Изобретение относится к технологии машиностроения, к обработке металлов давлением, в частности к способам формообразования наружных резьб пластическим деформированием - накатыванием резьбонакатной самораскрывающейся головкой.
Известен способ резьбонакатывания самораскрывающейся головкой, позволяющей накатывание наружных резьб с осевой подачей [1], у которой раскрытие осуществляется за счет поворота эксцентриковых осей, на которых установлены резьбонакатные ролики.
Недостатками данного способа являются ограниченные технологические возможности и сложность конструкции головки, связанные с наличием эксцентриковых осей, что приводит к сложности изготовления инструмента.
Известен способ накатывания наружных резьб самораскрывающейся резьбонакатной головкой с осевой подачей [2], у которой раскрытие производится за счет поворота кулачков, на которых установлены оси с резьбонакатными роликами.
Известный способ и головка, реализующая этот способ, имеют ограниченные технологические возможности и применяются лишь для накатывания резьб большого диаметра и с мелким шагом, при этом большие массогабаритные показатели головки из-за необходимости иметь значительное пространство для поворота кулачков и консольного закрепления осей с роликами ограничивают ее применение.
Известен способ и устройство для накатывания внутренней резьбы, содержащее корпус, в пазах которого размещены деформирующие элементы с возможностью радиального перемещения и хвостовик, при этом оно снабжено винтом, имеющим участок с левой резьбой и участок с правой резьбой, размещенной на каждом из участков гайкой с концентричной ей втулкой [3]. Втулки имеют конические поверхности, на которые опираются деформирующие элементы. При вращении винта гайки с втулками перемещаются в разные стороны, сдвигая или раздвигая деформирующие элементы в радиальном направлении. Данный способ и устройство могут быть использованы лишь для накатывания внутренних резьб.
Известен способ накатывания наружных резьб и раскрывающаяся резьбонакатная головка для его реализации, содержащая корпус с размещенными в нем подвижными в радиальном направлении опорами с накатными роликами, контактирующими с опорами клиньями, связанными с механизмом регулировки, а также механизм раскрытия с соосным корпусу кольцом, подвижным в осевом направлении, при этом головка снабжена смонтированным в механизме раскрытия двуплечим рычагом, взаимодействующим одним плечом с кольцом, а другим - с клиньями [4].
Недостатками известного способа наружного резьбонакатывания являются нестабильная работа из-за повышенного износа головки, реализующей данный способ, ввиду того, что радиальные и осевые усилия при накатывании воспринимаются механизмом раскрытия, имеющим в своем составе опорные клинья и рычаги, кроме того, сложность конструкции не позволяет достигнуть улучшения качества резьбы изделия и повышения стойкости инструмента из-за возникающих существенных по величине, самопроизвольных осевых относительных перемещений инструмента и заготовки. Эти перемещения неизбежны при резьбонакатывании инструментами, имеющими на рабочей поверхности винтовую резьбу, и являются органическим недостатком известных способов резьбонакатывания, осуществляемых с поперечной подачей инструмента (заготовки). Самопроизвольные осевые относительные перемещения инструмента и заготовки являются следствием непостоянства в течение одного цикла обработки диаметров обкатки инструмента и заготовки, вызванного их взаимным сближением в результате рабочей подачи.
Задачей изобретения является расширение технологических возможностей накатывания широкого диапазона наружных резьб путем обеспечения осевой подачи резьбонакатных роликов, упрощения конструкции и автоматического самораскрывания головки, позволяющие снизить себестоимость изготовления резьбовой поверхности, повысить качество и производительность процесса накатывания и стойкость инструмента.
Поставленная задача решается с помощью предлагаемого способа накатывания наружных резьб, включающего сообщение детали вращения, а инструменту - возвратно-поступательной продольной подачи, при этом в качестве инструмента используют самораскрывающуюся головку, содержащую корпус и хвостовик, корпус свободно вращается на хвостовике, на внутренней поверхности корпуса выполняют участок с левой резьбой и участок с правой резьбой и размещают на каждом из участков диск, имеющий внутренние конические поверхности и радиальные пазы, диски подвижно соединяют с хвостовиком и друг с другом с помощью штырей, при этом самораскрывающуюся головку снабжают не менее, чем тремя роликами, которые устанавливают на осях на игольчатых подшипниках и закрепляют гайкой через кольца с коническими наружными поверхностями, контактирующими с внутренними коническими поверхностями дисков, накатывание осуществляют радиальным перемещением резьбонакатных роликов, с торцов роликов располагают упорные подшипники, в радиальных пазах дисков располагают оси роликов и воздействуют на них пружинными кольцами, опирающимися на штыри.
