Изобретение относится к производству фасонных изделий с помощью прессов, в частности к конструкциям прессов, в которых материал подвергается уплотнению после предварительного формования.
Для формирования изделий из песчаных или мелкозернистых бетонных смесей, к которым по условиям эксплуатации предъявляются повышенные требования к морозостойкости, что диктует необходимость формования из особо жестких бетонных смесей, часто применяют метод вибропрессования. Для этого разработаны формующие агрегаты - вибропрессы (Борщевский А.А., Ильин А.С. Механическое оборудование для производства строительных материалов и изделий. - М.: Высшая школа, 1987, с. 355 - 358).
Известны выпускаемые для этих целей вибропрессы ВИП-5М и ВИП-7, предназначенные для изготовления фигурных элементов мощения (тротуарных плит, плит полов промышленных зданий и других малогабаритных изделий из особо жесткого песчаного бетона).
Все вибропрессы ВИП аналогичны по конструктивному исполнению; они состоят из стальной станины (там же, рис. 18.23), на которой установлены четыре колонны; на последних смонтированы матрица и гидропневмоцилиндр с пуансоном. В матрице предусмотрена возможность установки сменных калибров, внутренние очертания которых соответствуют наружному контуру формуемого изделия. На станине установлен выпрессовщик, который через штангу может поднимать формовочную плиту. Вибростол с вибровозбудителями опирается на станину через пружины. Привод вибровозбудителей осуществляется от электродвигателя. Кроме того имеется также дозирующее устройство, бункер и мерный ящик.
Известный вибропресс работает следующим образом. Первоначально выпрессовщик поднят до упора и формовочная плита с отформованным в предыдущем цикле изделием находится на уровне матрицы. Мерный ящик находится под бункером и заполнен бетонной смесью. Когда снимают готовое изделие, выпрессовщик опускается в крайнее нижнее положение и формовочная плита ложится на вибростол. На 2 - 4 с включается вибровозбудитель заполнения смеси, при этом бетонная смесь заполняет рабочую полость матрицы. После этого гидро(пневмо)цилиндр опускает пуансон и за счет силы тяжести пуансона и развиваемого гидроцилиндром усилия, происходит статическое воздействие на бетонную смесь. Одновременно на 4 - 5 с включается вибровозбудитель, происходит уплотнение смеси и обеспечивается стабилизация структуры изделия. После этого гидроцилиндр поднимает пуансон в верхнее положение, выпрессовщик поднимает формовочную плиту с готовым изделием до уровня верхней плоскости матрицы. Далее цикл повторяется.
Недостатком конструкции существующих вибропрессов является необходимость в сжатом воздухе для перемещения пуансона и в маслостанции для работы выталкивателя отпрессованного изделия.
Для совершенствования и упрощения конструкции вибропрессов возможно использование винтовых прессов. В этом случае для привода возможно использование асинхронных электродвигателей, что значительно упрощает конструкцию вибропрессов (Бочаров Ю.А. Винтовые прессы. - М.: Машиностроение, 1976, с. 59 - 67, рис. 2.2.).
Однако и известные схемы винтовых прессов не свободны от недостатков. Так, недостатком является сложность устройств для реверсирования движения ползуна (в большинстве случаев это фрикционные устройства). Помимо этого технология использования обычных винтовых прессов не соответствует технологии вибропрессования изделий из песчаных или мелкозернистых бетонных смесей.
Для упрощения винтового вибропресса наилучшие результаты дает использование электрического управления его приводом и вспомогательными устройствами для осуществления последовательности действий.
Тем не менее и такие системы не свободны от недостатков, основным из которых является усиленный износ силовых контакторов пуска и реверсирования основного привода ползуна и привода вибратора, снижение надежности работы пресса из-за частых пусков двигателей.
Цель изобретения - создание винтового вибропресса, свободного от указанного недостатка, повышение надежности работы и обеспечение автоматического режима работы.
Согласно изобретению цель достигается тем, что приводы ползуна и вибратора выполнены в виде асинхронных короткозамкнутых электродвигателей, статорные обмотки которых соединены пофазно последовательно между собой.
