Изобретение относится к упаковочному машиностроению, в частности к отрасли, изготавливающей картонные коробки для упаковки промышленных и продовольственных товаров.
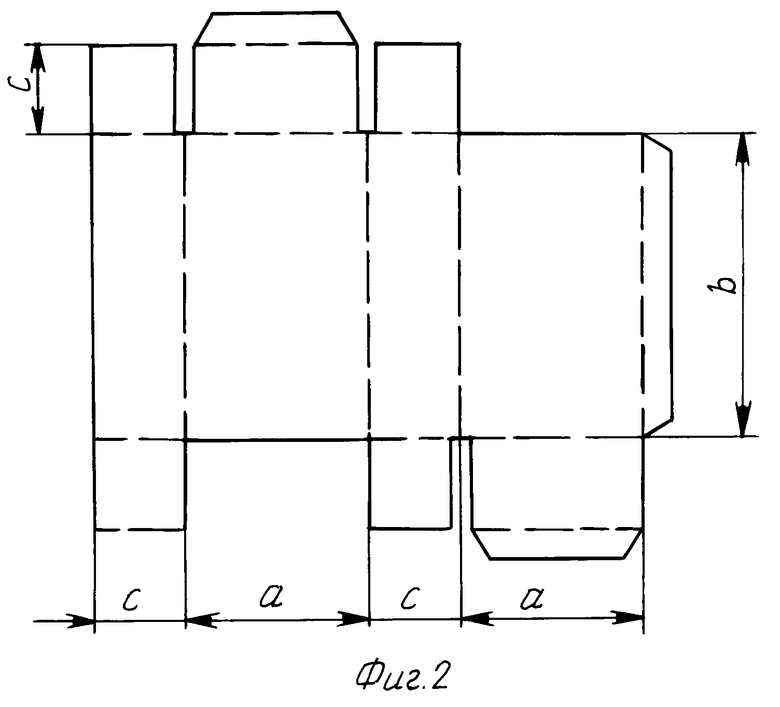
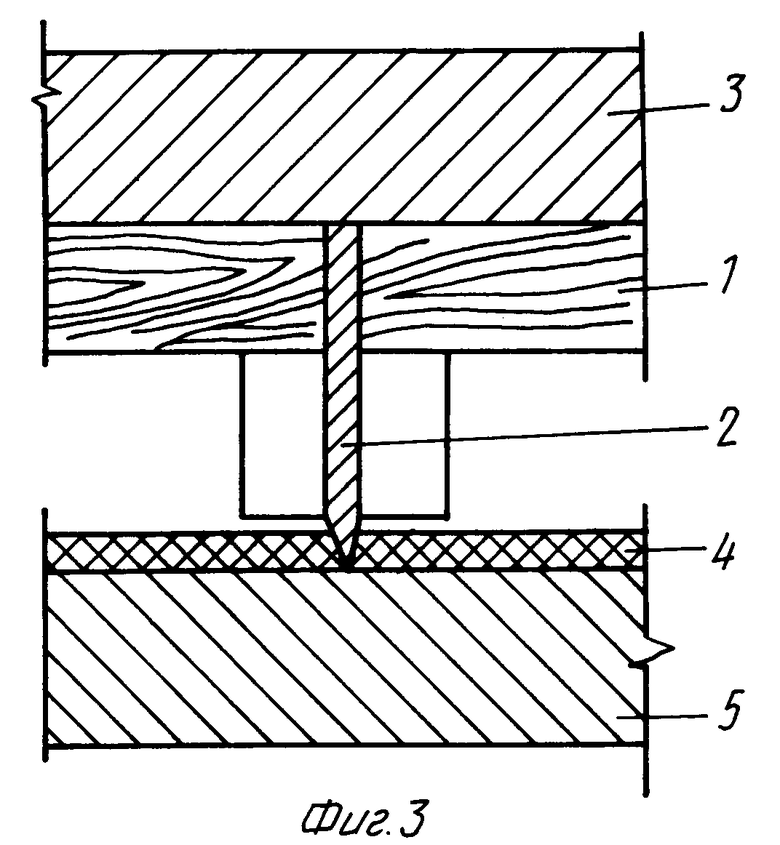
Обычно коробки имеют призматическую форму (фиг. 1), стороны которой обозначены, например, буквами a, b, c. Для изготовления такой коробки необходимо произвести высечку развертки будущей коробки из картона, собрать коробку способом сгиба отдельных элементов по линиям, обозначенным на фиг. 2 пунктиром, и соединить их в объемную конструкцию клеевым или безклеевым способом.
