Изобретение относится к инструментам для холодной обработки металлов методом пластической деформации на металлорежущих станках, в частности станках токарной группы.
Наиболее близким по технической сущности инструментом является обкатная головка с неприводными роликами, с помощью которой формообразование цилиндрической поверхности происходит в два этапа: при прямом ходе - самозатягивание за счет соответствующего угла перекрещивания и при обратном ходе за счет изменения положения роликов на противоположный угол перекрещивания.
Недостатком данного технического решения применительно к обработке длинномерных изделий (прутков) является, во-первых явление закручивания вследствие использования в конструкции неприводных роликов, во-вторых - отсутствие у инструмента механизма предварительного плавного регулирования угла перекрещивания осей.
Техническим результатом изобретения является создание инструмента с приводными роликами и регулируемым межосевым углом, обеспечивающего перекатку прутка на меньший диаметр на металлорежущих станках, исключая закручивание его при перекатке. При этом имеется возможность регулировочного изменения параметров перекрещивания осей роликов и величины обрабатываемого диаметра.
Указанный результат достигается тем, что зона пластической деформации и привод заготовки совмещены в одном месте, что исключает закручивание. При этом величина осевого перемещения прутка (подача) и диаметр обработки изменяются благодаря возможности изменения угла перекрещивания осей и радиального перемещения роликов.
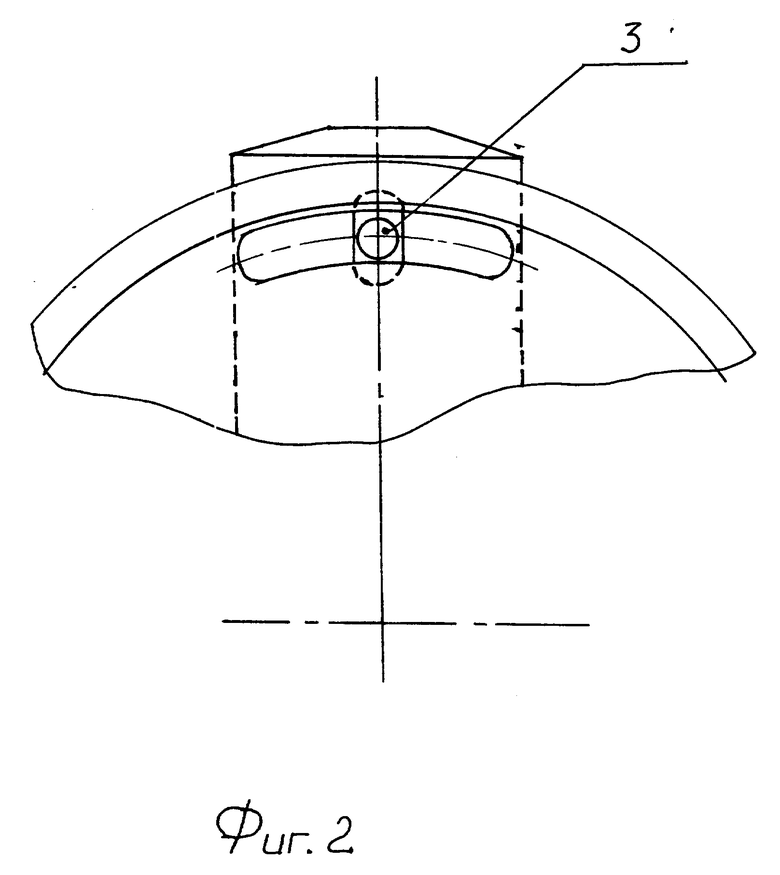
На фиг. 1 представлена схема предлагаемого инструмента; на фиг. 2 вид по стрелке А на фиг.1.
В инструменте в корпусе 1, зафиксированном на передней бабке токарного станка, радиально располагаются трех- или двухштучный комплект деформирующих роликов, установленный на цилиндрических вставках 2, имеющих возможность поворачиваться вокруг своей оси при регулировке угла перекрещивания пальцами 3, сидящими в регулировочном диске 4. Регулировочный диск 4 сидит на бурте корпуса 1 и может на нем поворачиваться и фиксироваться в целях регулировки. Пальцы 3, запрессованные в диск 4, проходя сквозь дугообразные пазы корпуса 1, входят в продольные пазы вставок 2 (фиг. 2, деталь 4 снята). Регулировочный поворот диска 4 приводит через пальцы 3 к некоторому синхронному повороту вокруг своих осей вставок 2, меняя таким образом угол перекрещивания осей. При радиальном положении вставок 2 обрабатываемый диаметр регулируется двумя кольцами 5, взаимодействующими со вставкой своими коническими поверхностями. Вставки 2 подтягиваются к кольцам 5 винтами 6.
Соосно с цилиндрической вставкой 2 расположен блок конических зубчатых колес 7 и 8, свободно вращающихся на вставке 2 и находящихся, с одной стороны, через колесо 7 в зацеплении с зубчатым коническим венцом диска 9, устанавливаемым на шпинделе станка, с другой стороны, через колесо 8, находящимся в зацеплении с зубчатым колесом 10, сидящим на общей с роликом 11 оси 12. Все эти шестерни и венцы 7, 8, 9, 10 образуют систему зубчатых колес, обеспечивающих кинематическую связь вращения роликов 11 от шпинделя станка.
