Изобретения относятся к медицинской технике и могут быть использованы для создания неимплантируемых протезов грудных желез, предназначенных для замещения дефицита тканей в послеоперационном периоде.
Известен способ изготовления накладок на молочные железы женщин, включающий получение полиуретановой пленочной оболочки и заполнение ее наполнителем, причем пленочную оболочку предварительно сваривают по контуру электродом в мешок с последующим его раздувом-деформированием воздухом до 3-4 кратного увеличения объема от размера получаемого изделия, при этом сдеформированный пленочный мешок заполняют через технологическое отверстие силиконовым гелем, помещают в пресс-форму с плавающей крышкой-пуансоном и вулканизируют при температуре до 130°С в течение 1-24 часов (см. RU 2202311 С2, 20.04.2003).
Предварительное формирование пленочной оболочки в виде мешка с последующим его раздувом-деформированием и заполнением через технологическое отверстие, а также использование пресс-формы с плавающей крышкой-пуансоном усложняет процесс изготовления накладок, т.к. требует постоянного контроля за каждым из этапов изготовления изделия и дополнительного обслуживания производственного оборудования.
Более близкими к нашим изобретениям можно считать способ изготовления экзопротеза молочной железы и устройство для его осуществления по RU 2114735 С1, 10.07.1998.
Способ включает формирование передней части экзопротеза путем вакуумирования в матрице первой части полимерной пленочной оболочки с последующей подачей в матрицу наполнителя, размещение на матрице второй части полимерной пленочной оболочки, создание давления на вторую часть полимерной пленочной оболочки по контуру матрицы, удаление воздуха, формирование пуансоном задней части экзопротеза, вулканизацию наполнителя и соединение задней части экзопротеза с передней частью.
Устройство для изготовления экзопротеза молочной железы, содержит матрицу с вакуумной магистралью для соединения с газоотводным устройством, крышку, стяжные винты, клапан выпуска воздуха, пуансон, размещенный между крышкой и матрицей, и регулятор давления с закрепленным в пуансоне штоком.
Недостатками способа и устройства по RU 2114735 являются высокие энергозатраты и, в частности, удаление воздуха выдавливанием, что отрицательно влияет на качество изделия.
Задача, на решение которой направлены изобретения, заключается в разработке способа и устройства для изготовления высококачественного экзопротеза молочной железы, воспроизводящего с большой степенью достоверности вид здоровых тканей и обеспечивающего весовой баланс тела при восполнении постмастэктомического тканевого дефицита.
Техническим результатом изобретений является усовершенствованная технология изготовления экзопротеза, исключающая дефекты пленки и наполнителя и позволяющая получить экзопротез с установочной поверхностью, имеющей улучшенный контакт с тканями, предупреждающий вторичные деформации тела и оказывающий положительное психологическое воздействие на женщину в послеоперационном периоде.
Сущность способа выражается в совокупности существенных признаков, в которой способ изготовления экзопротеза молочной железы, включающий формирование передней части экзопротеза путем вакуумирования в матрице первой части полимерной пленочной оболочки с последующей подачей в матрицу наполнителя, формирование задней части экзопротеза путем размещения на матрице второй части полимерной пленочной оболочки с последующим удалением воздуха и созданием давления на вторую часть полимерной пленочной оболочки по контуру матрицы, вулканизацию наполнителя и соединение задней части экзопротеза с передней частью, отличается от ближайшего аналога тем, что для первой части полимерной оболочки используют пленку с матовой или глянцевой наружной поверхностью, толщина которой не менее чем в 1,2 раза превышает толщину второй части полимерной пленочной оболочки, при этом вторую часть полимерной пленочной оболочки укладывают на симметричную или несимметричную матрицу описанного ниже устройства для изготовления экзопротеза молочной железы, полностью или частично повторяющую форму левой или правой молочной железы, удаление воздуха производят в течение 1,5-3 минут газоотводным устройством с разрежением 0,1-0,3 атм, а наполнитель дозируют в соответствии с типоразмером экзопротеза и вулканизируют после формирования задней части экзопротеза пуансоном в течение 30-70 минут.