Известен способ изготовления разверток штанцеванием или вырубкой [1]. Для получения развертки, изображенной на фиг. 2, вырубку не используют ввиду сложности изготовления подобного штампа.
Способ штанцевания состоит в том, что высечка развертки будущей коробки производится с помощью специальной формы на штанцевальных прессах.
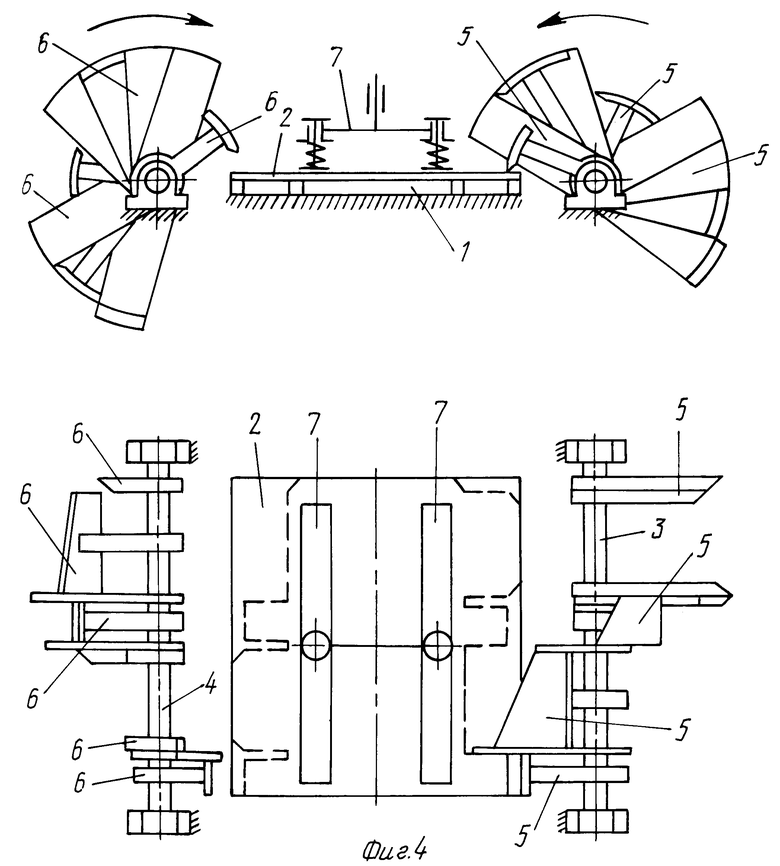
Известно, что фирмы комплектуют пресс- формами [2], состоящими из основания 1 (фиг. 3) (обычно это многошаровая клееная фанера) и штанцевальных ножей 2, плотно установленных в прорезях основания и создающих режущую кромку соответственно конфигурации развертки. Штанцевальная форма фиксируется на верхней плите 3 пресса и опускается вместе с ней на картонную заготовку 4, лежащую на поверхности нижней неподвижной плиты 5. Высечка развертки осуществляется за счет проникновения заточенных кромок ножей в материал заготовки 4 до контакта с плитой 5.
Недостатки способа штанцевания следующие:
поскольку кромки ножей находятся в одной плоскости при штанцевании, возникает резкое увеличение усилий (фактически происходит удар);
со временем кромки штанцножей притупляются (вместо разрезки происходит раздавливание картона), усилия, необходимые для штанцевания, возрастают;
для изготовления штанцформы необходимы специальные материалы: особые тонкие ножи и толстая клееная фанера высокого качества;
для осуществления штанцевания необходимы мощные прессы или тигельные печатные машины тяжелого типа, имеющие значительную массу;
низкая производительность штанцевальных прессов, поскольку прессующая поверхность осуществляет реверсивное движение (операция штанцевания происходит во время выстоя материала);
высечка развертки и биговка (перфорация) производятся одновременно, что является причиной увеличения технологических нагрузок;
невозможность использования штанцформы для изготовления разверток коробок других размеров;
продолжительное время изготовления штанцформы;
для обслуживания оборудования необходима высокая квалификация персонала.
Ближайшим аналогом изобретения являются способ и устройство для изготовления развертки сложной конфигурации по периметру, в которых разрезка осуществляется пропусканием устанавливаемой на лентах транспортера формы с зафиксированной на ней заготовкой между валами устройства. При этом осуществляется последовательное вырезание заготовки при взаимодействии ножей формы с поверхностью вала [3].
