Изобретение касается упаковочного машиностроения, а конкретно отрасли, которая занимается изготовлением карточных пачек и коробок для упаковки промышленных и продовольственных товаров.
Известно, что для изготовления пачки или коробки из картона необходимо выполнить высечку ее развертки и нанести линию сгиба. Эта операция выполняется методом штанцевания на специальных прессах с помощью специальных форм.
Штанцевальная форма 1 (фиг. 1), которая имеет режущие ножи, соответствующие конфигурации развертки, фиксируется на верхней плите 2 пресса. Картон 3 закрепляют на нижней плите 4. Высекание развертки осуществляются за счет сближения плит 2 и 4 путем проникновения острых кромок ножей в материал заготовки до контакта с плитой 4 (1).
Наиболее известен штанцевальные прессы тигельного типа. В них изготовление развертки с нанесением линий сгиба выполняется одновременно по всему контуру. Движущаяся плита пресса в большинстве случаев осуществляет возвратно-поступательное движение.
Такие прессы имеют следующие недостатки:
- во время процесса штанцевания развертки заготовка из картона неподвижна, поэтому операция подачи листа в зону высечки и ее вывод требуют затрат рабочего времени;
- возможна только обработка листового картонного материала;
- возвратно-поступательное движение плиты вызывает инерционные нагрузки;
- штанцевальные прессы имеют низкую производительность из-за реверсивного движения движущейся плиты.
Ближайшим аналогом предложенного изобретения является устройство для изготовления разверток из картона (2), в котором высекание осуществляется во время движения картонной ленты между двумя плитами со штанцевальной формой, совершающими встречное согласованное вращательно-параллельное движение. При этом в момент максимального сближения плит, когда линейные скорости плит, штанцформы и картонной ленты равны по направлению и величине, осуществляется высекание развертки.
Однако в указанном техническом решении не устранены следующие недостатки:
- во время вращательно-параллельного движения массивные плиты создают большие инерционные нагрузки, которые способны вызывать поломки деталей устройства, являются причиной снижения его эксплуатационной скорости и неравномерного высекания контура развертки и формирования линий сгибов;
- в устройстве не решен вопрос вывода высеченных разверток.
В основу изобретения положено задание создания нового производительного, надежного в эксплуатации устройства для изготовления развертки.
Поставленное задание выполняется за счет предлагаемого устройства для изготовления разверток картонных упаковок, включающего узел высекания, состоящий из движущихся плит, закрепленных на кривошипах, образующих вместе полноповоротные шарнирные четырехзвенники, осуществляющие вращательно-параллельное движение симметрично относительно материала заготовки, штанцевальную форму, зафиксированную на верхней плите, и лентоведущий узел картона, включающий в себя вталкивающие и выводные пары валиков, причем согласно изобретению кривошипы имеют радиус R, м, связанный с длинной штанцевальной формы L, м соотношением R = L/2π, при этом кривошипы имеют установленные на своих продолжениях противовесы для уравновешивания сил инерции от вращения плит, причем вталкивающие и выводные пары валиков имеют радиус R, м, а последняя из них укомплектована ножами для резания ленты с высеченными развертками на отдельные листы.
Таким образом, технический результат обеспечивается за счет приведения в равновесие сил инерции от вращения плит и комплектовки выводной пары валиков узлом поперечной резки ленты с высеченными развертками на отдельные листы.
