Группа изобретений относится к медицинской технике и может быть использована в протезировании для замещения дефицита тканей у женщин с удаленной молочной железой.
Известен экзопротез молочной железы и способ его изготовления, включающий заполнение наполнителем сформированной в виде конверта пленочной оболочки с ее последующим размещением в матрице (патент US 5219360 A, 15.06.1993).
Экзопротезы, изготовленные способом по патенту US 5219360, как правило, деформируются в процессе эксплуатации, т.к. при их изготовлении используют наполнитель, который не подвергают вулканизации. Более близким к предлагаемой группе изобретений является способ изготовления накладок на молочные железы женщин, включающий предварительное термосваривание по контуру электродом пленочной оболочки в мешок с последующим его раздувом до 3-4-кратного увеличения объема от размера получаемого изделия, заполнение мешка силиконовым гелем и вулканизацию при температуре до 130°C в пресс-форме с крышкой-пуансоном (RU 2202311 C2, 20.04.2003).
Недостатком способа RU 2202311 является раздувание пленочной оболочки до 3-4- кратного увеличения объема от размера получаемого изделия, которое усложняет изготовление экзопротеза и повышает его стоимость.
Задача, решаемая предлагаемой группой изобретений, направлена на совершенствование технологии изготовления экзопротезов молочных желез и на повышение их качества.
Технический результат заключается в удешевлении процесса изготовления экзопротезов молочных желез, имеющих улучшенные эксплуатационные свойства, и в удобстве применения таких экзопротезов.
Сущность предлагаемой группы изобретений выражается в том, что способ изготовления экзопротеза молочной железы, включающий заполнение наполнителем сваренной по контуру пленочной оболочки с последующим размещением пленочной оболочки в матрице с пуансоном и вулканизацией наполнителя, отличается от ближайшего аналога тем, что перед заполнением проводят подготовку смеси наполнителя путем перемешивания как минимум двух компонентов наполнителя с последующей дегазацией смеси до полного удаления воздуха или проводят подготовку смеси наполнителя путем загрузки как минимум двух его компонентов в отдельные реакторы смесительно-дозирующей установки с последующим перемешиванием компонентов и дегазацией смеси до полного удаления воздуха и последующей дозированной подачи смеси в пленочную оболочку в объеме, соответствующем типоразмеру протеза, затем заполненную пленочную оболочку подвешивают для выхода остаточного воздуха или удаляют воздух выглаживанием, заваривают заливочные отверстия и фиксируют пленочную оболочку в матрице, на которой устанавливают пуансон, затем матрицу с закрепленным пуансоном помещают в термошкаф для вулканизации смеси наполнителя при температуре от 75 до 200°C, а после вулканизации матрицу охлаждают на воздухе или в холодильном шкафу до температуры 25-30°C.
В частных случаях выполнения способа пленочную оболочку фиксируют в матрице посредством колец-хомутов или посредством колец-хомутов с прокладками.
Дегазацию смеси наполнителя осуществляют в герметичной емкости путем подсоединения к ней вакуумной магистрали и полного удаления воздуха. Затем вакуумную магистраль отключают, подключают магистраль сжатого воздуха и создают в емкости избыточное давление. Подача наполнителя в пленочную оболочку происходит самотеком, а скорость подачи наполнителя регулируют давлением и/или изменением диаметра сечения магистрали.
Пленочную оболочку с наполнителем фиксируют в матрице посредством колец-хомутов с прокладками, матрицу герметично закрывают, подсоединяют к вакуумной магистрали и формируют наружную поверхность протеза, а внутреннюю поверхность протеза для прилегания к телу формируют пуансоном.
Перед соединением листов пленочной оболочки один лист пленки маркируют штампами или на установке тампонной печати с применением клише, а после маркировки и просыхания листы складируют или подвешивают на стендах-вешалках по типоразмерам протезов; листы пленочной оболочки соединяют сваркой электродом, повторяющей конфигурацию протеза, или тепловой сваркой, или сваркой токами высокой частоты, или ультразвуковой сваркой, причем сварочный шов выполняют с шириной от 2 до 7 мм, а контроль сварочного шва осуществляют визуально или при помощи светоскопа, или подачей воздуха в сваренную пленочную оболочку; пленочную оболочку выполняют из пленки на основе сополимер уретана или полиуретана, например Platilon или Pharetra или Swissfilm; подготовку смеси наполнителя проводят путем загрузки как минимум двух его компонентов в пропорциях 1:1 или 1:1,1, или 1:1,2 или 10:1.