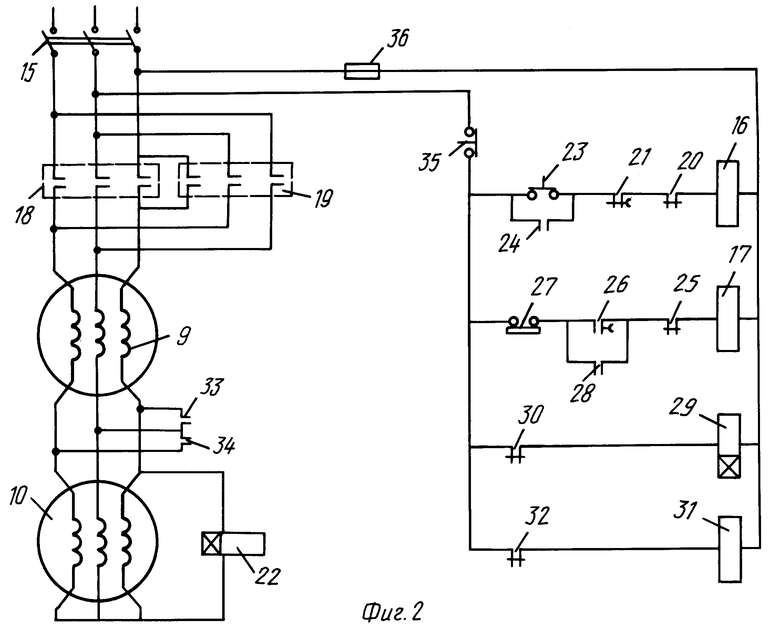
На фиг. 1 показана принципиальная схема винтового вибропресса; на фиг. 2 - электрическая схема соединения электродвигателей и системы управления прессом.
Винтовой вибропресс включает станину с колоннами 1, на которых смонтирована матрица 2 и гайка 3, с винтом 4, который нижней своей частью соединен с ползуном 5, с пуансоном 6, а верхняя его часть через зубчатую передачу 7 и клиноременную передачу 8 с двигателем 9, статорные обмотки которого соединены пофазно последовательно со статорными обмотками электродвигателя 10, приводящего во вращение вибратор 11, укрепленный на виброплите 12, подпружиненной пружинами подвески 13. Плита выталкивателя 14 связана с подвижной частью матрицы 2 и дополнительно связана с ползуном 5 (известным механическим способом и потому на схеме не показанном). В исходном состоянии плита выталкивателя 14 опирается на виброплиту 12. Обмотки электродвигателей 9 и 10 включены в питающую сеть через автоматический выключатель 15 и с помощью контакторов реверсивного пускателя "Вперед" 16 и "Назад" 17 с силовыми контактами 19 и 18 соответственно.
Обмотка контактора "Вперед" 16 включена на напряжение питания сети через размыкающий блок-контакт 20 контактора "Назад" 17 и размыкающий контакт 21 реле времени 22, включенного параллельно фазной обмотке статора электродвигателя вибратора 10, и кнопку "Пуск" 23. Параллельно кнопке "Пуск" 23 включен замыкающий контакт 24 контактора "Вперед" 16.
Обмотка контактора "Назад" 17 включена на напряжение питания сети через размыкающий блок-контакт 25 контактора "Вперед" 16 и замыкающий контакт 26 реле времени 22 и концевой выключатель 27. Замыкающий контакт 28 контактора "Назад" 17 подсоединен параллельно контакту 26. Реле времени 29 включено на напряжение питания сети через замыкающий контакт 30 контактора "Вперед" 16. Промежуточное реле 31 включено на напряжение питания сети через контакт 32 второго реле времени 29, а замыкающие контакты 33 и 34 включены между статорными обмотками электродвигателей 9 и 10 с возможностью закорачивания всех трех фаз. Обмотка реле времени 22 включена параллельно фазной статорной обмотки электродвигателя 10. Обмотки остальных реле и контакторов подключены к питающей сети через общую кнопку "Стоп" 35 и предохранитель 36.
Машина работает следующим образом.
До включения системы элементы ее находятся в исходном состоянии, изображенном на фиг. 1 и 2. В матрице 2 помещена прессуемая бетонная смесь. После включения автоматического выключателя 15 система подготавливается к включению - промежуточное реле 31 срабатывает и замыкает свои контакты 33 и 34 и шунтирует обмотки электродвигателя 10. При нажатии кнопки "Пуск" 23 срабатывает магнитный пускатель 16, который, замыкая свои силовые контакты 18, включает электродвигатель 9 в направлении "вниз", одновременно с этим пускатель 16 замкнет и контакт 30 в цепи реле времени 29.