При этом инструмент-головка содержит упор в виде штыря, расположенный и неподвижно закрепленный на торце корпуса, два регулируемых упора, контактирующих с первым, закрепленных на кольце на хвостовике и определяющих угол поворота корпуса относительно хвостовика, и ленточную спиральную пружину, закрепленную одним концом на корпусе, другим концом на хвостовике.
Кроме того, инструмент-головка содержит храповик, состоящий из храпового колеса, принадлежащего корпусу, и фиксатора, установленного подвижно в пазу хвостовика и поджатого пружиной к храповому колесу, и сменный упор, воздействующий на фиксатор, расцепляя его с храповым колесом при окончании накатывания и давая команду на самооткрывание головки.
При этом корпус инструмента-головки свободно вращается на хвостовике на подшипнике скольжения в виде самосмазывающейся втулки, запрессованной на хвостовике, и зафиксирован от выпадения разжимным пружинящим кольцом.
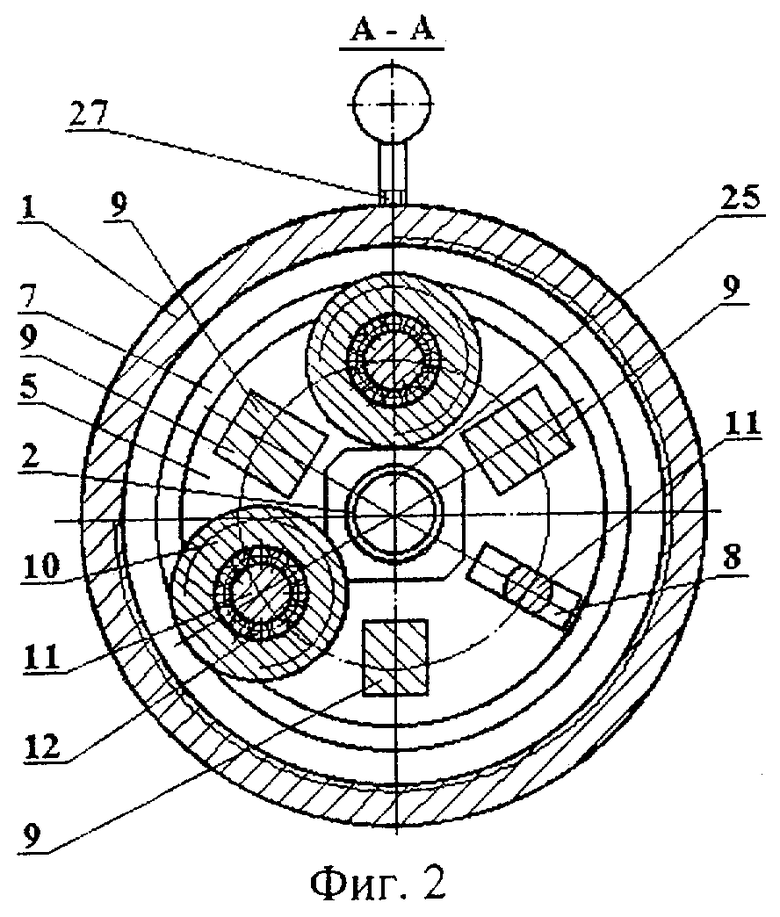
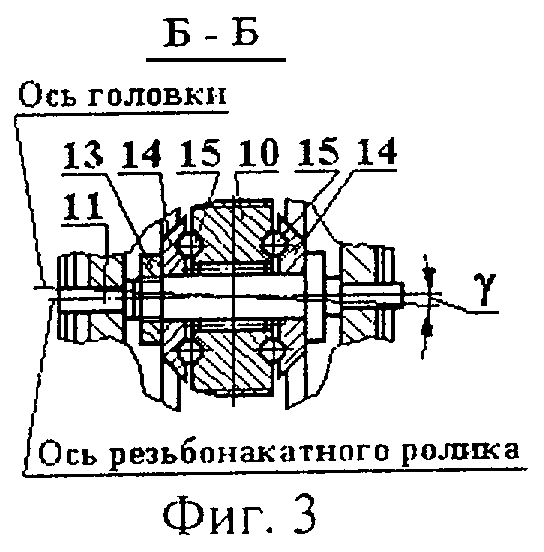
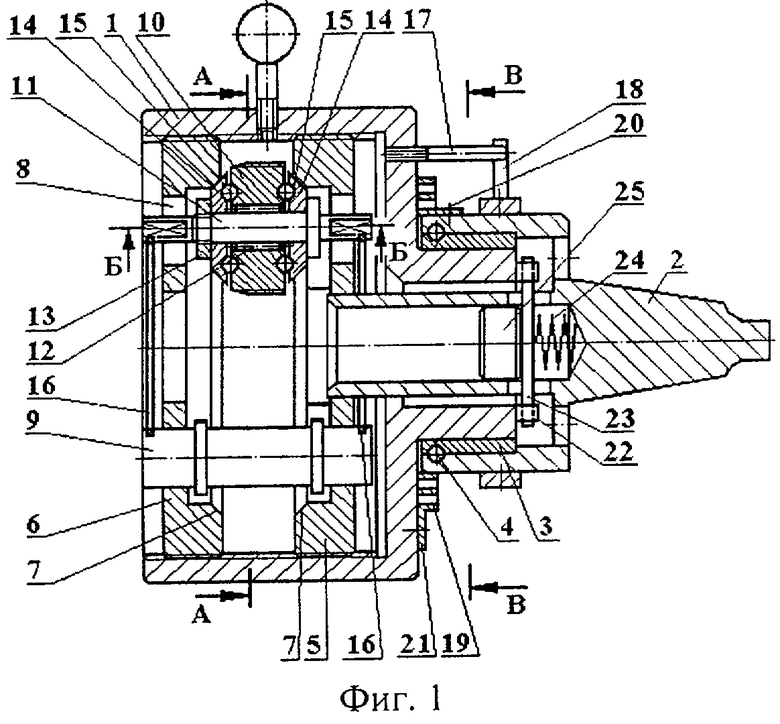
На фиг.1 изображена самораскрывающаяся головка, реализующая предлагаемый способ накатывания наружных резьб, с осевой подачей трех резьбонакатных роликов, продольный разрез; на фиг.2 - сечение А-А на фиг.1, третий резьбонакатной ролик условно не показан; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - схема предлагаемого способа накатывания наружной резьбы самораскрывающейся головкой.
