Изобретение относится к созданию режущей пластины, предназначенной для установки в тело вращающейся фрезы при помощи специальной втулки (патрона), причем большая часть периферии режущей вставки является круговой.
Известны такие режущие инструменты, как фрезы, в которых втулки с установленными в них режущими пластинами размещены по периферии огибающей поверхности фрезы. В зависимости от того, какое количество режущих пластин включает в себя тело фрезы, различают фрезы с крупным, мелким и сверхмелким шагом. При обработке фрезерованием заготовок, например, в моторостроении требуется весьма точное расположение (позиционирование) режущих кромок фрезы, как в абсолютном измерении, так и относительно других режущих кромок той же фрезы. Например, разница по осевой высоте между двумя режущими кромками не должна превышать нескольких микрон, что требуется для получения необходимой чистоты поверхности обрабатываемой детали.
Кроме установки в осевом и радиальном направлениях следует также производить точную установку так называемого угла зачищающей фаски, так как этот угол также имеет большое значение для получения нужной чистоты поверхности обрабатываемой детали. Угол зачищающей фаски может быть определен как угол между режущим краем зачищающей фаски и образуемой поверхностью на обрабатываемой детали.
С целью обеспечения возможности установки угла зачищающей фаски, в соответствии с известным состоянием техники поворачиваться до достижения желательного угла зачищающей фаски. Такое решение предложено, например, в немецком патенте DE-C-3 140 905. Однако недостатком подобного конструктивного решения является то, что конструкция состоит из большого числа отдельных деталей и поэтому является достаточно сложной. Кроме того, осуществление точной осевой настройки режущей пластины вообще затруднительно, так как создается дополнительная линия раздела, то есть линия раздела между люлькой и вставкой. Более того, в таких конструкциях создается нестабильность (режущего инструмента), так как их отдельные детали установлены друг над другом для обеспечения возможности точной установки режущих пластин, в то время как измерительные допуски накладываются (суммируются).
В связи с изложенным первой задачей настоящего изобретения является достижение возможности быстрой и точной установки угла зачищающей фаски для каждой режущей пластины.
Другой задачей настоящего изобретения является создание возможности регулировки угла зачищающей фаски при помощи возможно меньшего числа отдельных деталей.
Следующей задачей настоящего изобретения является создание возможности перемещения режущей пластины в ее установочном гнезде без изменения установленного заранее усилия зажима, что имеет первостепенную важность для надежного и безопасного позиционирования пластины в ее установочном гнезде.
Эти и другие цели изобретения достигнуты при помощи режущей пластины, имеющей верхнюю поверхность для схода стружки, главным образом параллельную ей нижнюю поверхность и расположенные между ними боковые поверхности, при этом две из боковых поверхностей расположены взаимно перпендикулярно, при этом одна из частей одной из этих двух боковых поверхностей, прилегающая к углу между ними, образует зачищающую фаску и расположена под тупым углом к обеим указанным боковым поверхностям, и у которой примерно 3/4 периферии пластины придана круговая форма. Угол между зачищающей фаской и другой боковой поверхностью выполнен с усиливающим скосом, длина упомянутой части одной из двух боковых поверхностей, образующей зачищающую фаску, выбрана от 20 до 40% общей исходной длины указанной боковой поверхности.
На фиг. 1 показана режущая пластина, вид сверху; на фиг. 2 - преимущественный вариант выполнения соответствующей изобретению режущей пластины; на фиг. 3 - установка режущей пластины; на фиг. 4 - другой предпочтительный вариант осуществления соответствующей изобретению режущей пластины; на фиг. 5 - установка режущей пластины.
На фиг. 1 показана в общем виде режущая пластина. Она может быть изготовлена из цементированного карбида или любого другого твердого материала, например из различных видов керамики. Она также может содержать слой специального твердого материала в области рабочего режущего угла, такого как поликристаллический алмаз или кубический нитрид бора. При изготовлении режущей пластинки из цементированного карбида может иметься или отсутствовать покрытие, например, одним или несколькими слоями карбида титана и/или нитрида титана, или одним слоем поликристаллического алмаза. Кроме того, режущая пластина из цементированного карбида может быть либо получена осаждением, либо непосредственно отпрессована под желательный окончательный размер. Так называемый IС-размер пластинки (то есть размер вписанного в пластинку круга) обычно составляет от 10 до 15 мм, а ее толщина колеблется от 3,5 до 6 мм.