По истечении выдержки времени (1,5 - 2 с), определяемым временем настройки реле 29 и необходимым для выхода электродвигателя 9 на номинальный режим, реле времени 29 своими контактами 32 размыкает цепь питания реле 31, которое размыкает свои контакты 33 и 34, и обмотки электродвигателей 9 и 10 оказываются соединенными пофазно-последовательно. После того, когда ползун создаст необходимое усилие прессования и произойдет "упор" ползуна в матрицу и поджатие пружин 13, электродвигатель 9 окажется в заторможенном режиме - "опрокидывается" и все напряжение сети прикладывается к обмоткам электродвигателя 10, что приведет к разгону ротора электродвигателя 10 и работе вибратора 11 и дополнительно обеспечивается включение реле времени 22, которое по истечении некоторого времени (10 - 15 с), необходимого для виброобработки прессуемого изделия, определяемого технологией и настройкой реле 22, разомкнет свой контакт 21 в цепи питания катушки пускателя 16 и замкнет свой контакт 26 в цепи питания катушки пускателя "Вверх" 17, обеспечивающего запуск электродвигателя 9 в обратном направлении. Запуск электродвигателя 9 в направлении "Назад" происходит смягченно, так как обмотки электродвигателя 9 соединены пофазно-последовательно с обмотками электродвигателя 10 и осуществляется как бы "реакторный" запуск электродвигателя 9 (обмотки электродвигателя 10 выполняют функции реактора при пуске).
Магнитный пускатель 16, обесточившись, размыкает своим контактом 30 цепь питания реле времени 29, которое, в свою очередь, замыкает свой контакт 32 и промежуточное реле 31 срабатывая вновь замыкает свои контакты 33 и 34 и шунтируют статорные обмотки электродвигателя 10, подготавливая всю систему к очередному следующему циклу.
Магнитный пускатель 17, запустивший ранее электродвигатель 9 и ставший на самоблокировку путем замыкания контакта 28, включен до тех пор, пока ползун 5 с пуансоном 6 поднимется в верхнее положение и при помощи выталкивателя 14 вытолкнет готовое изделие из матрицы 2 и дойдет до концевого выключателя 27, который обесточит пускатель 17, отключающий обмотки электродвигателя 9 от сети. Система ставится в исходное положение. Для начала очередного цикла необходимо нажать кнопку "Пуск" - 23. Для выключения всей системы в любой момент цикла (аварийное отключение) служит кнопка "Стоп" 35.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РЕВЕРСИВНЫМ ЭЛЕКТРОДВИГАТЕЛЕМ | 1991 |
|
RU2011285C1 |
| Устройство для управления электроприводом шнекового питателя | 1990 |
|
SU1777224A1 |
| Устройство для торможения противовключением трехфазного асинхронного электродвигателя | 1985 |
|
SU1283921A1 |
| Устройство для управления асинхронным реверсивным электродвигателем В.Г.Вохмянина | 1989 |
|
SU1823116A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕВЕРСИВНЫМ ЭЛЕКТРОМАГНИТНЫМ КОНТАКТОРОМ | 1996 |
