00
со ьо
ГС
Изобретение относится к пайке металлов, преимущественно к пайке низкоуглеродистых сталей припоями на медной основе, и может быть использовано для конвейерной печной пайки деталей типа трубопроводов, фланцев, бачков, кронштейнов, патрубков и т.п. при наличии между деталями сборочных зазоров более 0,2 мм.
Целью изобретения является повышение качества паяного соединения.
Наполнитель содержит компоненты, мае. %: карбонильное железо с концентрацией углерода в 3...8 раз выше, чем в паяемом материале 50...83, металл из группы: медь, никель или их сплав остальное.
В частности для пайки латунными припоями изделий из стали с содержанием углерода лто 0,20% количество карбонильного железа в составе наполнителя пропорционально разности концентраций углерода в карбонильном железе Скж и в материале деталей С.ч и определяется соотношением;
N 94
Скж - Сд
СгКЖ
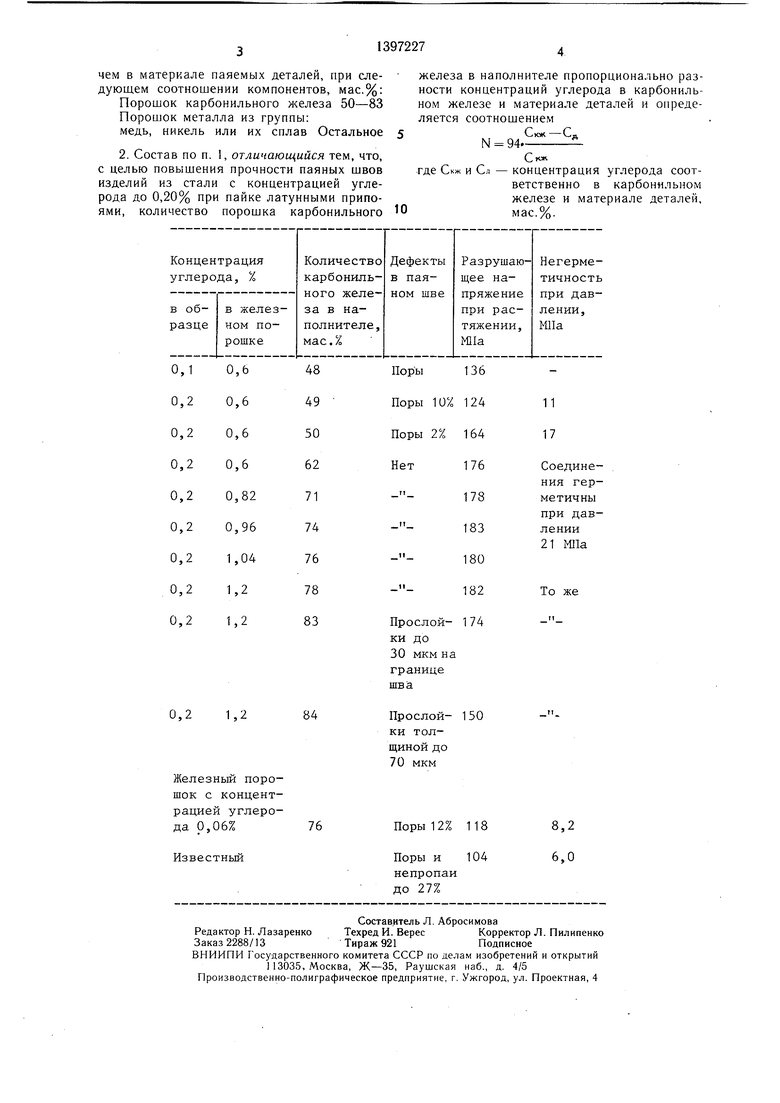
Примеры выполнения наполнителя представлены в таблице.
Порошок карбонильного железа, содержащий 0,6-1,2% углерода, введенный в наполнитель обладает рядом преимуществ, которые реализуются при пайке деталей медными припоями. Порошок карбонильного железа не содержит ни вредных примесей, таких как сера, мышьяк, ни кремния, который образует силициды, снижающие пластичность шва, и никаких минеральных остатков. Кроме того, за счет высокой дисперсности (до 5 мкм) порошок карбонильного железа, позволяет применять наполнитель для пайки любых некапиллярных зазоров (а не только превышающих 0,5 мм, как известный), а также равномерно распределяется в шве и частично растворяясь, образует благоприятное с точки зрения механики разрушения соотношение хрупной и пластичной фаз в паяном шве. При этом обеспечивается активное диффузионное взаимодействие как между припоем и основным металлом, так и между карбонильным железом, основным металлом и медной составляющей припоя. Достигается также повышение прочности шва за счет увеличения растворимости железа в припое, обусловленного различным содержанием углерода в карбонильном железе и материале деталей. В шве образуются не хрупкие столбчатые кристаллы, а дисперсные включения упрочняющей фазы системы Fe-Си-С, содержащей около 1% углерода.