Экзопротез молочной железы, изготовленный описанным выше способом, содержит пленочную оболочку с наполнителем, который состоит как минимум из двух компонентов, причем, один компонент включает вулканизирующую составляющую, а другой компонент включает сшивающий агент.
В частных случаях выполнения экзопротез содержит наполнитель, который включает красящую базу и средство крепления для установки на тело, которое может быть выполнено в виде липкого слоя.
Промышленное применение экзопротеза молочной железы, изготовленного описанным выше способом, заключается в имитации этим протезом грудных тканей.
Имитация грудных тканей экзопротезом молочной железы включает его реализацию и/или использование для замещения дефицита тканей у женщин с удаленной молочной железой, а также для изготовления рекламных муляжей, манекенов, театрального реквизита, заготовок для швейного производства и т.д.
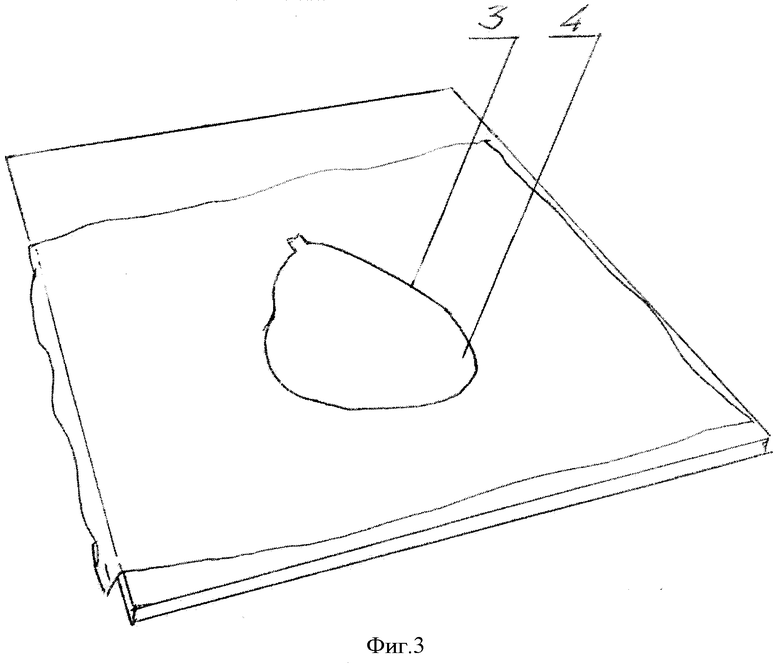
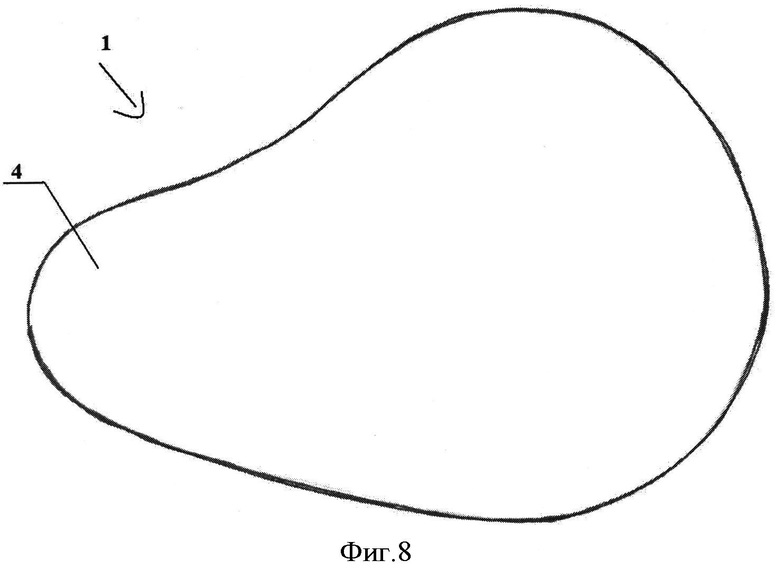
Изобретения поясняются чертежом, где на фиг. 1 изображены сложенные части пленки, подготовленные для сварки; на фиг. 2 показана матрица и пуансон; на фиг. 3 дан вид пленки с контуром пленочной оболочки экзопротеза; на фиг. 4 показано заполнение пленочной оболочки экзопротеза наполнителем; на фиг. 5 - размещение заполненной пленочной оболочки в матрице, на фиг. 6 - фиксация пленочной оболочки на матрице посредством колец-хомутов с прокладками, на фиг. 7 и 8 - варианты выполнения экзопротеза молочной железы, на фиг. 9 и 10 - продольные сечения вариантов выполнения экзопротеза, показанных на фиг. 7 и 8, и на фиг. 11 и 12 - варианты выполнения экзопротеза молочной железы наиболее распространенных форм.
