 1), на фиг. 3 - способ резки паза, при котором паз прорезается за два прохода путем перемещения лазерного излучения по непересекающимся криволинейным траекториям, расположенным симметрично по отношению к центральной оси паза и сдвинутым по отношению друг к другу на 1/2 периода (вариант 2), на фиг. 4 - способ резки паза, при котором паз прорезается за два прохода путем перемещения лазерного излучения по непересекающимся криволинейным траекториям, эквидистантно расположенным по отношению друг к другу (вариант 3), где 1 - траектория луча лазерного излучения, 2 - удаляемая зона, A - амплитуда кривых, d - ширина реза, W - ширина паза, t - шаг выступов.
Способ изготовления основания вырубного штампа осуществляется, например, следующим образом. Лазерный луч фокусируется на поверхности основания штампа, которое может быть выполнено из фанеры, пластиков и других материалов. Режим излучения - непрерывный. Лазерный луч перемещают по поверхности основания штампа по криволинейным траекториям 1, которые имеют амплитуду A, ширину реза d и образуют паз шириной W с выступами на боковых стенках паза с шагом t. Прорезка паза осуществляется за два прохода. Удаляемая зона при этом выпадает или выгорает. Параметры кривых задаются в программе резки. Например, для резки пазов под ножи толщиной 0,71 мм способом, при котором траектория перемещения лазерного луча имеет форму двух пересекающихся кривых (фиг. 1), эти параметры следующие: A = 0,56 мм, t = 1,0 мм. При мощности излучения ~150 Вт скорость резки составляет 7 мм/с.
Заявляемый способ сочетает в себе преимущества импульсного и контурного (за два прохода) способов резки. Характерные размеры образующихся дефектов в несколько раз меньше, чем при однопроходной резке. Требуемая мощность для лазерной резки ≥ 100 Вт. Скорость обработки пазов для ножей различной толщины (0,4; 0,5; 0,71; 1,05 и 1,42 мм) - одинакова. На качестве резки меньше сказывается наличие дефектов во внутренних слоях фанеры, т.е. ее неоднородность. При забивании ножей выступы заминаются либо в пустоты траектории, либо в пустоты возможных дефектов типа "бочка" или "конус", обеспечивая плотную установку ножей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДДЕРЖАНИЯ ЗАДАННОГО РАССТОЯНИЯ МЕЖДУ СОПЛОМ И ОБРАБАТЫВАЕМОЙ ПОВЕРХНОСТЬЮ ПРИ ЛАЗЕРНОЙ ОБРАБОТКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2205096C1 |
| ШТАМП ДЛЯ ВЫРУБКИ ПАЗОВ В ПОЛОСОВЫХ ЗАГОТОВКАХ | 2002 |
|
RU2217298C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРНАМЕНТОВ НА ПОВЕРХНОСТИ КАМНЯ | 1997 |
|
RU2113991C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО | 2002 |
|
RU2219047C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ И ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1997 |
|
RU2115506C1 |
| РУЧНЫЕ НОЖНИЦЫ | 2002 |
|
RU2213648C1 |
| РУЧНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 2007 |
|
RU2356671C1 |
| РУЧНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 2002 |
|
RU2212967C1 |
| КООРДИНАТНОЕ УСТРОЙСТВО | 2003 |
|
RU2242348C1 |
| РЕЗОНАТОР ЛАЗЕРА | 1998 |
|
RU2138108C1 |
Изобретение относится к области станкостроения, в частности к производству вырубных штампов для картонажных изделий. В основании штампа прорезают лазерным излучением паз с образованием выступов на поверхности его стенок. Паз прорезают за два прохода. Согласно первому варианту перемещают лазерное излучение по определенным криволинейным пересекающимся или непересекающимся траекториям, расположенным симметрично по отношению к центральной оси паза. Согласно второму варианту лазерное излучение перемещают по непересекающимся криволинейным траекториям, расположенным симметрично по отношению к центральной оси паза и сдвинутым по отношению друг к другу на 1/2 периода. Согласно третьему варианту перемещают лазерное излучение по непересекающимся криволинейным траекториям, эквидистантно расположенным по отношению друг к другу. Параметры траекторий выбирают, чтобы получить оптимальную ширину паза, обеспечивающую качественную установку вырубных ножей и биговальных линеек в пазы основания штампа. Способ сочетает в себе преимущества импульсного и контурного способов резки, при этом характерные размеры образующихся дефектов в несколько раз меньше, чем при однопроходной резке. 3 с. и 2 з.п. ф-лы, 4 ил.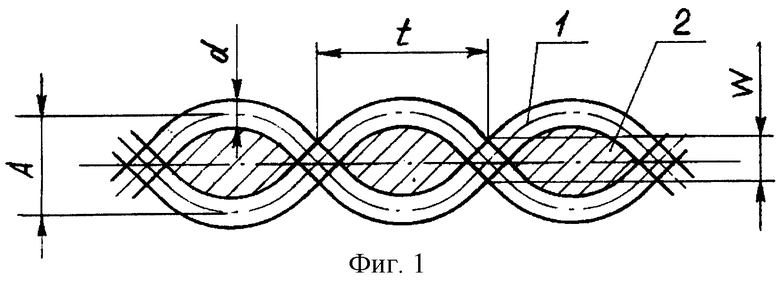
| В.КОПЫЛОВ "Особенности применения лазерной резки для изготовления вырубных штампов", Упаковка № 1, 2000, с.4, 5 | |||
| Способ лазерной резки | 1991 |
|
SU1834771A3 |
| DE 3841836 A1, 22.06.1989 | |||
| US 3582466, 01.06.1971 | |||
| US 5910260, 08.06.1999 | |||
| ФОТОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ УГЛА | 2002 |
|
RU2213415C1 |

