(5) СОСТАВ НАПОЛНИТЕЛЯ НЕКАПИЛЛЯРНЫХ ПАЯЛЬНЫХ ЗАЗОРОВ ДЛЯ АВТОВАКУУМНОЙ ПАЙКИ СТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1981 |
|
SU967744A1 |
| Состав наполнителя некапиллярных паяльных зазоров для автовакуумной пайки стали | 1981 |
|
SU1044452A1 |
| Наполнитель для некапиллярных паяльных зазоров при автовакуумной пайке стали | 1987 |
|
SU1581527A1 |
| Состав наполнителя некапиллярных паяльных зазоров | 1986 |
|
SU1397227A1 |
| Конструкция паяного соединения для автовакуумной пайки стыковых швов толстостенных изделий | 1980 |
|
SU942918A1 |
| Устройство для автовакуумной пайки крупногабаритных деталей | 1980 |
|
SU893431A1 |
| Способ пайки стальных деталей | 1984 |
|
SU1247205A1 |
| Паяльная паста | 1977 |
|
SU659327A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| Устройство для автовакуумной пайки | 1990 |
|
SU1759576A1 |
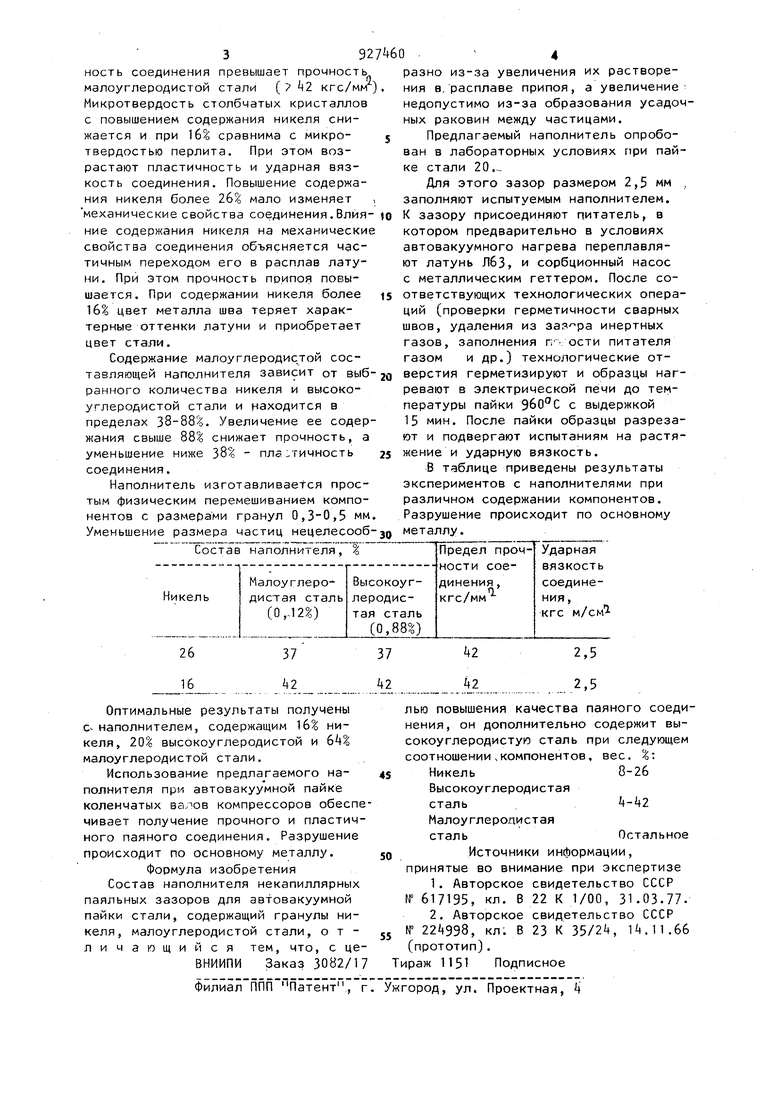
Изобретение относится к пайке, в частности к составу наполнителя,заполняющего некапиллярный паяльный зазор для автовакуумной пайки стали. Известно применение наполнителя, состоящего из смеси тугоплавких металлических порошков, которым заполняют зазор, а припой размещают рядом с зазором 1. Однако в указанном наполнителе 8 качестве порошка с наименьшей температурой плавления выбирают наиболее тугоплавкий компонент припоя, которы при температуре пайки растворяется в припое, что может привести к усадочным дефектам Б фиксированном паял ном зазоре. Известен состав наполнителя, используемого при пайке с некапиллярным паяльным зазором 2. При повышении содержания в .наполнителе частиц из высокоуглеродистой стали более , снижаются пластические свойства и ударная вязкость соединения. При содержании высокоуглеродистой стали менее k% снижается эффект упрочнения. Механические свойства соединения стали, паянного латунью с заполнением зазора смесью частиц из высокоуглеродистой и малоуглеродистой стали, невысокие (6% 3 кгс/мм, 0ц 0,9 кгс м/см). Повысить прочность соединения до Ц кгс/мм, можно длительной (до k часов) выдержкой при температуре пайки. Однако при этом ударная вязкость сое чинения снижается до 0,5 кгс м/см. Введение в состав наполнителя никеля изменяет механические свойства соединения,выполненного при обычных режимах пайки. При содержании никеля до 8% столбчатые кристаллы, образующиеся в металле шва, имеют высокую (до ПОО ед.) микротвердость, что обусловливает низкую ударную вязкость соединения. При содержании никеля более 8Э; прочность соединения превышает прочность малоуглеродистой стали ( 7 42 кгс/мм ), Микротвердость столбчатых кристаллов с повышением содержания никеля снижается и при 16 сравнима с микро- j твердостью перлита. При этом возрастают пластичность и ударная вязкость соединения. Повышение содержания никеля более 2б% мало изменяет , механические свойства соединения.Влия ние содержания никеля на механически свойства соединения объясняется частичным переходом его в расплав латуни. При этом прочность припоя повышается. При содержании никеля более 16% цвет металла шва теряет характерные оттенки латуни и приобретает цвет стали. Содержание малоуглеродистой составлягащей наполнителя зависит от выб-2о ранного количества никеля и высокоуглеродистой стали и находится в пределах 38-88%. Увеличение ее содержания свыше 88% снижает прочность, а уменьшение ниже 38% - пла:тичность 25 соединения. Наполнитель изготавливается простым физическим перемешиванием компонентов с размерами гранул 0,3-0,5 мм. Уменьшение размера частиц нецелесооб-зо
разно из-за увеличения их растворения в. расплаве припоя, а увеличениенедопустимо из-за образования усадочных раковин между частицами.
Предлагаемый наполнитель опробован в лабораторных условиях при пайке стали 20.-Для этого зазор размером 2,5 мм . заполняют испытуемым наполнителем. К зазору присоединяют питатель, в котором предварительно в условиях автовакуумного нагрева переплавляют латунь ЛбЗ, и сорбционный насос с металлическим геттером. После соответствующих технологических операций (проверки герметичности сварных швов, удаления из инертных газом и др.) технологические отверстия герметизируют и образцы нагревают в электрической печи до температуры пайки с выдержкой 15 мин. После пайки образцы разрезают и подвергают испытаниям на растяжение и ударную вязкость. В таблице приведены результаты экспериментов с наполнителями при различном содержании компонентов. Разрушение происходит по основному металлу.