Толщина первой части полимерной пленочной оболочки может быть равна 0,050-0,080 мм, а толщина второй части полимерной пленочной оболочки может составлять 0,025-0,050 мм.
В наполнитель могут быть введены объемные элементы для снижения веса, выполненные в виде гранул, имеющих, например, сферическую форму, и/или в виде пустотелых гранул, имеющих, например, сферическую форму.
Части полимерной пленочной оболочки могут соединяться посредством тепловой сварки или сварки током высокой частоты (ТВЧ) и быть выполнены из полиуретана или на основе полиуретана, а материалом наполнителя может быть силиконовый гель или силиконовый гель с добавками.
Части полимерной пленочной оболочки могут быть выполнены из пленки Фаретра (Pharetra), или из пленки Платилон (Platilon), или из пленки Свиссфилм (Swissfilm).
Сущность устройства выражается в совокупности существенных признаков, в которой устройство для изготовления экзопротеза молочной железы, содержащее матрицу с вакуумной магистралью для соединения с газоотводным устройством, крышку, стяжные винты, клапан выпуска воздуха, пуансон, размещенный между крышкой и матрицей, и регулятор давления с закрепленным в пуансоне штоком, отличается от ближайшего аналога тем, что имеет матрицу симметричной или несимметричной формы, полностью или частично повторяющую форму левой или правой молочной железы, при этом крышка выполнена в виде двух плит, соединенных между собой прижимными винтами, между плитами установлен демпфер, вакуумная магистраль снабжена запорным клапаном, а регулятор давления выполнен в виде установленного на конце штока подпружиненного держателя, снабженного винтом и имеющего минимальный размер поперечного сечения рабочего торца не менее 1/2 от ширины планки, расположенной с возможностью взаимодействия с рабочим торцом подпружиненного держателя и закрепленной на крышке посредством стяжных винтов, выполненных в виде направляющих. Устройство может иметь пружину, которая расположена в выемке на наружной поверхности матрицы.
Удаление воздуха в течение 1,5-3 мин газоотводным устройством с разрежением 0,1-0,3 атм исключает образование воздушных полостей между матрицей и пленкой. Меньшее время вакуумирования и меньшая степень разрежения не дают поверхность экзопротеза нужного качества.
Увеличение времени вакуумирования и степени разрежения снижает производительность оборудования и приводит к задержкам в его работе.
Формирование задней части экзопротеза пуансоном в течение 30-70 мин позволяет получить вулканизированный наполнитель нужной структуры.
Уменьшение времени формирования задней части экзопротеза приводит к тому, что наполнитель не полностью вулканизируется, а увеличение делает вторую часть пленочной оболочки менее пригодной для прилегания к телу.
Перечисленные режимы определяют соотношение толщины пленки, используемой для первой части полимерной пленочной оболочки, и пленки, используемой для второй части полимерной пленочной оболочки. Для первой части полимерной оболочки используют пленку с матовой или глянцевой наружной поверхностью, толщина которой не менее чем в 1,2 раза превышает толщину второй части полимерной пленочной оболочки.
Соотношение минимального размера рабочего торца подпружиненного держателя, в виде которого выполнен регулятор давления, и ширины планки, составляющее не менее 1/2 от указанной ширины, а также крепление планки на крышке посредством стяжных винтов, выполненных в виде направляющих, позволяет исключить смещение частей устройства и/или их перекос. В частности, уменьшение размера рабочего торца подпружиненного держателя менее 1/2 от ширины планки из-за недостаточной площади опоры вызывает отклонение планки от плоскости ее первоначального расположения, которое в свою очередь приводит к отклонению направления движения пуансона от заданной оси.