Для изготовления экзопротеза 1 предлагаемым способом заполняют наполнителем 2 сваренную по контуру 3 пленочную оболочку 4, которую затем размещают в матрице 5 с пуансоном 6. Перед заполнением сваренной по контуру 3 пленочной оболочки 4 проводят подготовку смеси наполнителя 2 путем перемешивания как минимум двух компонентов наполнителя 2 с последующей дегазацией смеси до полного удаления воздуха или проводят подготовку смеси наполнителя 2 путем загрузки как минимум двух его компонентов в отдельные реакторы смесительно-дозирующей установки с последующим перемешиванием компонентов и дегазацией смеси до полного удаления воздуха и последующей дозированной подачи смеси в пленочную оболочку 4 в объеме, соответствующем типоразмеру экзопротеза 1. Затем заполненную пленочную оболочку 4 подвешивают для выхода остаточного воздуха или удаляют воздух выглаживанием, заваривают заливочные отверстия и фиксируют пленочную оболочку 4 в матрице 5, на которую устанавливают пуансон 6. Матрицу 5 с закрепленным пуансоном 6 помещают в термошкаф для вулканизации смеси наполнителя 2 при температуре от 75 до 200°C, а после вулканизации матрицу 5 охлаждают на воздухе или в холодильном шкафу до температуры 25-30°C. В частных случаях выполнения способа пленочную оболочку 4 фиксируют в матрице 5 посредством колец или посредством колец-хомутов 7 с прокладками 8.
Дегазацию смеси наполнителя 2 осуществляют в герметичной емкости путем подсоединения к ней вакуумной магистрали и полного удаления воздуха. Затем вакуумную магистраль отключают, подключают магистраль сжатого воздуха и создают в емкости избыточное давление. Подача наполнителя 2 в пленочную оболочку происходит самотеком, а скорость подачи наполнителя 2 регулируют давлением и/или изменением диаметра сечения магистрали 9. Перед соединением листов пленочной оболочки 4 один лист пленки маркируют штампами вручную или на установке тампонной печати с применением клише. После маркировки и просыхания листы складируют или подвешивают на стендах-вешалках по типоразмерам протезов. Листы пленочной оболочки 4 соединяют сваркой электродом, повторяющей конфигурацию протеза, или тепловой сваркой, или сваркой токами высокой частоты, или ультразвуковой сваркой. Сварочный шов выполняют с шириной от 2 до 7 мм. Контроль сварочного шва осуществляют визуально или при помощи светоскопа, или подачей воздуха в сваренную пленочную оболочку. Пленочную оболочку 4 выполняют из пленки на основе сополимер уретана или полиуретана, например Platilon или Pharetra или Swissfilm. Подготовку смеси наполнителя 2 проводят путем загрузки как минимум двух его компонентов в пропорциях 1:1 или 1:1,1, или 1:1,2 или 10:1.
Изготовленный, таким образом, экзопротез 1 содержит пленочную оболочку 4 с наполнителем 2, который состоит как минимум из двух компонентов, причем один компонент включает вулканизирующую составляющую, а другой компонент включает сшивающий агент.
В частных случаях выполнения экзопротез молочной железы 1 содержит наполнитель 2, который включает красящую базу и средство крепления для установки на тело, которое может быть выполнено в виде липкого слоя 11.
