Заявляемое изобретение относится к области медицины и медицинской техники, а именно к протезированию и протезостроению.
Известен способ изготовления протеза грудной железы, заключающийся в том, что две пленки в матрице устройства закрепляют с помощью прижима, сверху закрывают крышкой, затем осуществляют их вакуумирование разогретым воздухом до размягчения материала и формирования пленок, после их охлаждения в форму в два приема помещают сначала мягкий слой силиконовой массы, снимают крышку устройства, удаляют лишнюю силиконовую массу, а оставшееся пространство между мягким слоем и пленкой заполняют другим слоем силиконовой массы с отвердителем (соотношение 10: 1) с избытком до полного удаления воздуха из полости. Расширенная краевая зона протеза прочно вулканизируется с тонким слоем композиции по контуру пленки, предварительно смазанной клеящим веществом, причем лишние края по контуру протеза срезаются [1].
К недостаткам этого способа следует отнести: трудоемкость изготовления (2 этапа) протеза грудной железы, попадание газа (воздуха) в жидкую композицию, а также затруднение с его выведением, кроме того, отсутствует точная дозировка силиконовой композиции при заполнении ею пресс-формы.
Известно также устройство для реализации этого способа, состоящее из пуансона для формирования задней стенки протеза грудной железы, причем он подвижен и постоянно поджат к матрице с помощью пружины, на задней стенке кромки матрицы или в крышке устройства имеется канал со штоком для выхода через него воздуха [1].
К недостаткам этого устройства следует отнести то, что при сварке с помощью этого устройства края протеза утолщены из-за попадания воздуха между пленками, заполненными силиконовой композицией; трудности, возникающие в связи с удалением воздуха из грудной железы и избытком силиконовой композиции, выступающей наружу из устройства при закрытии крышки матрицы; кроме того, отсутствует точная дозировка силиконовых композиций при их заливке в матрицу устройства.
Наиболее близким аналогом заявляемого способа является способ изготовления протеза грудной железы, заключающийся в вакуумировании полимерной оболочки, заполнении ее желеобразным наполнителем и последующей термической сварке [2].
Наиболее близким аналогом заявляемого устройства для реализации заявляемого способа является устройство, содержащее матрицу с крышкой, в кромке матрицы выполнен канал, имеются также шток, регулятор давления пуансона и подвижный пуансон [2].
Недостаток известных способа и устройства состоит в том, что на весь технологический процесс уходит очень много времени, качество выпускаемых в результате изготовления указанными способом и устройством для его реализации протезов грудной железы невелико, производство этих протезов очень энергоемко.
Задача заявляемого изобретения состоит в том, чтобы значительно сократить время всего технологического процесса изготовления протезов грудной железы, улучшить их качество и уменьшить энерготраты при их производстве.
Поставленная задача в части способа достигается тем, что в способе изготовления протеза грудной железы, заключающемся в вакуумировании полимерной оболочки, заполнении ее желеобразным наполнителем и последующей термической сварке, отличительной особенностью является то, что при изготовлении протеза грудной железы используют специальную форму с возможностью одновременной сварки шва двух полиуретановых пленок и вулканизации желеобразного наполнителя с применением патронных электронагревателей при температуре по контуру свариваемых пленок 160 ± 5oC, а по всей форме - от 80 до 120oC в зависимости от типоразмера протеза грудной железы, в течение 30-40 мин.
Поставленная задача в части устройства достигается также тем, что в устройстве для осуществления предлагаемого способа, содержащем матрицу с крышкой, в кромке матрицы выполнен канал, имеются стяжные винты, регулятор давления пуансона и подвижный пуансон, отличительной особенностью является то, что оно содержит вентиль вакуумной магистрали, расположенный на боковой поверхности матрицы формы с возможностью обеспечения при вакуумировании лучшей герметизации формы, электронагреватели патронные со встроенными термодатчиками вмонтированы в матрицу и неподвижную часть пуансона с возможностью обеспечения равномерной сварки полиуретановых пленок и нагрева формы, регулятор давления пуансона также изменен с целью его облегчения, простоты установки и съема при разборке формы.
Все сказанное о нововведениях в заявленных способе и устройстве позволяет сделать вывод, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявляемых технических решений с прототипом (наиболее близким аналогом) позволило установить соответствие их критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемые изобретения от прототипа, не были выявлены.
Пример конкретного выполнения способа.
При отработке способа изготовления протеза грудной железы и изготовлении опытной партии протезов грудных желез нескольких типоразмеров были использованы пресс-формы 5-го и 7-го типоразмеров с применением патронных электронагревателей. Пресс- формы располагались в помещении (а не в термошкафу, как в прототипе). Температура по контуру свариваемых пленок была 160 ± 5oC, по всей же пресс-форме - 100+20oC. Сварка шва пленок и одновременная вулканизация желеобразного наполнителя произошли в течение 35 мин. Изготовленные по данному способу два протеза грудной железы оказались высокого качества и были выданы в опытную носку двум пациенткам, имевшим соответствующие типоразмеры грудных желез.