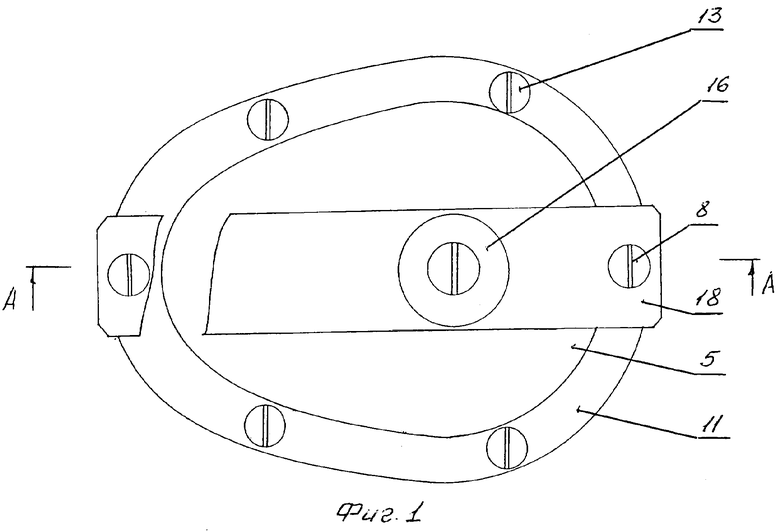
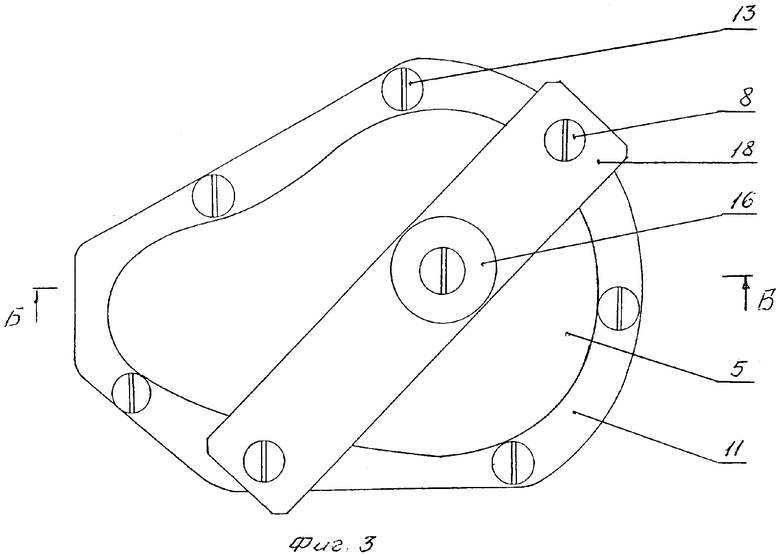
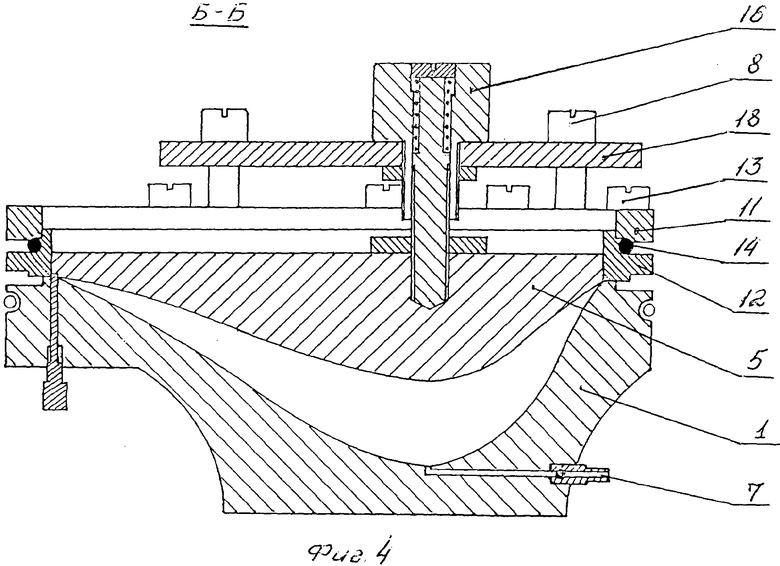
Сущность способа и устройства поясняется чертежом, где на фиг.1 изображен разрез устройства для изготовления экзопротеза молочной железы с помещенным в него экзопротезом, на фиг.2 показан вид сверху устройства для изготовления экзопротеза молочной железы с матрицей симметричной формы, и на фиг.3 показан вид сверху устройства для изготовления экзопротеза молочной железы с матрицей несимметричной формы, на фиг.4 - дан его разрез.