Примеры применения экзопротеза:
- пациентка 53 лет, после левосторонней ампутации (мастэктомии) молочной железы. Выбраны жировые и мышечные ткани под ключицей и подмышкой. Вследствие врачебного осмотра дефицита тканей и необходимости их восполнения из всего ассортимента выпускаемых протезов грудных желез наиболее целесообразно при данном виде ампутации использовать протез груди асимметричный, соответствующей модели и размера, сторона левая. Размер подобран путем замера обхвата женщины по выступающей части груди и размера обхвата под грудью. Протез косметически полностью восполняет утраченный орган;
- пациентка 39 лет, после секторальной резекции левой грудной железы. Выбран верхний квадрант грудной железы. Рекомендован протез груди, соответствующей модели и размера, сторона левая. Подобранный экзопротез по геометрическим характеристикам полностью скрывает и восполняет утраченную часть груди.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ | 2006 |
|
RU2317798C1 |
| ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ | 2000 |
|
RU2184507C2 |
| ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ | 2004 |
|
RU2275175C1 |
| ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ | 2004 |
|
RU2275176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДОК НА МОЛОЧНЫЕ ЖЕЛЕЗЫ ЖЕНЩИН | 2000 |
|
RU2202311C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ, ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ И ПРИМЕНЕНИЕ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ ДЛЯ ЗАМЕЩЕНИЯ ДЕФИЦИТА ГРУДНЫХ ТКАНЕЙ В ПОСЛЕОПЕРАЦИОННОМ ПЕРИОДЕ И ДЛЯ ИХ ИМИТАЦИИ | 2015 |
|
RU2589636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ, ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ И ПРИМЕНЕНИЕ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ ДЛЯ ЗАМЕЩЕНИЯ ДЕФИЦИТА ГРУДНЫХ ТКАНЕЙ В ПОСЛЕОПЕРАЦИОННОМ ПЕРИОДЕ И ДЛЯ ИХ ИМИТАЦИИ | 2015 |
|
RU2599512C1 |
| ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ | 2015 |
|
RU2734866C2 |
| ЭКЗОПРОТЕЗ ДЛЯ ЗАМЕЩЕНИЯ ПОСЛЕОПЕРАЦИОННОГО ДЕФИЦИТА ТКАНЕЙ СОХРАНЕННОЙ МОЛОЧНОЙ ЖЕЛЕЗЫ (ВАРИАНТЫ) | 2005 |
|
RU2288674C2 |
| Экзопротез молочной железы | 2024 |
|
RU2837471C1 |










Группа изобретений относится к медицинской технике и может быть использована в протезировании для замещения дефицита тканей у женщин с удаленной молочной железой. Для изготовления экзопротеза заполняют наполнителем сваренную по контуру пленочную оболочку, которую затем размещают в матрице с пуансоном. Перед заполнением сваренной по контуру пленочной оболочки проводят подготовку смеси наполнителя путем перемешивания как минимум двух компонентов наполнителя с последующей дегазацией смеси до полного удаления воздуха или проводят подготовку смеси наполнителя путем загрузки как минимум двух его компонентов в отдельные реакторы смесительно-дозирующей установки с последующим перемешиванием компонентов и дегазацией смеси до полного удаления воздуха и последующей дозированной подачи смеси в пленочную оболочку в объеме, соответствующем типоразмеру экзопротеза. Затем заполненную пленочную оболочку подвешивают для выхода остаточного воздуха или удаляют воздух выглаживанием, заваривают заливочные отверстия и фиксируют пленочную оболочку в матрице, на которую устанавливают пуансон. Матрицу с закрепленным пуансоном помещают в термошкаф для вулканизации смеси наполнителя при температуре от 75 до 200°C, а после вулканизации матрицу охлаждают на воздухе или в холодильном шкафу до температуры 25-30°C. Изготовленный таким образом экзопротез содержит пленочную оболочку с наполнителем. Наполнитель состоит как минимум из двух компонентов. Один компонент наполнителя включает вулканизирующую составляющую, а другой компонент включает сшивающий агент. Применение экзопротеза молочной железы заключается в имитации этим протезом грудных тканей у женщин с удаленной молочной железой, для изготовления рекламных муляжей, манекенов, театрального реквизита, заготовок для швейного производства и т.д. Применение группы изобретений позволяет удешевить процесс изготовления экзопротезов молочных желез, имеющих улучшенные эксплуатационные свойства, и обеспечить удобство таких экзопротезов. 3 н. и 11 з.п. ф-лы, 12 ил.
