Изобретение относится к области порошковой металлургии, в частности к изготовлению постоянных магнитов из высококоэрцитивных сплавов.
Известен способ изготовления постоянных магнитов из сплавов типа Nd-Fe-B методом порошковой металлургии, заключающийся в изготовлении слитков сплава, их дроблении и помоле, прессовании порошка в магнитном поле, спекании прессовок, их предварительной механической обработке, термообработке, окончательной механической обработке, контроле магнитных параметров [1]. Недостатком данного способа является низкая коррозионная стойкость магнитов.
Наиболее близким к предлагаемому способу по достигаемому результату является способ изготовления постоянных магнитов [2], заключающийся в нанесении на их поверхность слоя оксидного антикоррозионного покрытия. Для этого после окончательной механической обработки заготовок магнитов их поверхность покрывают алкоголятом металла с последующим его термическим разложением. В результате материал магнита становится защищенным от коррозии при работе на открытом воздухе. Однако коррозионная стойкость магнитов оказывается недостаточной при 100%-ной влажности и в условиях солевого тумана. Кроме того, полученные таким образом магниты характеризуются пониженными значениями показателей прочности. Технической задачей настоящего изобретения является повышение коррозионной стойкости и прочности получаемых методом порошковой металлургии магнитов.
Указанная задача решается за счет того, что в способе, включающем операции прессования заготовок, их спекания, механической обработки, термообработки в расплаве солей с одновременным нанесением оксидного антикоррозионного покрытия с последующим охлаждением, согласно изобретению при термообработке перед выдержкой заготовок в расплаве солей их выдерживают в металлическом расплаве в течение 5 - 10 мин, а состав металлического расплава содержит алюминий, галлий и олово при следующем соотношении компонентов в %: алюминий - 5 - 10; галлий - 10 - 15; олово - 75 - 95.
Более высокая, по сравнению с прототипом, коррозионная стойкость заготовок магнитов, обработанных по предлагаемому способу, достигается в результате того, что входящие в состав металлического расплава элементы взаимодействуют с элементами сплава заготовки магнитов (прежде всего с неодимом) и образуют с ними устойчивые химические соединения. Коррозионно-стойкие соединения на магнитах пассивируют их поверхность, делают ее устойчивой не только в атмосфере воздуха, но и в среде со 100%-ной влажностью, а также в агрессивных средах (щелочные и кислотные испарения, солевой туман). Образовавшийся защитный слой в отличие от прототипа конкретно связан с материалом магнита, он не отслаивается самопроизвольно и не отделяется при механическом воздействии. Толщина получаемого защитного слоя не более 0,01 мм, поэтому его образование не сопровождается ухудшением магнитных свойств материала магнита.
Пример практического осуществления способа.
После прессования, спекания и механической обработки заготовки выдерживали в металлическом расплаве, содержащем алюминий, галлий и олово, которые обеспечивают жидкое состояние расплава. Выдержка происходит при температуре термообработки заготовок из сплавов Nd-Fe-B, которая назначается для формирования магнитной структуры сплава, то есть при 560 - 600oC. Время выдержки заготовок магнитов в металлическом расплаве составляет 5 - 10 мин. В процессе такой обработки высоконеодимовая фаза, находящаяся по границам зерен сплава Nd-Fe-B взаимодействует с элементами расплава и образует с ними в приповерхностной зоне заготовок интерметаллидные фазы, обладающие высокими антикоррозионными свойствами. Затем заготовки магнитов переносят в безводный расплав солей (вторая стадия), например двухромовокислого калия (K2Cr2O7), также находящийся при 560 - 600oC и выдерживают в нем 35 - 40 мин, после чего заготовки переносят в воду для быстрого охлаждения до комнатной температуры. Весь процесс термообработки проводится в обычной открытой печи сопротивления.
Выдержка заготовок в металлическом расплаве более 10 мин нежелательна, так как при этом происходит загустевание расплава. Это связано с накоплением в нем интерметаллидов, которые образуются вследствие попадания в расплав из материала заготовок атомов железа. В то же время нахождение заготовок магнитов в металлическом расплаве более 10 мин уже не приводит к дальнейшему увеличению их коррозионной стойкости. При выдержке менее 5 мин не успевает образоваться защитный слой по всей поверхности.
Вторая стадия термообработки в расплаве K2Cr2O7 позволяет завершить формирование оптимальной для получения высоких магнитных свойств микроструктуры сплавов типа Nd-Fe-B. Образующаяся при этом оксидная пленка дополнительно пассивирует поверхность заготовок магнитов. Время выдержки в расплаве солей составляет 35 - 40 мин, что в сумме со временем выдержки на первой стадии составляет 45 мин. Суммарное время термообработки в 45 мин обусловлено необходимостью формирования высококоэрцитивного состояния в материале магнита.