Режущая пластина имеет верхнюю поверхность схода стружки 1 и главным образом параллельную этой поверхности нижнюю поверхность, которая предназначена для установки на опорную поверхность в гнезде для вставки, как это показано на фиг.3 и 5, а также краевые (боковые) поверхности, расположенные между указанными верхней и нижней поверхностями. Около 3/4 краевой поверхности представляет собой главным образом круговую краевую поверхность 3, которая в основном перпендикулярна верхней поверхности схода стружки 1 и нижней поверхности. Остающаяся четверть периферии пластины состоит главным образом в основном из взаимно перпендикулярных поверхностей 4 и 5. Поверхность 4 представляет собой заднюю поверхность под основной режущей кромкой 10, при этом угол кромки между поверхностью 1 схода стружки и задней поверхностью 4 лежит в диапазоне от 70 до 90o, а преимущественно составляет от 75 до 85o. Угол между поверхностью 5 и поверхностью 1 для схода стружки также лежит в указанных пределах.
На боковой поверхности между поверхностями 4 и 5 режущая пластина образована при помощи плоской направляющей фаски 6, которая содержит вторичную режущую кромку 11. Преимущественно угол режущей кромки вторичной режущей кромки 11 также располагается в указанных ранее пределах. Угол между этой вторичной режущей кромкой и поверхностью, созданной на обрабатываемой детали, образует угол зачищающей фаски, точная установка которого является основной задачей данного изобретения. Между плоскостью зачищающей фаски 6 и задней поверхностью 4 может быть образован усиливающий скос 7, что позволяет усилить