Такое диффузионное взаимодействие, использующее высокий градиент концентрации углерода, становится возможным потому, что в шве имеются всего две углерод5
5
содержащие фазы: карбонильное железо и поверхность паяемого металла. В известных составах наполнителя таких фаз три, и паяемый металл практически исключен из реакции из-за наличия более активного (за счет развитой поверхности) порошка малоуглеродистой стали, имеющей такую же концентрацию углерода.
Не последнюю роль в активизации диффузионных прои.ессов при пайке играет и 0 ультрадисперсная часть карбонильного железного порошка (фракция с размером частиц, около 1 мкм).
Экспериментальным путем установлено, что указанные преимущества реализуются при различии концентраций углерода в карбонильном железе и паяемой Стали в 3...8 раз и содержании порощка карбонильного железа в наполнителе 50-83%,
При различии концентраций углерода менее 3 раз диффузионный массообмен 0 идет недостаточно активно и упрочняющая фаза практически в шве отсутствует.
При различии концентраций более 8 раз на поверхности деталей образуется хрупкая цементитная прослойка, снижающая прочность и пластичность шва, а также происходит коагуляция карбидных фаз, нарушающая химическую и структурную однородность паяного соединения.
Количество карбонильного порошка в наполнителе менее 50% не позволяет получить плотные беспористые швы при величине сборочных зазоров более 0,35 мм. С другой стороны, при его содержании более 83% концентрация железа в шве становится настолько большой, что нарушается однородность шва и растет его хрупкость.
Экспериментально установлено и оптимальное количество порошка, карбонильного железа в наполнителе, обеспечивающее получение качественных паяных соединений при пайке латунными припоями изделий из стали с содержанием угле- 0 рода до 0,20%, которое определяется соотношением:
N 94. ,
где Скж и Сд - концентрация углерода в карбонильном железе и материале деталей соответственно, мас.%.
Формула изобретения
0 1- Состав наполнителя некапиллярных паяльных зазоров, преимущественно для печной пайки углеродистых сталей, включающий железосодержащий порошок и порошок металла из группы: медь, никель или их сплав, отличающийся тем, что, с целью
5 повышения качества паяного соединения, он содержит в качестве железосодержащего порошка порощок карбонильного железа с концентрацией углерода в 3...8 раз выще.
0
5
5
чем в материале паяемых деталей, при следующем соотношении компонентов, мас.%:
Порошок карбонильного железа 50-83
Порошок металла из группы:
медь, никель или их сплав Остальное
2. Состав по п. 1, отличающийся тем, что, с целью повышения прочности паяных швов изделий из стали с концентрацией углерода до 0,20% при пайке латунными припоями, количество порошка карбонильного
железа в наполнителе пропорционально разности концентраций углерода в карбонильном железе и материале деталей и определяется соотношением
СюК Ся.
М 94
Ск.
где Скж и Сд - концентрация углерода соответственно в карбонильном железе и материале деталей, мас.%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Паста для высокотемпературной пайки | 1988 |
|
SU1563933A1 |
| Паста для высокотемпературной пайки стали | 1988 |
|
SU1581528A1 |
| Способ пайки | 1982 |
|
SU1077727A1 |
| Паста для высокотемпературной пайки | 1988 |
|
SU1590294A1 |
| Способ пайки деталей с некапиллярным сборочным зазором | 1977 |
|
SU617195A1 |
| Способ пайки стальных деталей | 1984 |
|
SU1247205A1 |
| Способ пайки | 1982 |
|
SU1118494A1 |
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1981 |
|
SU967744A1 |
| СПОСОБ КОМПОЗИЦИОННОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2129060C1 |
| Припой для пайки сталей | 1988 |
|
SU1618554A1 |
Изобретение относится к пайке металлов, преимущественно к пайке низкоуглеродистых сталей припоями на медной основе, и может быть использовано для конвейерной печной пайки деталей типа трубопроводов, фланцев, бачков, кронштейнов, патрубков при наличии между деталями сборочных зазоров более 0,2 мм. Цель - повышение качества паяного соединения. Наполнитель содержит следующие компоненты, мас.%: карбонильное железо с концентрацией углерода в 3...8 раз выше, чем в паяемом материале, 50...83; металл из группы: медь, никель или их сплав остальное. Для пайки изделий из стали с содержанием углерода до 0,20% латунными припоями количество карбонильного железа в наполнителе определяется соотношением N 94(Скж-Сд): :Скж, где Скж и Сд - концентрация углерода в карбонильном железе и материале деталей соответственно, мас.%. Применение наполнителя позволяет повысить качество паяемых соединений за счет высокой дисперсности порошка карбонильного железа и отсутствия в нем вредных примесей, а также за счет активного диффузионного взаимодействия как между припоем и основным металлом, так и между карбонильным железом, основным металлом -и медной сос- тавляюш,ей припоя. 1 з.п. ф-лы, 1 табл. to сл
0,2 1,2
84
13 6
124
164
176
178
183
180 182
174
11 17
Соединения герметичныпри давлении21 МПа
То же
Прослой- 150 ки толщиной до 70 мкм
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1981 |
|
SU1044452A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