1. Способ изготовления экзопротеза молочной железы, включающий заполнение наполнителем сваренной по контуру пленочной оболочки с последующим размещением пленочной оболочки в матрице с пуансоном и вулканизацией наполнителя, отличающийся тем, что перед заполнением проводят подготовку смеси наполнителя путем перемешивания как минимум двух компонентов наполнителя с последующей дегазацией смеси до полного удаления воздуха или проводят подготовку смеси наполнителя путем загрузки как минимум двух его компонентов в отдельные реакторы смесительно-дозирующей установки с последующим перемешиванием компонентов и дегазацией смеси до полного удаления воздуха и последующей дозированной подачи смеси в пленочную оболочку в объеме, соответствующем типоразмеру протеза, затем заполненную пленочную оболочку подвешивают для выхода остаточного воздуха или удаляют воздух выглаживанием, заваривают заливочные отверстия и фиксируют пленочную оболочку в матрице, на которой устанавливают пуансон, затем матрицу с закрепленным пуансоном помещают в термошкаф для вулканизации смеси наполнителя при температуре от 75 до 200°C, а после вулканизации матрицу охлаждают на воздухе или в холодильном шкафу до температуры 25-30°C.
2. Способ по п. 1, отличающийся тем, что пленочную оболочку фиксируют в матрице посредством колец-хомутов или посредством колец-хомутов с прокладками.
3. Способ по п. 1, отличающийся тем, что дегазацию смеси наполнителя осуществляют в герметичной емкости путем подсоединения к ней вакуумной магистрали и полного удаления воздуха, затем вакуумную магистраль отключают, подключают магистраль сжатого воздуха и создают в емкости избыточное давление, при этом подача наполнителя в пленочную оболочку происходит самотеком, а скорость подачи наполнителя регулируют давлением и/или изменением диаметра сечения магистрали.
4. Способ по п. 1, отличающийся тем, что пленочную оболочку с наполнителем фиксируют в матрице посредством колец-хомутов с прокладками, матрицу герметично закрывают, подсоединяют к вакуумной магистрали и формируют наружную поверхность протеза, а внутреннюю поверхность протеза для прилегания к телу формируют пуансоном.
5. Способ по п. 1, отличающийся тем, что подача наполнителя в пленочную оболочку происходит самотеком, а скорость подачи наполнителя регулируют давлением в магистрали и/или изменением диаметра сечения магистрали.
6. Способ по п. 1, отличающийся тем, что перед соединением листов пленочной оболочки один лист пленки маркируют штампами или на установке тампонной печати с применением клише, а после маркировки и просыхания листы складируют или подвешивают на стендах-вешалках по типоразмерам протезов.
7. Способ по п. 1, отличающийся тем, что листы пленочной оболочки соединяют сваркой электродом, повторяющей конфигурацию протеза, или тепловой сваркой, или сваркой токами высокой частоты, или ультразвуковой сваркой, причем сварочный шов выполняют с шириной от 2 до 7 мм, а контроль сварочного шва осуществляют визуально или при помощи светоскопа или подачей воздуха в сваренную пленочную оболочку.
8. Способ по п. 1, отличающийся тем, что пленочная оболочка выполнена из пленки на основе сополимер уретана или полиуретана, например Platilon или Pharetra или Swissfilm.
9. Способ по п. 1, отличающийся тем, что подготовку смеси наполнителя проводят путем загрузки как минимум двух его компонентов в пропорциях 1:1 или 1:1,1 или 1:1,2 или 10:1.
10. Экзопротез молочной железы, изготовленный способом по п. 1, содержащий пленочную оболочку с наполнителем, который состоит как минимум из двух компонентов, причем один компонент включает вулканизирующую составляющую, а другой компонент включает сшивающий агент.
11. Экзопротез по п. 10, отличающийся тем, что наполнитель включает красящую базу.
12. Экзопротез по п. 10, отличающийся тем, что содержит средство крепления для установки на тело.
13. Экзопротез по п. 10, отличающийся тем, что средство крепления выполнено в виде липкого слоя.
14. Применение экзопротеза молочной железы по п. 10 для имитации грудных тканей.
| Аппарат для отпуска жидкости в измеренном количестве | 1933 |
|
SU35595A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ | 2006 |
|
RU2317798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДОК НА МОЛОЧНЫЕ ЖЕЛЕЗЫ ЖЕНЩИН | 2000 |
|
RU2202311C2 |
| WO 9420045 A1, 15.09.1994 | |||