подвергающийся нагрузке режущий угол, при этом создается малая вторичная режущая кромка 12. Угол режущей кромки 12 располагается в пределах от 65 до 90o, а преимущественно составляет от 70 до 80o. Угол между поверхностями 5 и 6 составляет от 176 до 179,5o.
В центре режущей пластины предусмотрено сквозное отверстие, через которое вводится соответствующий винт крепления. Верхняя часть 8 этого отверстия имеет главным образом цилиндрическую форму, в то время как остальная часть отверстия сужается в направлении вниз за счет выпукло изогнутой поверхности 9.
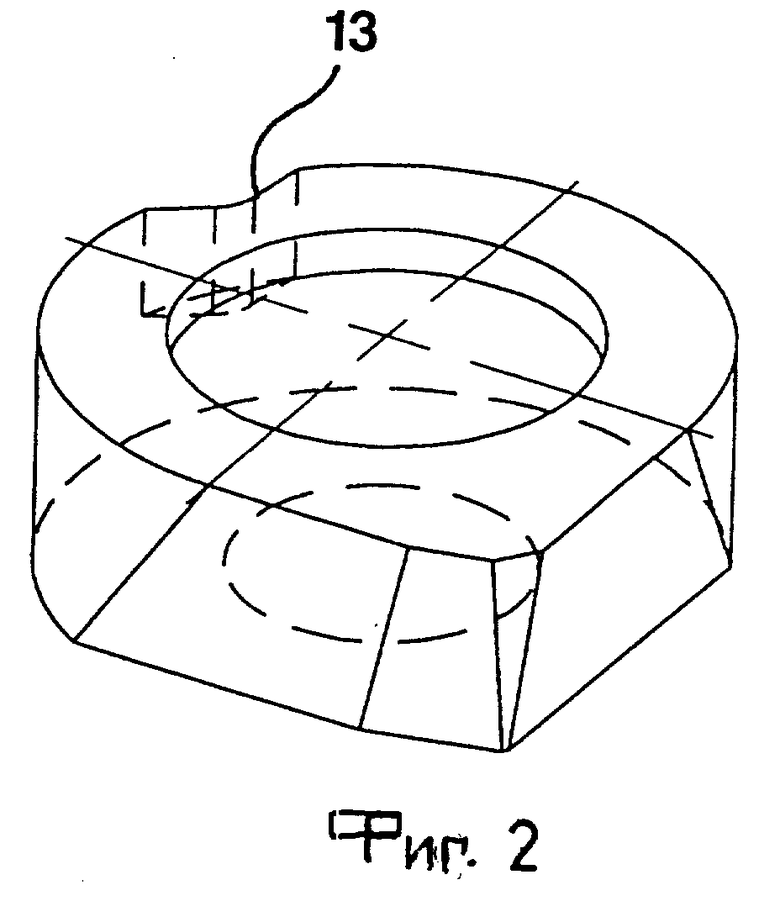
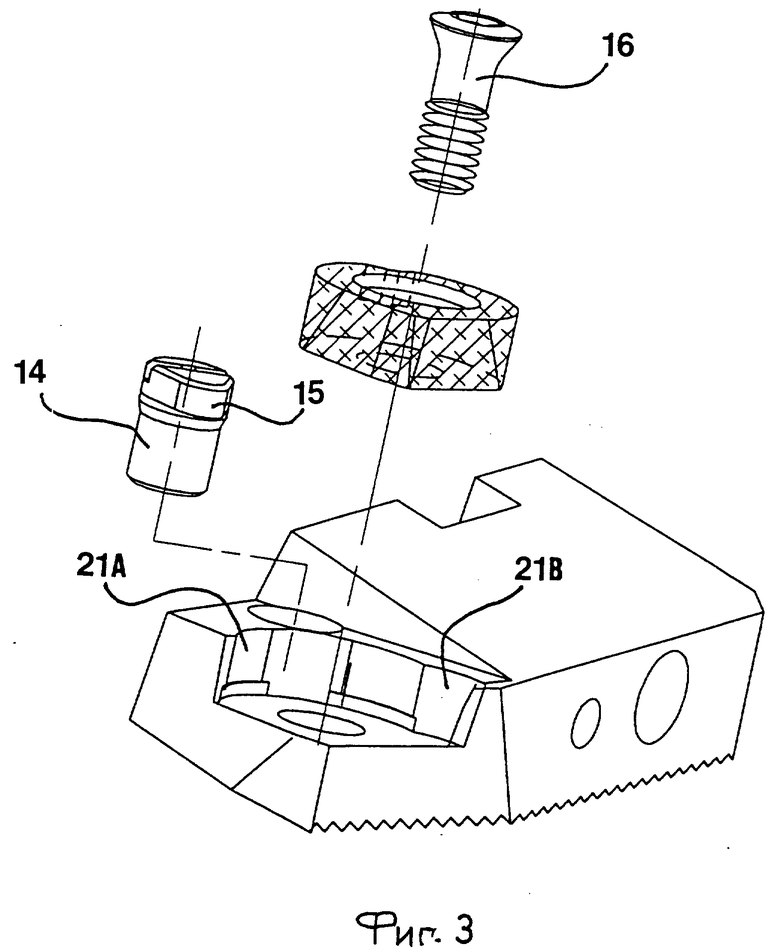
Показанная на фиг. 2 режущая пластина в основном соответствует пластине, изображенной на фиг. 1, кроме наличия выточки 13 на закругленной стороне поверхности 3. Эта выточка 13 не идет на полную высоту режущей пластины, а может, например, составлять от трети до половины полной толщины режущей вставки. В соответствии с фиг.3 в патроне-втулке может быть предусмотрен регулировочный штифт с выступающей регулировочной головкой. Регулировочная головка 15 заводится в выточку 13, при этом приведение регулировочного штифта во вращение, например, при помощи отвертки, приводит также во вращательное движение режущую пластину, если предварительно ослаблен винт блокировки 16. Таким образом осуществляется установка угла зачищающей фаски. После точного позиционирования штифт регулировки преимущественно извлекается перед введением фрезы во вращение. В варианте исполнения, регулировочный штифт 14 может представлять собой часть рукоятки привода инструмента.