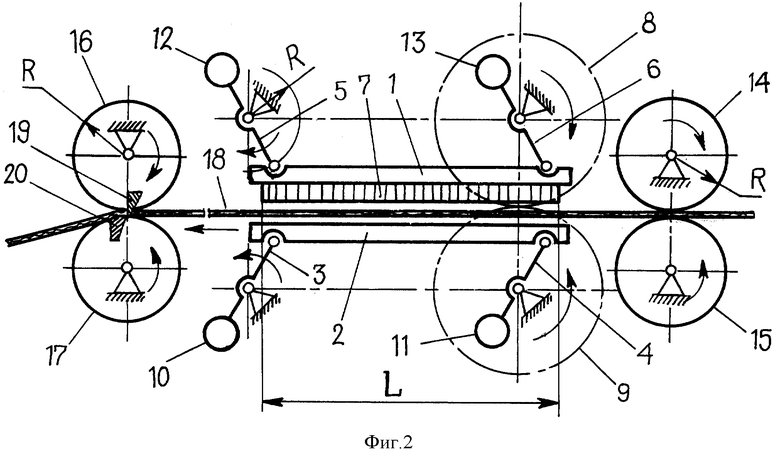
Устройство для изготовления картонных разверток состоит из формной I (фиг. 2) и гладкой 2 плит, которые шарнирно закреплены на кривошипах 3, 4, 5 и 6, при этом кривошипы 3, 4 размещены зеркально относительно кривошипов 5, 6; штанцевальной формы 7 (радиус R, м кривошипов связан с длиной L, м штанцевальной формы соотношением R = L/2π, исходя из условия необходимости подачи на протяжении одного оборота кривошипов картонной ленты длиной L = 2πR и согласования линейных скоростей штанцевальной формы и ленты в момент высекания разверток), зубчатых колес 8, 9, противовесов 10 - 13, установленных на продолжениях кривошипов 3 - 6 лентоведущего узла, состоящего из валиков 14 - 17 (валики, имеющие радиус R, м равны, радиусу кривошипов и обеспечивают за один оборот подачу необходимой длины картонной ленты и вывод высеченных разверток), ленты картона 18, которая разматывается с рулона, ножа 19 и контрножа 20 для разрезки ленты картона с высеченными развертками на отдельные листы.
Устройство работает следующим образом.
Синхронное движение верхней 1 и нижней 2 плит осуществляется с помощью зубчатых колес 8, 9, из-за чего верхние кривошипы 5, 6 вращаются по часовой стрелке, а нижние 3, 4 - против часовой стрелки. К верхней плите прикреплена штанцевальная форма 7. Лента картона 18 непрерывно подается вталкивающими валиками 14, 15 в зону высекания. В момент сближения плит 1 и 2 направление и величина их линейной скорости совпадает и равна скорости движения ленты картона 18.
Уравновешивание сил инерции от вращения плит осуществляется с помощью противовесов 10 - 13, установленных на продолжениях кривошипов 3 - 6.
Высечка развертки из картона начинается в момент положения кривошипов под углом α к вертикальной линии, соединяющей оси кривошипов 3 - 6 (фиг. 3), и заканчивается в момент максимального сближения плит 1, 2 (кривошипы в этом положении выпрямлены вдоль вертикальной линии). Поворот кривошипов на следующий угол α сопровождается выходом рабочих участков ножей из материала картона.
Величина угла α определяется толщиной картона, из которого изготовлена развертка, и, как показали расчеты, составляет для наиболее распространенных видов картона менее 1,5% от полного оборота кривошипов.
Литература:
1. Германиес Э. Справочная книга технолога-полиграфиста.- М.: Книга, 1982.
2. Патент США N 3686987, B 31 B 1/16, 1972.

Устройство включает узел высекания, состоящий из закрепленных на кривошипах движущихся плит, образующих вместе полноповоротные шарнирные четырехзвенники, осуществляющие вращательно-параллельное движение симметрично относительно материала заготовки. Кривошипы имеют радиус R, связанный с длиной штанцевальной формы L соотношением R = L/2π, при этом кривошипы имеют установленные на своих продолжениях противовесы для уравновешивания сил инерции от вращения плит. Штанцевальная форма закреплена на верхней плите. Устройство также включает лентоведущий узел картона, содержащий вталкивающие и выводные пары валиков, имеющих радиус R. Последняя из этих пар укомплектована ножами для резания ленты с высеченными развертками на отдельные листы. Технический результат заключается в создании нового производительного, надежного в эксплуатации устройства для изготовления картонных разверток. 3 ил.
Устройство для изготовления разверток картонных упаковок, включающее узел высекания, состоящий из движущихся плит, закрепленных на кривошипах, образующих вместе полноповоротные шарнирные четырехзвенники, осуществляющие вращательно-параллельное движение симметрично относительно материала заготовки, штанцевальную форму, зафиксированную на верней плите, и лентоведущий узел картона, включающий в себя вталкивающие и выводные пары валиков, отличающееся тем, что кривошипы имеют радиус R(м), связанный с длиной штанцевальной формы L(м) соотношением R = L/2π, при этом кривошипы имеют установленные на своих продолжениях противовесы для уравновешивания сил инерции от вращения плит, причем вталкивающие и выводные пары валиков имеют радиус R, а последняя из них укомплектована ножами для резания ленты с высеченными развертками на отдельные листы.
| US 3686987 A, 29.08.72 | |||
| US 3618437 A, 09.11.71 | |||
| Устройство для вырубки изделий из листового и ленточного материалов | 1978 |
|
SU753670A1 |