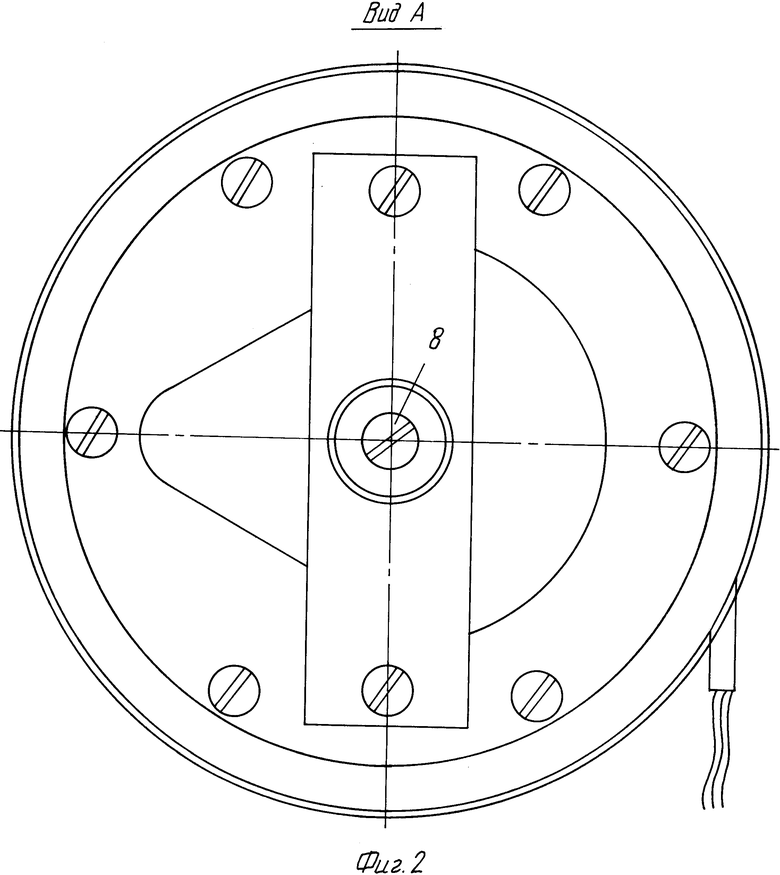
Заявляемое устройство для осуществления способа схематически изображено на фиг. 1 (продольный разрез) и фиг.2 (вид устройства сверху).
Устройство состоит из матрицы 1, в кромке которой выполнен канал, крышки 2, подвижного пуансона 3, клапана выпуска воздуха 4, вентиля 5 вакуумной магистрали, соединенной с матрицей 1, электронагревателей 6 и 7 патронного типа со встроенными термодатчиками, регулятора давления пуансона 8 и стяжных винтов 9. Вентиль 5 вакуумной магистрали расположен на боковой поверхности матрицы.
Устройство работает следующим образом. В матрицу 1 укладывают пленку, подают разрежение, при котором пленка вытягивается, плотно облегая внутреннюю поверхность матрицы 1, формируя переднюю поверхность будущего (изготавливаемого) протеза. Затем в предварительно отвакуумированную пленку в матрице вводят желеобразную композицию (наполнитель), покрывают матрицу пленкой и устанавливают кольцо, создавая необходимое давление на пленки по контуру матрицы. Прикладывают к пуансону усилие регулятором 8, при котором подвижная часть пуансона 3 начинает опускаться вниз, формируя заднюю поверхность будущего протеза, выдавливая воздух из полости между пленками через клапан выпуска воздуха 4. С помощью стяжных винтов 9 зазор между пленками выбирают таким, чтобы обеспечить свободный выход воздуха и попадание между пленками в зоне канала желеобразного наполнителя. После удаления воздуха стяжные винты 9 переводят в нижнее положение, обеспечивая необходимое контактное давление на пленки. Затем включают патронные электронагреватели на 30-40 мин.