Головка работает следующим образом. Будучи установленной на шпинделе токарного станка, она имеет зафиксированный от вращения внешний корпус 1, благодаря чему осуществляется привод вращательного движения роликов, расположенных во вставках 2 на осях 12 через систему зубчатых конических колес 7, 8, 10, приводимых в движение прикрепленным к шпинделю диском 9, имеющим на торце зубчатый конический венец. Пруток вручную подается в просвет между роликами 11 и благодаря наличию перекрещивающихся осей роликов 11 и заготовки возникает движение осевой подачи. Величина осевой подачи S (мм/об) варьируется путем изменения угла перекрещивания, а параметры связаны между собой следующей зависимостью
S = πdtgΣk
где d диаметр обработки;
Σ угол перекрещивания;
k коэффициент проскальзывания 0,9-0,98, в зависимости от материала, сож, режимов и т.д.
Перекатанный на другой диаметр пруток проходит через шпиндель и выходит с другой стороны передней бабки. Перекатка может осуществляться и в несколько переходов за счет соответствующего сведения роликов в головке.
Использование: обработка металлов давлением, в частности методом пластической деформации на металлорежущих станках токарной группы. Сущность изобретения: планетарная головка для перекатки прутков содержит устанавливаемый на станке неподвижно относительно передней бабки корпус, а также устанавливаемый на шпиндель диск, имеющий на торце зубчатый конический венец, комплект деформирующих роликов, установленных в корпусе на осях под углом перекрещивания. Ролики связаны посредством зубчатых колес с венцом диска и установлены с возможностью радиального регулировочного перемещения в размещенных в корпусе вставках. Геометрическая ось вставок совмещена с геометрической осью приводных зубчатых колес. Ролики установлены с возможностью регулирования угла перекрещивания их осей. 2 ил.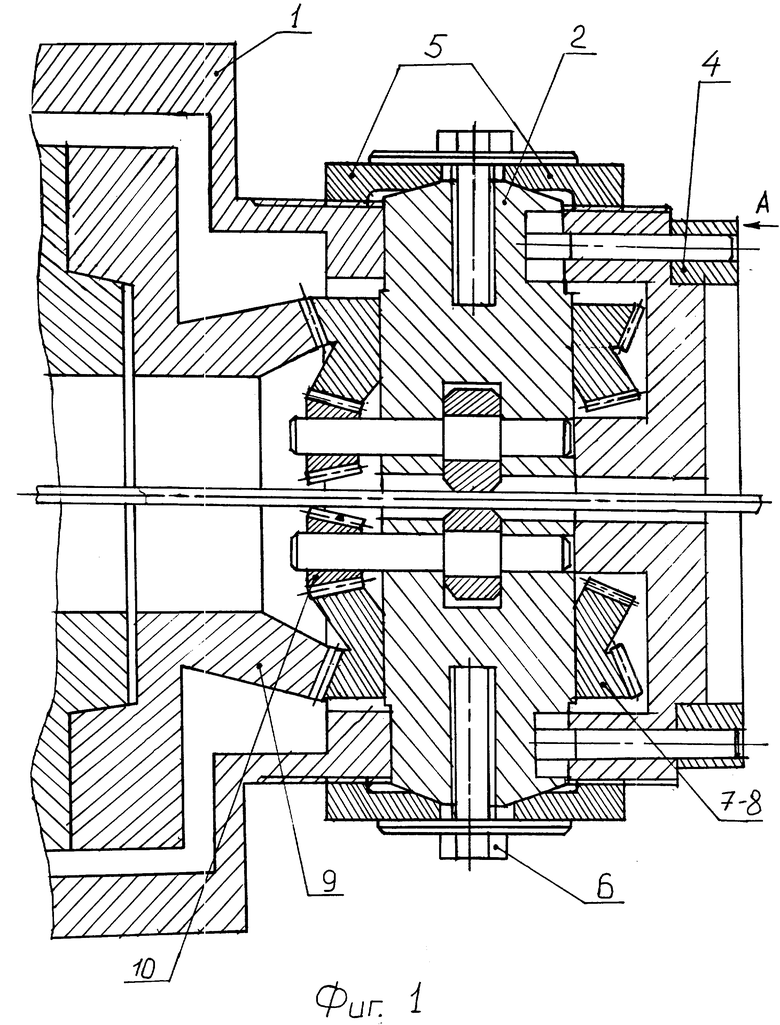
Планетарная головка для перекатки длинномерных цилиндрических прутков, содержащая устанавливаемый на токарном станке неподвижно относительно передней бабки корпус, а также устанавливаемый на шпиндель диск, имеющий на торце зубчатый конический венец, трех- или двухштучный комплект деформирующих роликов, установленных на осях, смонтированных в корпусе под углом перекрещивания и связанных посредством системы зубчатых колес с зубчатым венцом диска, отличающаяся тем, что ролики установлены с возможностью радиального регулировочного перемещения в размещенных в корпусе цилиндрических вставках, геометрическая ось которых совмещена с геометрической осью приводных зубчатых колес, а также с возможностью регулирования угла перекрещивания осей.
| SU, авторское свидетельство, 1790462, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