Однако большинство из указанных выше недостатков в данном техническом решении не устранены.
В основу изобретения поставлена задача создать новый, простой энергосберегающий способ вырезки разверток коробок и компактное, малогабаритное устройство для его реализации, в котором заготовка находится в зафиксированном положении, режущие ножи совершают вращательное движение и за счет этого обеспечивается последовательная вырезка разверток пачек с минимальным усилием.
Поставленная задача решается таким образом, что способ ротационной вырезки разверток заключается в замене процесса штанцевания одновременно по всему периметру развертки процессом последовательного ножничного реза (нож-контрнож). Устройство для реализации этого способа, имеющее пластину для установки и прижим для фиксации заготовки, ножи для резки, согласно изобретению снабжено отдельными подвижными ножами, закрепленными таким образом, что обеспечивается последовательное взаимодействие их режущих кромок с краями пластины во время вращательного движения ножей.
Способ для вырезки разверток сложной конфигурации заключается в том, что к закрепленному на пластине, имеющей форму развертки материалу, подают ножи для последовательной вырезки развертки пачки.
Устройство для вырезки разверток сложной конфигурации по периметру состоит из неподвижной основы (пластины) 1 (фиг. 4), имеющей конфигурацию развертки, материала 2, приводных валов 3, 4, комплектов ножей 5, 6, закрепленных последовательно на валах, прижима 7. Каждый нож в плоскости реза образует угол α с плоскостью материала для обеспечения ножничного реза.
Устройство работает следующим образом.
На пластине 1 заготовка 2 фиксируется для предотвращения сдвига прижимным устройством 7. По обеим сторонам пластины находятся два вала 3 и 4 с закрепленными на них комплектами ножей 5 и 6 для вырезания отдельных фигурных участков развертки. Каждой линии контура развертки соответствует свой нож. Вал с ножами изготавливают монолитным или составным из отдельных ножей, которые устанавливаются на нем таким образом, чтобы обеспечить последовательное вырезание контура развертки по всему периметру ножничным резом. При вращении валов 3 и 4 с ножами навстречу друг другу, например вала 3 против часовой стрелки, вала 4 - по часовой стрелке, закрепленные на них комплекты ножей 5 и 6, имеющие режущие кромки под углом к плоскости заготовки для обеспечения ножничного реза, последовательно входят в контакт с заготовкой и, взаимодействуя с боковыми кромками пластины 1, как с контрножом, производят вырезание развертки из заготовки по контуру пластины, при этом отходы падают вниз. После вырезки развертка освобождается от прижима 7 и выводится из устройства.
Основные преимущества изобретения:
замена одновременного штанцевания последовательной вырезкой;
незначительные технологические усилия, необходимые для вырезки заготовки;
устройство для получения развертки заготовки ротационным способом состоит из определенного количества отдельных ножей, которые сравнительно легче изготовить;
возможность быстрой замены отдельных ножей, их переточка;
отсутствие инерционных нагрузок в устройстве;
простота конструкции устройства, дешевизна его изготовления;
небольшие габариты устройства ротационной вырезки заготовки и масса;
отсутствие надобности в специфических материалах, необходимых для изготовления штанцевальной формы (толстая качественная клееная фанера, специальные качественные калиброванные ножи);
возможность использования отдельных ножей для вырезки других заготовок при совпадении из размеров;
подготовка устройства для вырезки заготовки требует незначительного времени (в пределах 15-20 мин).
Литература.
1. Германиес Э.Г. Справочная книга технолога-полиграфиста. - М.: Книга, 1982, с. 336.
2. Производственные линии SPO 1600, SPO 2000 для печатания и высечки упаковки из гофрированного и компактного картона. Проспект фирмы "Бобст" Лозанна, N 8701.