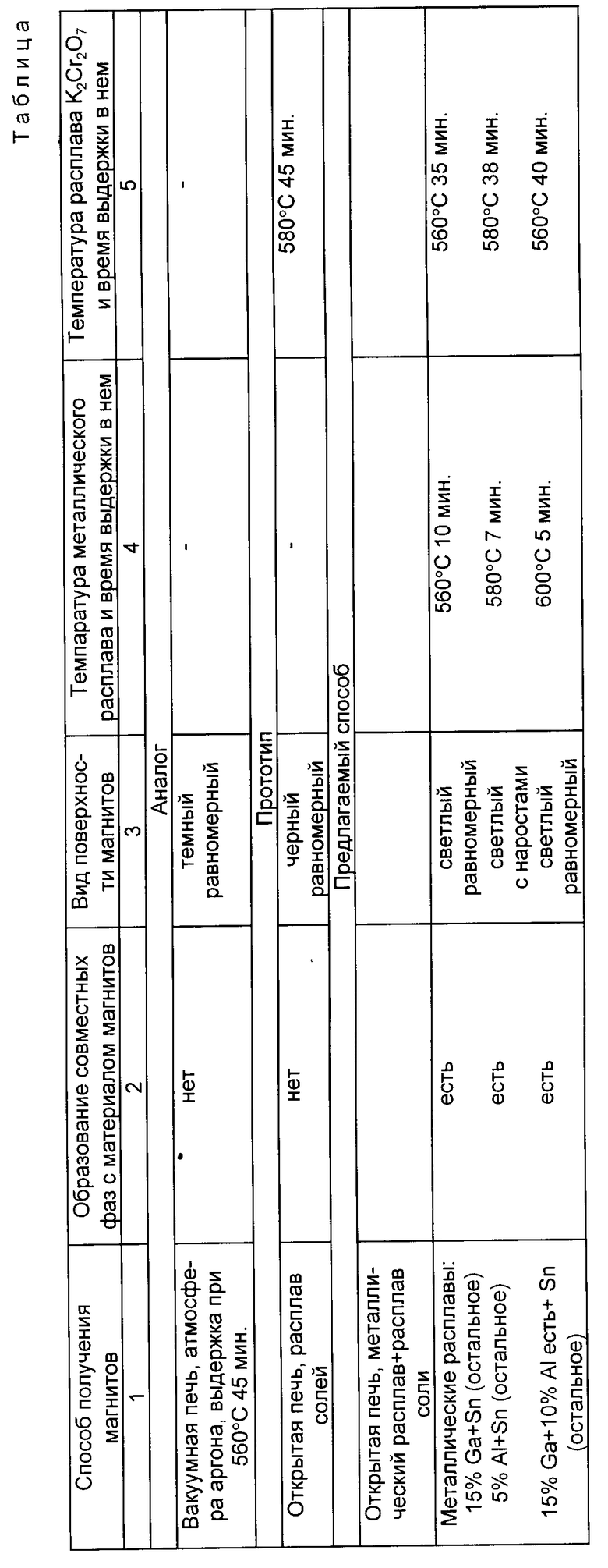
Спрессованные в магнитном поле и спеченные заготовки размером 20х20х5 мм из магнитотвердого сплава состава 32% Nd + 2,5% Dy + 3% Co + 1,2% B + 0,4% Al + Fe (остальное) подвергали термообработке по трем вариантам:
1) в вакуумной печи, атмосфера аргона;
2) в открытой печи, расплав солей;
30 в открытой печи, металлический расплав различного состава с последующим перенесением заготовок в расплав K2Cr2O7.
Составы металлических расплавов приведены в таблице.
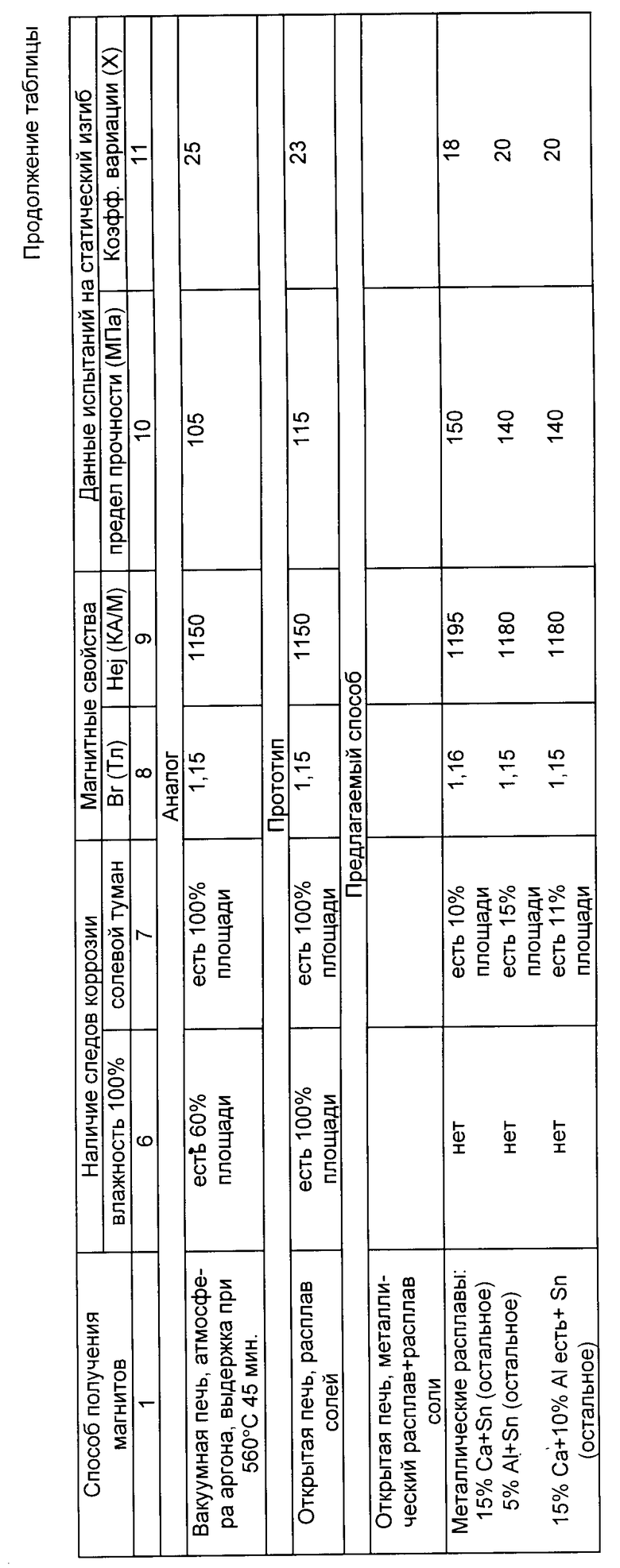
Все заготовки магнитов подвергали стандартным испытаниям на коррозионную стойкость в условиях 100%-ной влажности и солевого тумана. Время выдержки заготовки в этих условиях в каждом случае составляло 10 ч. Результаты испытаний приведены в таблице. В ней же приведены результаты определения магнитных и механических свойств заготовок, обработанных по каждому из вариантов.
Из таблицы видно, что заготовки магнитов, обработанные по предложенному способу, обладают повышенными стойкостью к коррозии и механической прочностью по сравнению с аналогом и прототипом, как в условиях 100%-ной влажности, так и в условиях солевого тумана. Магниты, изготовленные из этих заготовок, обладают также повышенным значением коэрцитивной силы и максимального энергетического произведения, что обусловлено отсутствием окисленного объема в материала (в приповерхностной зоне).
Методами рентгеноструктурного и металлографического анализов установлено образование коррозионно-стойких когерентно связанных с матрицей фаз на поверхности магнитов, например Fe2Al5, после выдержки их в металлическом расплаве, отсутствие фаз после выдержек в расплаве соли.
Источники информации.
1. Saqawa M. New materials for permanent maqnets on the base of Nd-Fe//J. Appl.Phys. - 1983. - V.55. - N 6. - P.2083.
2. Патент Японии В.4.2 - 37081, кл H 01 F 41/02.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коррозионностойких постоянных магнитов | 2018 |
|
RU2693887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННЫХ МАГНИТОВ | 1997 |
