Изобретение относится к станкостроению, в частности к инструментам для кинетопластического формообразования типовых поверхностей деталей машин на металлорежущих станках общетехнологического назначения.
Известны различные виды головок для формообразования пластической деформацией типовых поверхностей деталей машин на металлорежущих станках общетехнологического назначения, в том числе станках токарной группы любого уровня автоматизации. В частности, известны аксиальные резьбонакатные головки, оснащенные трехштучным комплектом цилиндрических резьбовых роликов для формообразования винтовой резьбовой поверхности или головки, оснащенные для минимизации обрабатываемого диаметра двухштучным комплектом цилиндрических резьбовых роликов, но с направляющей втулкой для накатывания мелкоразмерных резьб [1].
Для перекатки цилиндра в цилиндр известен способ и инструмент реверсивного формообразования среднеразмерных цилиндров (2). В этом варианте используется трехштучный центрирующий комплект цилиндрических роликов, а контакт цилиндрических калибрующих поверхностей роликов и цилиндра заготовки является точечным.
Общим недостатком известных технических решений применительно к формообразованию мелкоразмерных цилиндрических поверхностей является невозможность обработки малых, в том числе предельно малых, менее 1 мм, диаметров, с одной стороны, из-за невозможности близкого сведения трехштучных центрирующих комплектов роликов, с другой, из-за необходимости в дополнительных поддерживающих заготовку устройствах в головках с двухштучными комплектами роликов со свойственными этим устройствам недостатками.
Задачей изобретения является расширение технологических возможностей, улучшение качества изделий и упрощение инструментов.
Это достигается тем, что аксиальная головка для перекатки цилиндра в цилиндр, содержащая диаметрально расположенные и наклонно установленные два ролика, эксцентрично оси, малые и центральное зубчатые колеса и раскрывающий механизм или без него, оснащается роликами, имеющими калибрирующую часть в виде поверхности вращения, образующая которой является эллипсом, описываемым уравнением
где
x и y - текущие координаты;
Σ - межосевой угол, град;
r - радиус обработанного цилиндра, мм;
или аппроксимирующей окружностью радиуса R (фиг. 3)
где
b - половина ширины калибрующей части роликов, мм;
h - стрела прогиба дуги, определяемая из
h = r -(r2- b2•sin2Σ)1/2, мм.
Такое решение, с одной стороны, позволяет схватывать заготовку за счет вогнутой формы поверхности роликов, обеспечивая линейчатый, а не точечный контакт, и не давая такому нежесткому цилиндру заготовки смещаться с центра вследствие деформации, исключая таким образом необходимость в поддерживающих устройствах; с другой стороны, позволяет двухштучный комплект сводить к центру, предельно близко обеспечивая возможность обработки весьма малых, близких к нулю, диаметров.
На фиг. 1 схематически изображена головка; на фиг.2 - схема установки роликов относительно заготовки и положение эллиптической образующей калибрующей части ролика; на фиг. 3 - схема расположения аппроксимирующей окружности; на фиг. 4 - взаимоположение роликов и заготовки, обеспечивающее фиксацию последней в центре.
Головка работает следующим образом.
В начальной стадии процесса обработки головка за счет осевой подачи захватывается вращающейся заготовкой и перемещается вдоль оси изделия. Две вогнутых калибрующих части двухштучного комплекта роликов при этом охватывают обработанный цилиндр и не дают ему возможность изогнуться и выйти из зоны обработки. По достижении необходимой длины головка раскрывается и отводится без обратного вращения, либо, не раскрываясь, отводится обратным вращением как плашка.
Источники информации
1. Султанов Т.А. "Резьбонакатные головки". -М.: Машиностроение, 1966, с. 68.