Предлагаемый способ предназначен для накатывания наружных резьб и включает сообщение детали вращения, а инструменту - возвратно-поступательной продольной подачи, при этом в качестве инструмента используют самораскрывающуюся головку.
Головка содержит корпус 1 и хвостовик 2, причем корпус свободно вращается на хвостовике на подшипнике скольжения в виде самосмазывающейся втулки 3, запрессованной на хвостовике 2, и зафиксирован от выпадения разжимным пружинящим кольцом 4.
На внутренней поверхности отверстия головка имеет участок с левой резьбой и участок с правой резьбой и снабжена размещенным на каждом из участков диском 5 и 6, имеющим внутренние конические поверхности 7, радиальные пазы 8, при этом диски 5 и 6 подвижно соединены с хвостовиком 2 и друг с другом с помощью штырей 9, равномерно расположенных по окружности в количестве не менее трех штук. Резьбовые диски 5 и 6 не имеют возможности вращения относительно хвостовика, так как диск 5 имеет отверстие прямоугольной формы, в которое вставлена прямоугольная концевая цапфа хвостовика 2.
Головка содержит не менее трех резьбонакатных роликов 10, имеющих возможность радиального перемещения, установленных на осях 11 на игольчатых подшипниках 12 и закрепленных гайкой 13 через кольца 14 с коническими наружными поверхностями, контактирующие с упомянутыми внутренними коническими поверхностями 7 дисков 5 и 6. Упорные подшипники 15 располагают по торцам роликов 10 с целью возможности сопряжения вращающихся роликов 10 с не вращающимися кольцами 14.