|
RU2127923C1 |
| МАТЕРИАЛ ДЛЯ РЕДКОЗЕМЕЛЬНЫХ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174261C1 |
| ЭЛЕКТРОЛИТ ДЛЯ МЕДНЕНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1994 |
|
RU2094543C1 |
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1997 |
|
RU2130963C1 |
| МАГНИТНЫЙ МАТЕРИАЛ ДЛЯ ПОСТОЯННЫХ МАГНИТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136068C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОВ НА ОСНОВЕ СПЛАВА РЕДКОЗЕМЕЛЬНЫЙ МЕТАЛЛ - ЖЕЛЕЗО - БОР | 1997 |
|
RU2114205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННОГО МАГНИТА | 1992 |
|
RU2024084C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СМАЧИВАЕМОСТИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ ПОЛИМЕРНЫМ КЛЕЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2040793C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВОДОУПОРНОСТИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2178888C1 |
Изобретение относится к области порошковой металлургии и позволяет повысить коррозионную стойкость и прочность магнитов. Для этого при термообработке перед выдержкой заготовок в расплаве солей их выдерживают в металлическом расплаве в течение 5-10 минут, при этом состав металлического расплава содержит алюминий, галлий и олово при следующем соотношении компонентов, в %: алюминий - 5-10; галлий - 10-15; олово - 75-95. 1 табл.
Способ изготовления постоянных магнитов, заключающийся в прессовании заготовок, их спекании, механической обработке, термообработке в расплаве солей с одновременным нанесением оксидного антикоррозионного покрытия с последующим охлаждением, отличающийся тем, что при термообработке перед выдержкой заготовок в расплаве солей их выдерживают в металлическом расплаве в течение 5 - 10 мин, при этом состав металлического расплава содержит алюминий, галлий и олово при следующем соотношении компонентов, %
Алюминий - 5 - 10
Галлий - 10 - 15
Олово - 75 - 95м
| JP, патент, В.4.2-37081, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