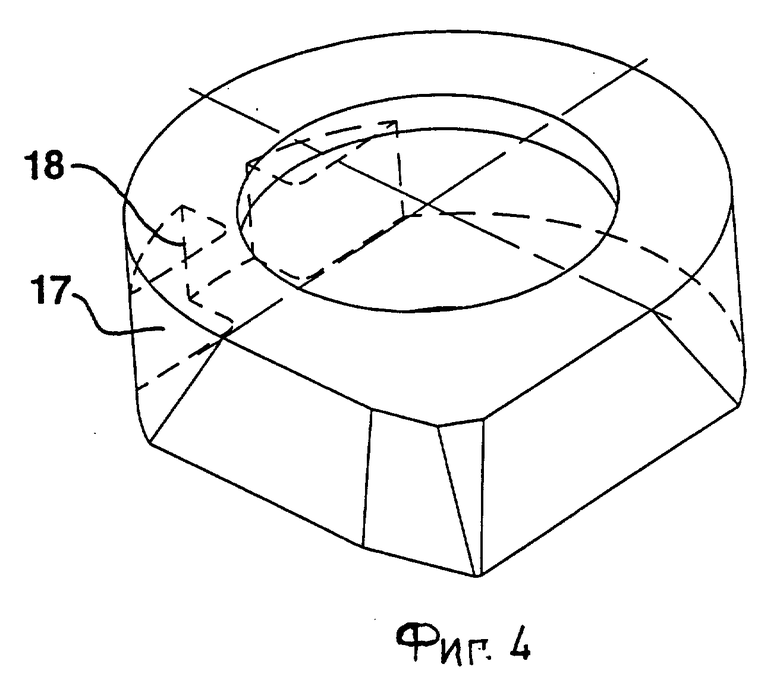
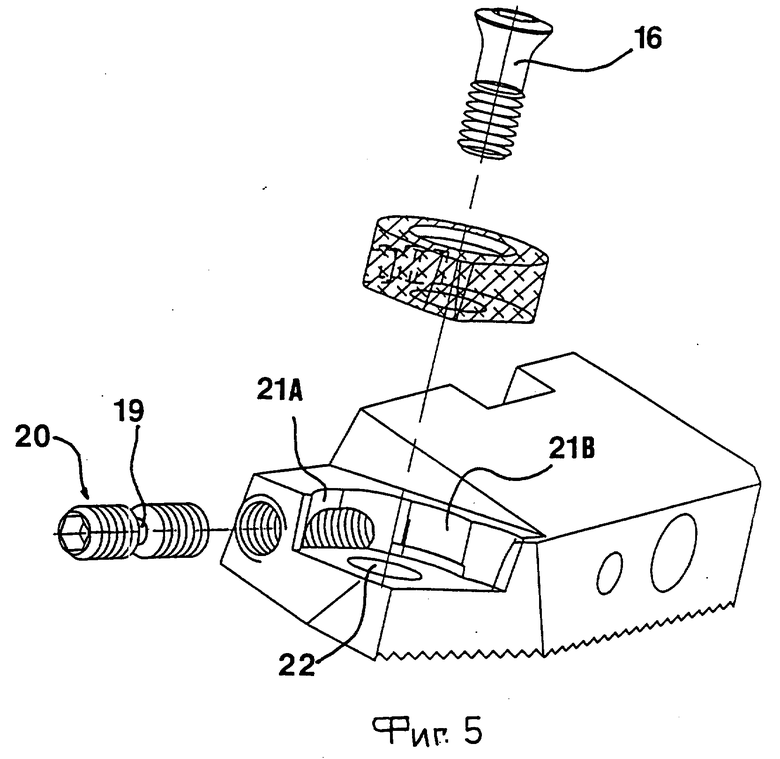
На фиг. 4 и 5 показан другой вариант осуществления изобретения для точной установки угла зачищающей фаски. Соответствующая фиг. 4 режущая пластина аналогична пластине, показанной на фиг. 1, за тем исключением, что на закругленной краевой части 3 режущей пластин предусмотрена расщепленная канавка 17. Ведущая часть 18 образована приблизительно посредине расширения указанной канавки. Эта ведущая часть 18 предназначена для захода в круговую выточку 19 регулировочного винта 20. Режущая пластина может быть приведена во вращательное движение вокруг своей центральной оси после ослабления блокирующего винта 16 за счет поворота регулировочного винта 20. При этом происходит точная установка угла зачищающей фаски. Точная установка производится при контроле при помощи оптических приборов или при помощи так называемого измерителя тысячных.
Установочное гнездо режущей пластины преимущественно выполнено с двумя боковыми опорными зонами 21A, 21B, которые в их нижних частях имеют закругления, идущие вдоль линии раздела нижней опорной поверхности гнезда. Эти боковые опорные зоны работают в качестве опорных поверхностей режущей пластины и имеют кривизну, которая в основном совпадает с профилем боковой поверхности 3 режущей пластины. Когда режущая пластина упирается в опорные зоны 21A, 21B, то центральная ось отверстия вставки будет располагаться на некотором большем расстоянии от указанных опорных зон, чем центральная ось отверстия 22 держателя. При использовании настоящего изобретения это расстояние или этот эксцентриситет может поддерживаться постоянным за счет того, что режущая пластина снабжена круговой боковой поверхностью 3, которая прилегает к двум сторонам опорных зон 21A и 21B. Это имеет первостепенное значение для обеспечения удовлетворительного функционирования в случае вдавливания опорных поверхностей режущей вставки в установочное гнездо и гарантирует хорошее позиционирование вставки и ее стабильное местоположение. За счет упомянутого эксцентриситета достигается стабилизирующее давление прижима между режущей вставкой и боковыми опорными зонами в случае затягивания блокирующего винта 16.