Способ изготовления экзопротеза молочной железы включает формирование передней части экзопротеза путем вакуумирования в матрице 1 первой части 2 полимерной пленочной оболочки с последующей подачей в матрицу 1 наполнителя 3. Формирование задней части экзопротеза путем размещения на матрице 1 второй части 4 полимерной пленочной оболочки с последующим удалением воздуха и созданием давления на вторую часть 4 полимерной пленочной оболочки по контуру матрицы 1. Вулканизацию наполнителя 3 и соединение задней части экзопротеза, образованной второй частью 4 полимерной пленочной оболочки с передней частью, образованной ее первой частью 2. Для первой части 2 полимерной оболочки используют пленку с матовой или глянцевой наружной поверхностью, толщина которой не менее чем в 1,2 раза превышает толщину второй части 4 полимерной пленочной оболочки. При этом вторую часть 4 полимерной пленочной оболочки укладывают на симметричную или несимметричную матрицу 1 устройства для изготовления экзопротеза молочной железы, полностью или частично повторяющую форму левой или правой молочной железы. Удаление воздуха производят в течение 1,5-3 минут газоотводным устройством с разрежением 0,1-0,3 атм. Наполнитель 3 дозируют в соответствии с типоразмером экзопротеза и вулканизируют после формирования задней части экзопротеза пуансоном 5 в течение 30-70 минут.
Толщина первой части 2 полимерной пленочной оболочки может быть равна 0,050-0,080 мм, а толщина второй части 4 полимерной пленочной оболочки может составлять 0,025-0,050 мм.
В наполнитель 3 могут быть введены объемные элементы 6 для снижения веса, выполненные в виде гранул, имеющих, например, сферическую форму, и/или в виде пустотелых гранул, имеющих, например, сферическую форму.
Первую часть 2 полимерной пленочной оболочки и ее вторую часть 4 могут соединять посредством тепловой сварки или сварки током высокой частоты (ТВЧ) и быть выполнены из полиуретана или на основе полиуретана, а материалом наполнителя 3 может быть силиконовый гель или силиконовый гель с добавками.
Для первой части 2 полимерной пленочной оболочки и второй части 4 может использоваться пленка Фаретра (Pharetra), или пленка Платилон (Platilon), или пленка Свиссфилм (Swissfilm).
Устройство для изготовления экзопротеза молочной железы содержит матрицу 1 с вакуумной магистралью 7 для соединения с газоотводным устройством (на чертеже не показано), крышку, стяжные винты 8, клапан 9 выпуска воздуха, пуансон 5, размещенный между крышкой и матрицей 1 и регулятор давления с закрепленным в пуансоне 5 штоком 10. Матрица 1 имеет симметричную или несимметричную форму, полностью или частично повторяющую форму левой или правой молочной железы. Крышка выполнена в виде двух плит 11 и 12, соединенных между собой прижимными винтами 13. Между плитами 11 и 12 установлен демпфер 14. Вакуумная магистраль 7 снабжена запорным клапаном 15. Регулятор давления выполнен в виде установленного на конце штока 10 подпружиненного пружиной 21 держателя 16. Держатель 16 снабжен винтом 17 и имеет минимальный размер поперечного сечения рабочего торца не менее 1/2 от ширины планки 18. Планка 18 расположена с возможностью взаимодействия с рабочим торцом подпружиненного держателя 16 и закреплена на крышке посредством стяжных винтов 8, выполненных в виде направляющих.
Устройство может иметь пружину 19, которая расположена в выемке 20 на наружной поверхности матрицы 1.
Предлагаемое устройство для изготовления экзопротеза молочной железы является оптимальной конструкцией для осуществления описанного выше способа, в котором, в частности, как уже отмечалось ранее, для первой части 2 полимерной оболочки используют пленку с матовой или глянцевой наружной поверхностью, имеющей толщину, не менее чем в 1,2 раза превышающую толщину второй части 4, причем наполнитель 3 дозируют в соответствии с типоразмером экзопротеза и вулканизируют после формирования задней части экзопротеза пуансоном 5 в течение 30-70 минут.