3. US, патент 4643062, кл. B 26 F 1/42, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗВЕРТОК СЛОЖНОЙ КОНФИГУРАЦИИ ПО ПЕРИМЕТРУ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2089381C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗВЕРТОК КАРТОННЫХ УПАКОВОК | 1998 |
|
RU2135362C1 |
| СПОСОБ ПОДГОТОВКИ КОРЕШКА КНИЖНОГО БЛОКА К НАНЕСЕНИЮ КЛЕЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2102245C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРОДУКТ | 2011 |
|
RU2500545C2 |
| ЭЛАСТИЧНАЯ ФОТОПОЛИМЕРИЗУЮЩАЯСЯ КОМПОЗИЦИЯ | 1996 |
|
RU2124029C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОРЕЗЕЙ В КАРТОННЫХ ЗАГОТОВКАХ | 2012 |
|
RU2525780C2 |
| СПОСОБ РАСКРОЯ КАРТОННОЙ ПЕРЕГОРОДКИ | 2007 |
|
RU2362717C1 |
| НАБОР ДЛЯ ФОРМИРОВАНИЯ ОБЪЕМНОГО ТЕЛА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2658276C1 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОЙ ПАНЕЛИ | 2015 |
|
RU2594546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ С УВЕЛИЧЕННЫМИ БАРЬЕРНЫМИ СВОЙСТВАМИ | 2020 |
|
RU2756338C2 |
Использование: упаковочное машиностроение. Сущность изобретения: способ изготовления разверток сложной конфигурации по периметру заключается в том, что фиксацию заготовки осуществляют за счет ее закрепления с помощью прижима на неподвижной пластине, имеющей конфигурацию развертки, а вырезание развертки осуществляют ножничным резом при последовательном взаимодействии режущих кромок ножей, совершающих вращательное движение, с кромками пластины. Устройство содержит пластину, имеющую конфигурацию развертки и образующую противонож. На двух расположенных по обеим сторонам пластины и совершающих встречное вращательное движение параллельных валах установлены, соответственно, два комплекта ножей с обеспечением ножничного реза. 2 с.п.ф-лы, 4 ил.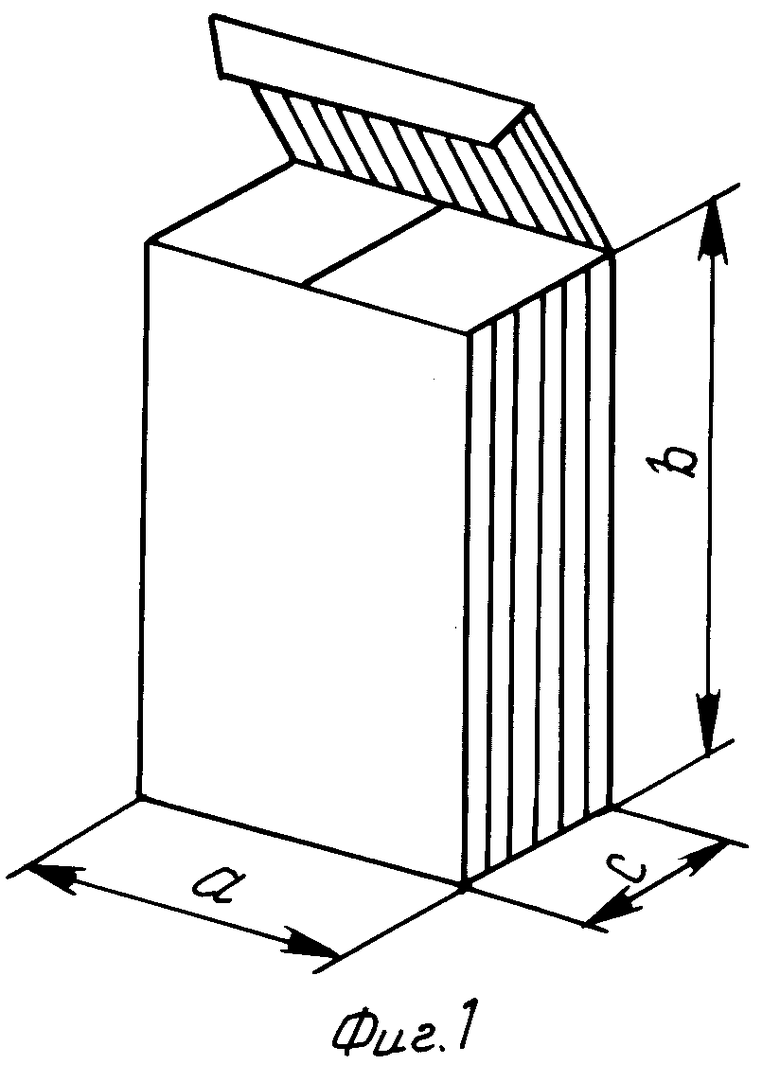
| US, патент, 4643062, кл | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