За счет применения описанного конструктивного решения оптимизирован угол зачищающей фаски, что позволяет добиться высокой чистоты поверхностей, например, при обработке алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2108894C1 |
| РЕЖУЩАЯ ПЛАСТИНА, ИМЕЮЩАЯ ВИНТОВУЮ ЗАДНЮЮ ПОВЕРХНОСТЬ СО СМЕЖНОЙ ВЫЕМКОЙ | 1994 |
|
RU2108897C1 |
| РЕЖУЩАЯ ПЛАСТИНА С ЗАКРУЧЕННОЙ ПОВЕРХНОСТЬЮ СХОДА СТРУЖКИ | 1994 |
|
RU2108211C1 |
| РЕЖУЩАЯ ПЛАСТИНА С ИЗОГНУТОЙ ЗАДНЕЙ ПОВЕРХНОСТЬЮ | 1994 |
|
RU2110371C1 |
| ФРЕЗЕРНАЯ РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2132259C1 |
| РЕЖУЩАЯ ПЛАСТИНА С ВИНТОВОЙ ПОВЕРХНОСТЬЮ СХОДА СТРУЖКИ | 1994 |
|
RU2108210C1 |
| СВЕРЛО | 1995 |
|
RU2146986C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| КОРПУС СВЕРЛА | 1995 |
|
RU2135331C1 |
| ФРЕЗЕРНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 1995 |
|
RU2125925C1 |
Режущая пластина предназначена для установки в тело режущей фрезы и имеет приблизительно на 3/4 круговую боковую поверхность. Оставшаяся четвертая часть боковой поверхности содержит две взаимно перпендикулярные боковые поверхности, при этом одна из частей одной из этих боковых поверхностей, прилегающая к углу между ними, образует зачищающую фаску, наклоненную таким образом, что она образует тупой угол с обеими указанными боковыми поверхностями. За счет использования указанной закругленной конструкции (за счет круговой боковой поверхности) угол зачищающей фаски (угол между режущей кромкой зачищающей фаски и обрабатываемой деталью) может устанавливаться с высокой точностью, что приводит к улучшению чистоты обработки поверхности детали без изменения заранее установленного усилия зажима режущей пластины. 2 з. п. ф-лы, 5 ил.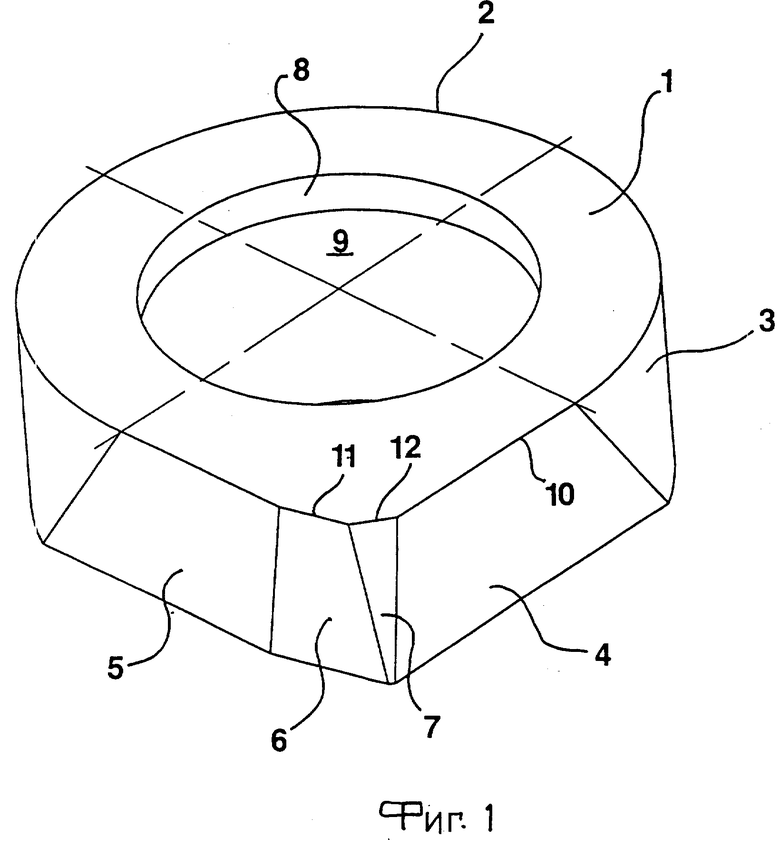
| DE, патент, 3140905, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