Применение предлагаемых способа изготовления протеза грудной железы и устройства для его осуществления даст, во-первых, сокращение времени технологического процесса, улучшение качества выпускаемых протезов грудной железы и уменьшение энергозатрат при их производстве, во-вторых, большой медикореабилитационный и социально-психологический эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ ИЗ ПОЛИВИНИЛХЛОРИДНОГО ПЛАСТИЗОЛЯ И ПОЛИУРЕТАНОВОЙ ПЛЕНКИ | 1994 |
|
RU2103948C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ, СОСТОЯЩЕГО ИЗ ДВУХ СЛОЕВ СИЛИКОНА | 1994 |
|
RU2097005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУНКЦИОНАЛЬНО-КОСМЕТИЧЕСКОЙ ОБОЛОЧКИ ИЗ СИЛИКОНА ПРОТЕЗОВ РУК | 1999 |
|
RU2153511C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА СТОПЫ | 1997 |
|
RU2124334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМООБРАЗУЮЩЕГО ЭЛЕМЕНТА ПРОТИВОПРОЛЕЖНЕВОГО МАТРАЦА | 1993 |
|
RU2066989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА СТОПЫ ТИПА "САЧ" С ПОЛИМЕРНЫМ ОПОРНЫМ ЭЛЕМЕНТОМ (ВКЛАДЫШЕМ) НОВОЙ КОНСТРУКЦИИ | 1995 |
|
RU2102039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ | 2006 |
|
RU2317798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2106255C1 |
| ИСКУССТВЕННАЯ СТОПА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2131230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ, ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ И ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ ДЛЯ ИМИТАЦИИ ГРУДНЫХ ТКАНЕЙ | 2013 |
|
RU2534868C1 |
Изобретение относится к области медицины и медицинской техники, а именно к протезированию и протезостроению. В способе изготовления протеза грудной железы вакуумируют полимерную оболочку, заполняют ее желеобразным наполнителем и подвергают термической сварке. При этом используют форму с возможностью одновременной сварки шва полиуретановой пленки и вулканизации желеобразного наполнителя. В форме используют патронные электронагреватели, обеспечивающие температуру по контуру свариваемых пленок 160 ± 5oС, а по всей форме - 80-120oC в зависимости от типоразмера протеза грудной железы. Указанную температуру поддерживают в течение 30-40 мин. Устройство для изготовления протеза грудной железы содержит матрицу с крышкой, стяжные винты, подвижный пуансон и регулятор давления пуансона. В кромке матрицы выполнен канал. В матрицу и пуансон вмонтированы электронагреватели патронного типа со встроенными термодатчиками. Матрица соединена с вакуумной магистралью. Вентиль вакуумной магистрали расположен на боковой поверхности матрицы. Изобретение позволяет значительно сократить время всего технологического процесса изготовления протеза грудной железы, улучшить качество протезов и уменьшить энергозатраты при их производстве. 2 с.п. ф-лы, 2 ил.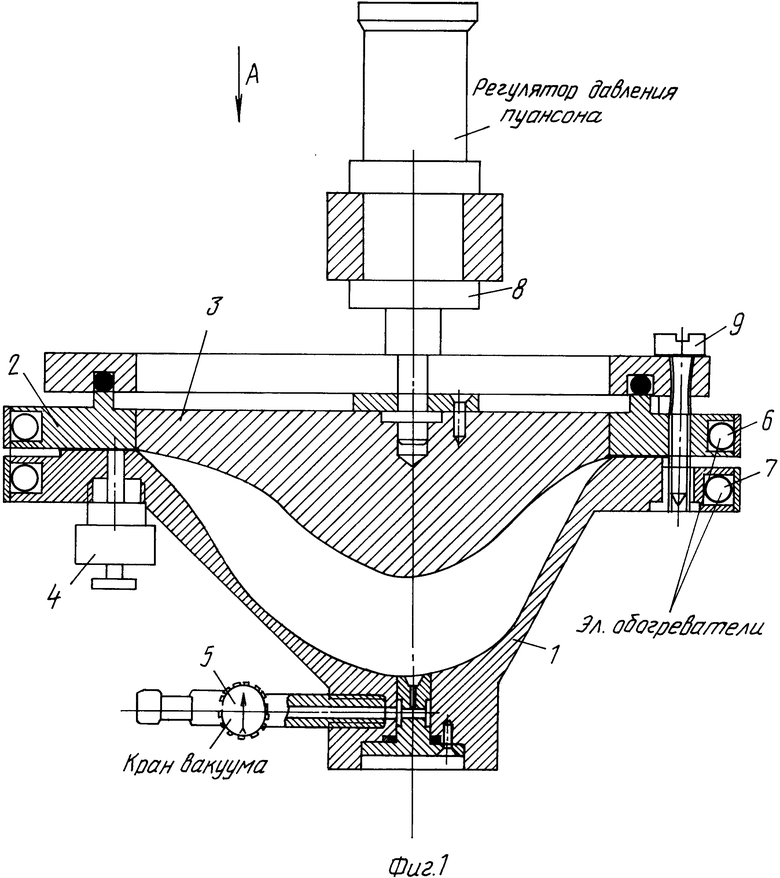
| DE, заявка, 3336279, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| SU, авторское свидетельство, 1819589, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