Оси 11 соответствующими шейками с лысками расположены в радиальных пазах 8 дисков 5 и 6 и подвержены воздействию пружинных колец 16, опирающиеся на штыри 9, с целью поддержания постоянного контакта колец 14 с дисками 5 и 6. Радиальные пазы 8 в дисках 5 и 6 позволяют располагаться осям 11 резьбонакатных роликов 10 под углом γ к общей оси головки, примерно равным углу подъема накатываемой резьбы.
Головка содержит упор 17 в виде штыря, расположенный и неподвижно закрепленный на торце корпуса 1, два регулируемых упора 18, контактирующих с упором 17, закрепленных на кольце на хвостовике 2 и определяющих угол поворота корпуса 1 относительно хвостовика 2, и ленточную спиральную пружину 19, закрепленную одним концом 20 на корпусе 1, другим концом 21 на хвостовике 2.
Головка содержит храповик, состоящий из храпового колеса 22, принадлежащего корпусу 1, и фиксатора 23, установленного подвижно в пазу хвостовика 2 и поджатого пружиной 24 к храповому колесу 22. Храповик обеспечивает свободный поворот корпуса 1 относительно хвостовика 2 на закрытие головки, т.е. сближения резьбонакатных роликов 10, и не позволяет поворот корпуса 1 относительно хвостовика 2 на раскрытие головки (т.е. удаление роликов от центральной оси головки). В контакте с фиксатором 23 находится сменный упор 25, вставленный в отверстие хвостовика 2 и воздействующий на фиксатор 23, расцепляя его с храповым колесом 22 при окончании накатывания, когда обработанная деталь 26, в свою очередь, воздействует на упор 25, и давая команду на самооткрывание головки.
Резьбонакатные ролики 10 имеют заборную и калибрующую части, содержащие витки кольцевой резьбы, которые смещены друг относительно друга на соседних роликах в продольном направлении на величину, равную РIII/n,
где РIII - шаг накатываемой резьбы,
n - количество резьбонакатных роликов 10.
Способ предусматривает установку головки, например, на суппорте на месте резцедержателя или в задней бабке токарного станка 16К20 (на схеме фиг.5 не показан) с помощью хвостовика 2. Перед началом работы рабочий или специальный механизм станка (на схеме не показан) приводит головку в закрытое положение, поворачивая корпус 1 относительно хвостовика 2 с помощью ручки 27 на угол, задаваемый упорами 17 и 18. При этом резьбовые диски 5 и 6 перемещаются по направлению друг к другу. Их конические поверхности 7 давят на конические поверхности колец 14, перемещая их вместе с осями 11 и роликами 10 к центру головки до тех пор, пока диаметр отверстия между вершинами резьбы калибрующей части резьбонакатных роликов 10 станет равным внутреннему диаметру накатываемой резьбы. При повороте корпуса 1 относительно хвостовика 2 на закрытие головки происходит сжатие и скручивание ленточной пружины 19.
Согласно предлагаемому способу обрабатываемой детали 26, закрепленной в патроне 28, который расположен на шпинделе 29 передней бабки 30, сообщается главное вращательное движение Vд. Головка подводится к детали и вводится в соприкосновение с ней с некоторым небольшим усилием и продольной подачей Sпр, равной шагу накатываемой резьбы. После того как произойдет захватывание роликами 10 детали 26, усилие, прикладываемое к головке, снимается, и она под действием самоподачи накатывает резьбу на детали.
В конце процесса накатывания после того, как торец детали 26 достигает сменного упора 25, деталь отжимает последний в сторону хвостовика 2. Сменный упор 25 выводит фиксатор 23 из зацепления с храповым колесом 22. Освобожденный корпус 1 под действием взведенной ленточной пружины 19 поворачивается в обратную сторону. Резьбовые диски 5 и 6 расходятся в разные стороны и ролики 10 под действием пружинных колец 16 перемещаются в радиальном направлении от детали 26, осуществляя раскрытие головки.
Заканчивается процесс накатывания отводом головки на ускоренной подаче от накатанной детали 26. В патрон 28 устанавливается новая деталь и цикл повторяется.
Настройка головки, работающей по предлагаемому способу, на накатывание резьбы определенного диаметра происходит по калибру, представляющему собой стержень с резьбой, соответствующей резьбе на накатываемых деталях, который вводится между роликами 10, поворотом корпуса 1 относительно хвостовика 2 с помощью ручки 27. После зажатия калибра упоры 18 настраиваются на необходимый угол поворота корпуса 1 относительно хвостовика 2.