2. Авторское свидетельство СССР N 1790462, кл. B 21 H 3/00, 1993.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ПЕРЕКАТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ПРУТКОВ | 1995 |
|
RU2100125C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1996 |
|
RU2095182C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА С ПЛОСКИМИ ПЛАШКАМИ ДЛЯ ОБРАБОТКИ ПРЕДЕЛЬНО МЕЛКОРАЗМЕРНЫХ РЕЗЬБ (ВАРИАНТЫ) | 1995 |
|
RU2087237C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102176C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| ПРОГОНОЧНАЯ РЕЗЬБОНАКАТНАЯ ПЛАШКА ДЛЯ ЭКСПЕДИЦИОННЫХ УСЛОВИЙ | 1998 |
|
RU2143331C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1992 |
|
RU2028861C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |

Изобретение относится к станкостроению, в частности к инструментам для кинетопластического формообразования типовых поверхностей деталей машин на металлорежущих станках общетехнологического назначения. Головка работает следующим образом. В начальной стадии процесса обработки головка за счет осевой подачи захватывается вращающейся заготовкой и перемещается вдоль ее оси. Две вогнутых калибрующих части двухштучного комплекта роликов при этом охватывают обработанный цилиндр и не дают ему возможности изогнуться и выйти из зоны обработки. До достижении необходимой длины головка за счет срабатывания механизма раскрытия раскрывается и отводится без обратного вращения. Особенности конструкции головки заключаются в том, что двухштучный комплект роликов имеет калибрующую часть в виде поверхности вращения, образующая которой является или эллипсом, или аппроксимирующей его окружностью. Результатом является возможность обработки малых диаметров и упрощение конструкции за счет исключения поддерживающих устройств. 4 ил.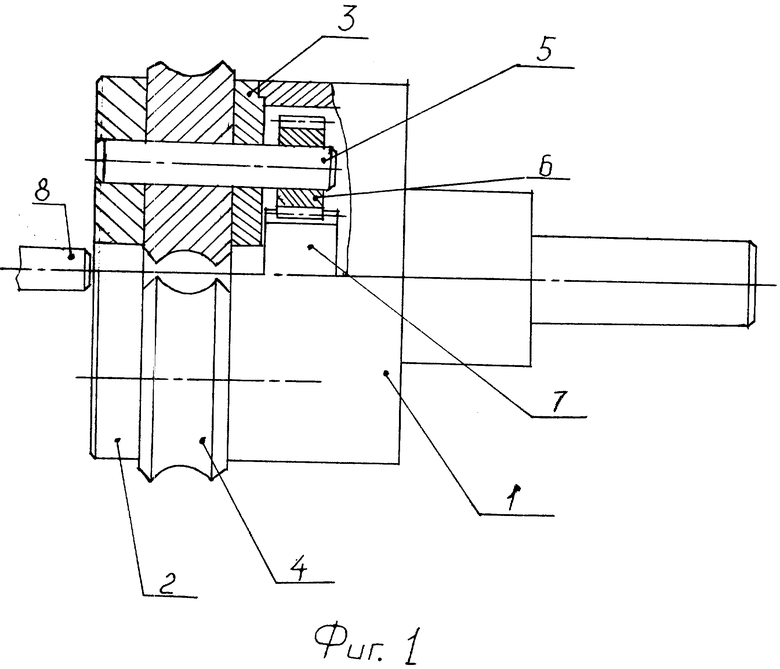
Аксиональная головка для перекатки мелкоразмерных цилиндров, содержащая корпус, два диаметрально расположенных ролика, эксцентриковые оси, зубчатые колеса или зубчатые венцы на их концах, центральное зубчатое колесо, находящееся с ним в зацеплении, и механизм разведения роликов, отличающаяся тем, что каждый из роликов имеет две конические заборные части и калибрующую часть, выполненную в виде поверхности вращения, образующая которой принадлежит эллипсу, описываемому уравнением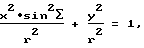
где x и y - текущие координаты;
Σ - межосевой угол;
r - радиус обрабатываемого цилиндра, мм,
или аппроксимирующей его окружностью радиусом R
R = (b2 + h2) 4h, мм,
где b - половина ширины калибрующей части, мм;
h - стрела прогиба дуги, определяемая из
h = r-(r2-b2sin2Σ)1/2, мм.о
| SU, авторское свидетельство, N 1790462, B 21 H 3/00, 1993. |