Поскольку вулканизируемый наполнитель находится между пленками с соотношением толщин 1,2 не менее 30 минут и имеет объем, соответствующий типоразмеру экзопротеза, матрица 1 и пуансон 5 устройства не должны иметь боковых смещений относительно друг друга в процессе всего периода вулканизации. Точность расположения матрицы 1 и пуансона 5 обязательна в связи с тем, что даже незначительное боковое смещение пуансона 5 относительно матрицы 1 (менее 0,01 мм) приводит к изменениям свойств пленок как первой части 2 полимерной оболочки, так и ее второй части 4.
Первую часть 2 полимерной пленочной оболочки в матрице 1 вакуумируют в течение 1,5-3 мин с разрежением 0,1-0,3 атм посредством газоотводного устройства, подсоединяемого к вакуумной магистрали 7. Время удаления воздуха 1,5-3 мин и разрежение 0,1-0,3 атм исключают сохранение воздушных полостей между первой частью 2 пленочной оболочки и матрицей 1. После удаления воздуха вакуумная магистраль 7 блокируется запорным клапаном 15. В матрицу 1 в соответствии с типоразмером экзопротеза подают наполнитель 3 и размещают на ней вторую часть 4 полимерной пленочной оболочки. Затем устанавливают пуансон 5 и крышку, выполненную в виде плиты 11 и плиты 12, между которыми размещен демпфер 14. Плиту 11 соединяют с плитой 12 и с матрицей 1 прижимными винтами 13. Винтом 17 регулируют давление пуансона 5, который подпружинен пружиной 21. Пружина 21 размещена на штоке 10 и имеет возможность взаимодействия с винтом 17.
Далее по контуру матрицы 1 крышкой создают давление на вторую часть 4 полимерной пленочной оболочки, удаляют воздух через клапан 9 выпуска и формируют пуансоном 5 заднюю часть экзопротеза.
При перемещении пуансона 5 держатель 16, имеющий минимальный размер поперечного сечения рабочего торца не менее 1/2 от ширины планки 18, обеспечивает давление на планку 18 строго перпендикулярно ее поверхности. Если диаметр держателя 16 составляет менее половины ширины планки 18, она имеет перекос и смещает пуансон 5 относительно матрицы 1 на величину половины суммарного гарантированного зазора, имеющегося между отверстиями планки 18, держателем 16 и стяжными винтами 8, которые выполнены в виде направляющих. Затем производят вулканизацию наполнителя 3 в течение 30-70 минут. В процессе вулканизации объем наполнителя 3 меняется и пуансон 5, подпружиненный пружиной 21, смещается. Однако перемещение пуансона 5 без наклона к какой-либо из стенок матрицы обеспечивает сохранение свойств первой части 2 и второй части 4 полимерной пленочной оболочки, нормальную вулканизацию наполнителя 3 в течение 30-70 минут и хорошее качество экзопротеза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ, ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ И ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ ДЛЯ ИМИТАЦИИ ГРУДНЫХ ТКАНЕЙ | 2013 |
|
RU2534868C1 |
| ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ | 2004 |
|
RU2275176C1 |
| ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ | 2004 |
|
RU2275175C1 |
| ЭКЗОПРОТЕЗ ДЛЯ ЗАМЕЩЕНИЯ ПОСЛЕОПЕРАЦИОННОГО ДЕФИЦИТА ТКАНЕЙ СОХРАНЕННОЙ МОЛОЧНОЙ ЖЕЛЕЗЫ (ВАРИАНТЫ) | 2005 |
|
RU2288674C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ, ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ И ПРИМЕНЕНИЕ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ ДЛЯ ЗАМЕЩЕНИЯ ДЕФИЦИТА ГРУДНЫХ ТКАНЕЙ В ПОСЛЕОПЕРАЦИОННОМ ПЕРИОДЕ И ДЛЯ ИХ ИМИТАЦИИ | 2015 |
|
RU2599512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ, ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ И ПРИМЕНЕНИЕ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ ДЛЯ ЗАМЕЩЕНИЯ ДЕФИЦИТА ГРУДНЫХ ТКАНЕЙ В ПОСЛЕОПЕРАЦИОННОМ ПЕРИОДЕ И ДЛЯ ИХ ИМИТАЦИИ | 2015 |
|
RU2589636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2114735C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДОК НА МОЛОЧНЫЕ ЖЕЛЕЗЫ ЖЕНЩИН | 2000 |
|
RU2202311C2 |
| ЧЕХОЛ ИЗ СИЛИКОНА ДЛЯ КУЛЬТИ НИЖНЕЙ КОНЕЧНОСТИ | 2002 |
|
RU2205615C1 |
| ИСКУССТВЕННАЯ СТОПА (ВАРИАНТЫ) | 2006 |
|
RU2330631C1 |
Изобретения относятся к медицинской технике и могут быть использованы для создания неимплантируемых протезов грудных желез, предназначенных для замещения дефицита тканей в послеоперационном периоде. Способ изготовления экзопротеза включает формирование передней части экзопротеза путем вакуумирования в матрице первой части полимерной пленочной оболочки с последующей подачей в матрицу наполнителя, формирование задней части экзопротеза путем размещения на матрице второй части полимерной пленочной оболочки с последующим удалением воздуха и созданием давления на вторую часть полимерной пленочной оболочки по контуру матрицы, вулканизацию наполнителя и соединение задней части экзопротеза с передней частью. Устройство содержит матрицу с вакуумной магистралью для соединения с газоотводным устройством, крышку, стяжные винты, клапан выпуска воздуха, пуансон, который размещен между крышкой и матрицей, и регулятор давления с закрепленным в пуансоне штоком. Крышка выполнена в виде двух плит. Плиты соединены между собой прижимными винтами. Между плитами установлен демпфер. Вакуумная магистраль снабжена запорным клапаном. Регулятор давления выполнен в виде установленного на конце штока подпружиненного держателя. Держатель снабжен винтом и имеет минимальный размер поперечного сечения рабочего торца не менее 1/2 от ширины планки. Технический результат заключается в получении установочной поверхности с пружинным контактом с тканями. 2 н. и 6 з.п. ф-лы, 4 ил.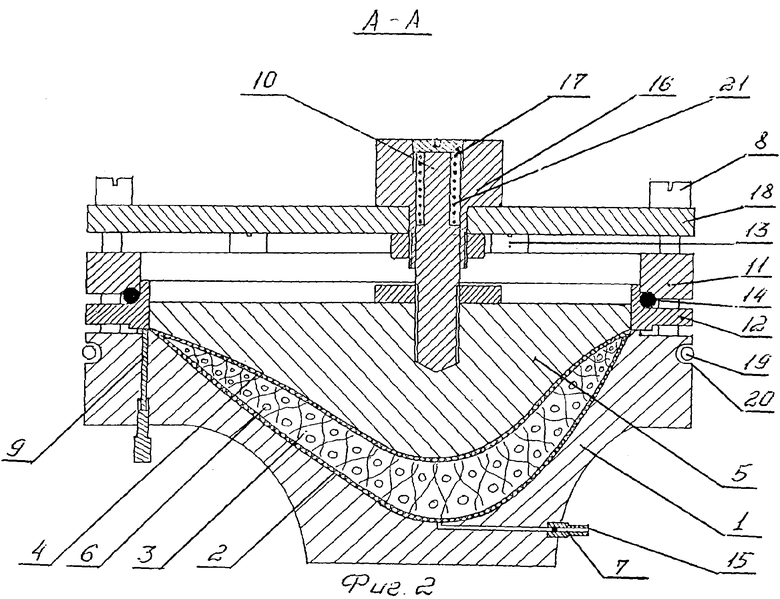
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА ГРУДНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2114735C1 |
| ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ | 2004 |
|
RU2275175C1 |
| ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ | 2004 |
|
RU2275176C1 |
| US 4195639 А, 01.04.1980 | |||
| JP 2003000624 A1, 07.01.2003. | |||