При разнице в диаметре между накатываемыми резьбами более 10 мм производится замена комплекта резьбонакатных роликов 10 на ролики большего или меньшего диаметров.
Настройка головки на накатывание резьб определенной длины осуществляется подбором сменного упора 25 соответствующей длины.
Настройка головки на накатывание резьб, имеющих определенный угол подъема, осуществляется подбором резьбовых дисков 5 и 6, имеющих соответствующий угол наклона радиальных пазов.
Таким образом, за счет настройки или подбора сравнительно простых по форме сменных деталей предлагаемый способ и головка могут использоваться для накатывания с осевой подачей широкого диапазона наружных резьб.
Пример. Деталь - винт длиной 200 мм с резьбой M16-6g устанавливали в патроне токарного станка 16К20, а головку в резцедержателе станка. Детали сообщали вращательное движение Vд=11 м/мин. Испытаниями установлено, что размеры накатанной резьбы стабильны и соответствуют требуемому квалитету точности, стойкость инструмента соответствует нормам стойкости инструмента для аксиальных резьбонакатных головок, высота шероховатости резьбовой поверхности соответствует требованиям чертежа.
Предлагаемый способ для накатывания наружных резьб с осевой подачей, реализуемый с помощью самораскрывающейся головки, которая имеет относительно простую конструкцию, позволяет накатывать резьбы в широком диапазоне диаметоов и шагов с высокой производительностью и качеством.
Источники информации
1. Грудов А.А., Комаров П.Н. Высокопроизводительный резьбообразующий инструмент. Обзор. М.: НИИмаш, 1980. - с.40, рис.17.
2. Султанов Т.А. Резьбонакатные головки. М.: Машиностроение, 1966. - С.83, рис.36.
3. А. с. СССР 1058698, МКИ B 21 H 3/08. Устройство для обработки внутренней резьбы. // Г.П. Урлапов, Н.В. Любин, В.С. Павленко. Заявка № 3348332/25-27, заявл. 13.10.81, опуб. 07.12.83. Бюл. № 45.
4. А. с. СССР 50086, МКИ B 21 H 3/02. Раскрывающаяся резьбонакатная головка. // В.Г. Алексеев. Заявка № 2057939/25-27, 09.09.74 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Универсальный резьбонакатнойРОлиК | 1978 |
|
SU795676A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ КРУПНЫХ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253535C1 |


Изобретение относится к технологии машиностроения, в частности к способам формообразования наружных резьб пластическим деформированием - накатыванием резьбонакатной самораскрывающейся головкой. Задача изобретения - расширение технологических возможностей накатывания широкого диапазона наружных резьб, повышение их качества и снижение себестоимости. Способ включает сообщение детали вращения, а инструменту - возвратно-поступательной продольной подачи. В качестве инструмента используют самораскрывающуюся головку, содержащую корпус и хвостовик, причем корпус свободно вращается на хвостовике, имеет на внутренней поверхности отверстия участок с левой резьбой и участок с правой резьбой и снабжен размещенным на каждом из участков диском, имеющим внутренние конические поверхности, радиальные пазы. Диски подвижно соединены с хвостовиком и друг с другом с помощью штырей. Инструмент-головка содержит не менее трех резьбонакатных роликов, имеющих возможность радиального перемещения, установленных на осях на игольчатых подшипниках и закрепленных гайкой через кольца с коническими наружными поверхностями, контактирующими с упомянутыми внутренними коническими поверхностями дисков, и упорные подшипники, расположенные с торцов роликов, при этом оси расположены в упомянутых радиальных пазах дисков и подвержены воздействию пружинных колец, опирающихся на штыри. Изобретение обеспечивает возможность накатывания резьб в широком диапазоне диаметров и шагов с высокой производительностью. 3 з.п. ф-лы, 5 ил.
| Раскрывающаяся резьбонакатная головка | 1974 |
|
SU500867A1 |
| Самораскрывающаяся резьбонарезная головка | 1935 |
|
SU49736A1 |
| RU 2058847 C1, 27.04.1996 | |||
| DE 3300029 A, 05.07.1984. | |||