|
RU2118866C1 |
| Устройство для управления асинхронным электродвигателем | 1984 |
|
SU1259457A1 |
| Электропривод | 1990 |
|
SU1786624A1 |
| Устройство для управления асинхронным электродвигателем | 1987 |
|
SU1448379A1 |
| Электропривод | 1987 |
|
SU1418877A1 |
| Устройство для пуска асинхронного электродвигателя | 1988 |
|
SU1541743A1 |
Используется в производстве фасонных изделий с помощью прессов, в которых материал подвергается уплотнению после предварительного формования. Предлагается винтовой вибропресс с саморегулируемым электромеханическим приводом, в котором асинхронные электродвигатели приводов винта и вибропрессовщика соединены пофазнопоследовательно между собой, что обеспечивает автоматический режим работы пресса и увеличивает надежность его работы. 2 ил.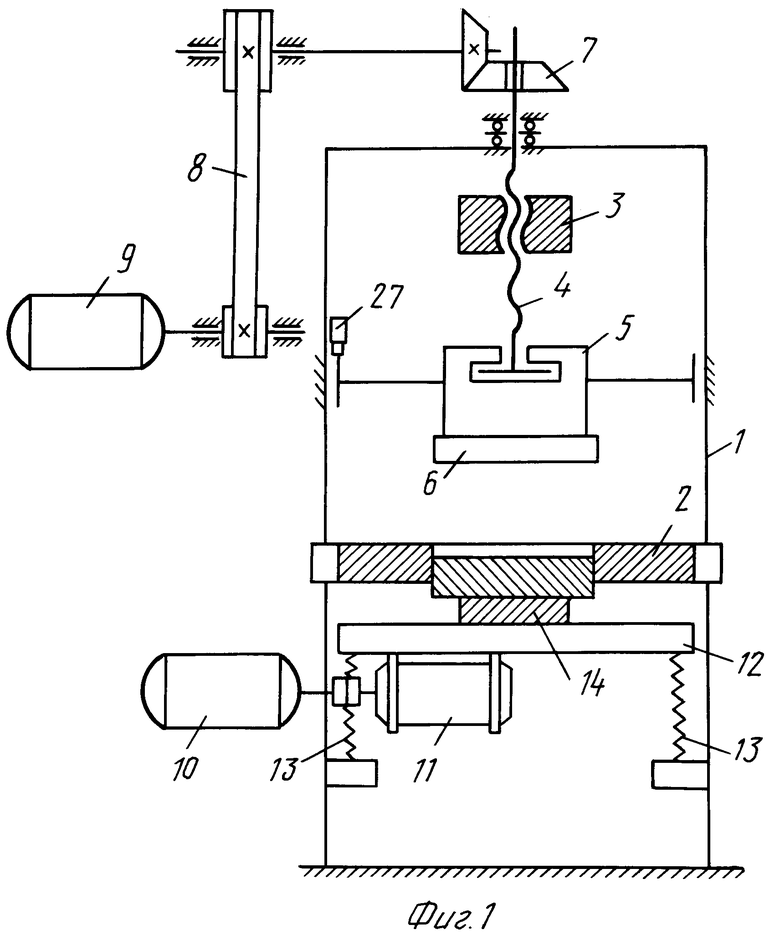
Винтовой вибропресс, содержащий станину с колоннами, на которых смонтирована матрица с выталкивателем и виброплитой, подвешенной на пружинах, и вибратором, механически связанным с первым электродвигателем, гайка с винтом, одной своей частью соединенным с ползуном с пуансоном, а другой частью через зубчатый редуктор и клинноременную передачу механически связанным с вторым электродвигателем, отличающийся тем, что указанные электродвигатели выполнены асинхронными, обмотки статоров которых соединены пофазно последовательно и подключены к питающей сети через автоматический выключатель и контакты контакторов "Вперед" и "Назад" реверсивного пускателя, причем обмотка контактора "Вперед" подключена к питающей сети через размыкающий блок контакт контактора "Назад", размыкающий контакт первого реле времени, обмотка которого подключена параллельно фазной обмотке статора второго асинхронного электродвигателя, и кнопку "Пуск", параллельно которой подключен замыкающий контакт контактора "Вперед", обмотка контактора "Назад" подключена к питающей сети через размыкающий блок контакт контактора "Вперед", замыкающий контакт первого реле времени и концевой выключатель, обмотка промежуточного реле подключена к питающей сети через размыкающий контакт второго реле времени, замыкающие контакты промежуточного реле включены таким образом, что обеспечивают шунтирование фазных обмоток второго электродвигателя, а обмотка второго реле времени через замыкающий контакт контактора "Вперед" подключена к сети, обмотки контакторов "Вперед" и "Назад", второго реле времени и промежуточного реле подключены к питающей сети через общую размыкающую кнопку "Стоп".
| Борщевский А.А., Ильин А.С | |||
| Механическое оборудование для производства ст роительных материалов и изделий | |||
| - М.: Высшая школа, 1987, с | |||
| Приспособление для увеличения сцепной силы тяги паровозов и других повозок | 1919 |
|
SU355A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
