Изобретение относится к технологии пайки и может быть использовано при выполнении швов в нефтепроводах, нефтепромысловых, нефтеперерабатывающих сооружениях, в машиностроении, транспорте и приборостроении.
Известны способы соединения двух деталей пайкой, при которых решается проблема заполнения зазора между ними за счет капиллярного эффекта в припое. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является способ пайки неферромагнитных материалов, при котором в зазоре размещают металлокерамический припой, содержащий в качестве наполнителя ферромагнитную фазу, и в зазоре создают магнитное поле (см. SU, 479331A, 30.10.84).
Недостаточная интенсивность магнитного поля не может обеспечить эффективного втягивания ферромагнитного припоя в зазор с образованием плотного шва, а чрезмерная ведет к неравномерному распределению припоя ферромагнитной фазы с вытеснением легкоплавкой фазы из участков шва с максимальной индукцией.
Цель изобретения - повышение качества плотного шва.
Для этого к зазору подводят магнит с образованием в зазоре магнитного потока с индукцией 0,1 ... 0,5 Тл.
Указанный диапазон магнитной индукции обеспечивает при обычных условиях, т. е. типичной величине зазора, оптимальной концентрации и геометрии частиц армирующей фазы, получение высококачественного паяного шва.
На чертеже изображена схема процесса пайки в магнитном поле.
В очищенный и обработанный флюсом зазор вводят припой либо в полужидком виде с помощью паяльника, либо при относительно высокой температуре 300oC и более пайки в твердом виде. В качестве припоя используется композиционный специальный припой, содержащий наряду с легкоплавкой фазой частички нерастворимого ферромагнитного наполнителя, например железных опилок или чешуек жести. Припой расплавляют с помощью горелки или индуктора. Одновременно к зазору подводят сильный магнит с образованием в зазоре магнитного потока с индукцией 0,1 ... 0,5 Тл, который втягивает расплавленный припой с ферромагнитным наполнителем в зазор, обеспечивая получение плотного шва за счет усиления капиллярного эффекта. Кроме того, удержание припоя магнитным полем обеспечивает простоту пайки вертикальных и потолочных швов.
Пример. Производилось запаивание отверстий в жестяной пластине паяльником с мощностью 100 Вт и шириной рабочего стержня 10 мм. В качестве припоя использовался припой ПОС 60. При запаивании отверстия паяльником с использованием припоя ПОС 60 удается перекрыть отверстие диаметром до 4 мм. При использовании того же припоя с добавлением 10-15% частиц железа перекрывается отверстие с диаметром до 6 - 8 мм. При наложении магнитного поля с индукцией 0,1 ... 0,5 Тл и использовании того же припоя с ферромагнитным наполнителем в виде частиц железа перекрывают отверстие с диаметром до 15 мм. Наложение магнитного поля позволяет заменить слабое действие капиллярного эффекта более сильным действием магнитного потока, что соответственно позволяет паять швы с узким и широким зазором, имеющим к тому же неровные края.
Использование данного способа пайки в магнитном поле позволит легко паять вертикальные и потолочные швы без стекания металла шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2000 |
|
RU2208505C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ ПОЛИКРИСТАЛЛОВ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1991 |
|
RU2102207C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭЛЕМЕНТОВ КОМПОЗИЦИОННОЙ МИШЕНИ ИЗ ТУГОПЛАВКОГО И ТРУДНОДЕФОРМИРУЕМОГО МАТЕРИАЛОВ | 1996 |
|
RU2104130C1 |
| Способ пайки | 1982 |
|
SU1077727A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК | 2003 |
|
RU2252846C1 |
| СПОСОБ ПАЙКИ СОТОВЫХ ПАНЕЛЕЙ | 2003 |
|
RU2242341C1 |
| МНОГОСЛОЙНЫЙ БЛОК ИЗ СВЕРХПРОВОДЯЩИХ ЛЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2579457C1 |
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1980 |
|
SU927460A1 |
| Состав наполнителя некапиллярных паяльных зазоров | 1986 |
|
SU1397227A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
Изобретение может быть использовано при выполнении швов в нефтегазопроводах, нефтепромысловых, нефтеперерабатывающих сооружениях, в машиностроении, транспорте, приборостроении. Пайка в магнитном поле осуществляется подводом к зазору сильного магнита с образованием в зазоре магнитного потока с индукцией 0,1-0,5 Тл. Расплавленный припой с ферромагнитным наполнителем втягивается в зазор. Обеспечивает получение плотного шва за счет усиления капиллярного эффекта. Позволит повысить качество шва и обеспечить простоту пайки вертикальных и потолочных швов. 1 ил.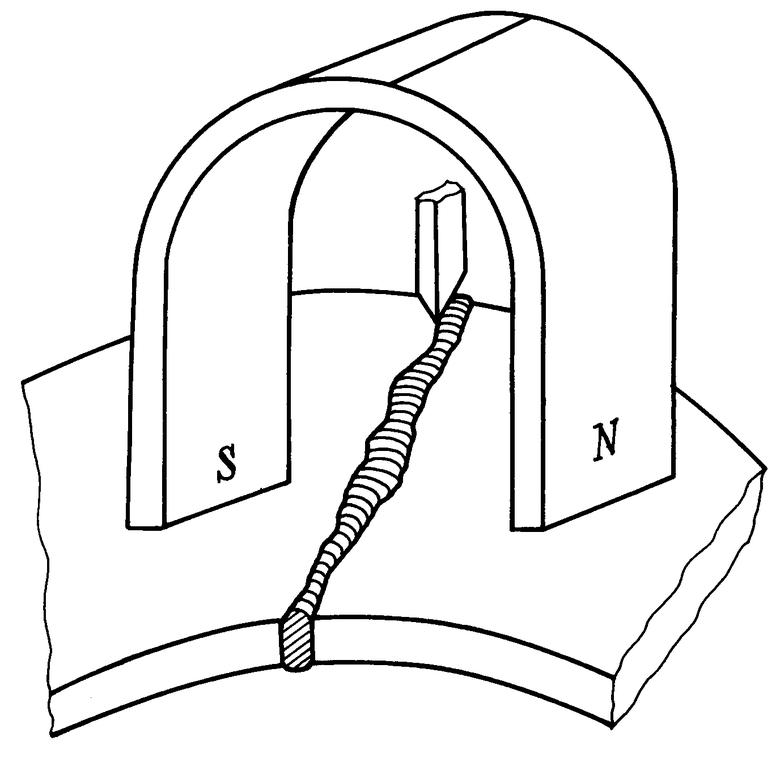
Способ пайки в магнитном поле, при котором в зазор вводят композиционный припой с частицами ферромагнитного наполнителя и подводят к нему магнит, отличающийся тем, что создают магнитное поле с величиной индукции 0,1 - 0,5 л.
| SU, 479331 A, 30.10.84 | |||
| SU, 1437172 A, 15.11.88 | |||
| SU, 119905 A, 23.12.85 | |||
| SU, 785904 A, 07.12.80. |

