Изобретение относится к ядерной энергетике и может использоваться в технологии изготовления дистанционирующих решеток тепловыделяющих сборок, которые собираются из ячеек, сформованных из трубных заготовок.
Уровень техники
Конструкция тепловыделяющей сборки должна удовлетворять ряду требований, среди которых наиболее важными являются: обеспечение условий для надежного охлаждения всех тепловыделяющих элементов в сборке не только при нормальных условиях эксплуатации, но и при различных аварийных ситуациях, включая максимальную проектную аварию; обеспечение возможности независимого осевого термического и радиационного удлинения и возможного изменения формы тепловыделяющих элементов без их существенных изгибов и пр. Высокая точность расположения тепловыделяющих элементов необходима для обеспечения максимального постоянства нейтронного поля во всех участках активной зоны.
Для обеспечения требуемого шага дистанционирования тепловыделяющих элементов в течение всего срока эксплуатации тепловыделяющих сборок используются дистанционирующие решетки, которые фиксируют тепловыделяющие элементы в поджатом состоянии для исключения процесса фреттинг-износа материалов оболочек тепловыделяющих элементов. Дистанционирующие решетки изготавливают путем штамповки ячеек из трубных заготовок и соединения их друг с другом и охватывающим ободом (или обечайками) посредством сварки или пайки.
В настоящее время наиболее распространено соединение ячеек сваркой, в процессе которой возможны непровары или, наоборот, проплавление тонкой стенки ячейки. Кроме того, соединение ячеек происходит в двух точках, а не по всей высоте ячейки. Решетки, изготовленные с помощью сварки, не удовлетворяют повышенным требованиям жесткости, виброустойчивости и коррозионной стойкости. Под сварку требуется определенная ширина контактной площади ячеек, что ограничивает возможность изменения формы пуклевок и соответственно упругость ячеек.
Пайка имеет ряд значительных преимуществ перед сваркой благодаря:
- возможности соединять детали без расплавления основного металла, без нарушения геометрических размеров изделия, в любых сочетаниях металлов;
- формированию соединения практически одновременно по всем поверхностям контакта, а не последовательно, как при сварке;
- получению (формированию) качественного физического шва при соединении деталей в различных пространственных положениях;
- возможности совмещения операций пайки и термической обработки при использовании одного и того же нагревательного оборудования.
Известен способ изготовления дистанционирующих решеток, включающий соединение ячеек путем пайки (Понимаш И.Д., Орлов А.В., Рыбкин Б.В. Вакуумная пайка реакторных материалов. - М.: Энергоатомиздат, 1995, с.115-125). Пайку ячеек припоем проводили следующим образом. Сборку ячеек с вертикальными зазорами устанавливали в печи на припой, где далее ее нагревали до температуры пайки. При пайке припой затекал в зазоры под действием капиллярных сил. Припой полностью заполнял зазоры с образованием галтелей. Время выдержки при температуре пайке, равной температуре затекания, составляло 1 минуту. Однако при использовании “классической” формы получения паяного соединения имеет место загрязнение паяных швов, развитие ликвационных процессов и пористости, образование и рост хрупких интерметаллидных фаз и рост зерна в основном металле вследствие длительности процесса пайки.
В связи с этим весьма перспективными представляются ленточные припои, полученные в аморфном или микрокристаллическом состоянии методом быстрого затвердевания расплава со скоростью 105-106 К/с (Судзуки К., Фудзимори X., Хасимото К. Аморфные металлы. - М.: Металлургия, 1987).
Наиболее близким по технической сущности и достигаемому результату к настоящему изобретению является способ изготовления дистанционирующей решетки, включающий фиксацию припоя в виде аморфной ленты на гранях ячеек, размещение ячеек в кондукторе последующим нагревом паяемых поверхностей выше температуры плавления припоя (Плющев А.Н., Калин Б.А., Федотов В.Т. и др. Разработка аморфного ленточного припоя для пайки дистанционирующих решеток, “Сб. докладов VI Российской конференции по реакторному материаловедению” (Димитровград, 11-15 сентября 2000 г.) т.3, ч.2, г.Димитровград, НИИАР, 2001, с.254-267.) Известный способ показал возможность соединения ячеек (2-3 штуки) посредством пайки припоем на основе циркония, содержащим 5,5% железа, 2,5% бериллия, 1% ниобия, 8% меди, 2% олова и 0,4% хрома.
Припой представляет собой аморфную ленту, полученную путем быстрого затвердевания. Большое внимание к быстрозакаленным припоям объясняется рядом уникальных свойств, обеспечивающих значительное преимущество перед припоями того же состава, но находящимся в кристаллическом структурном состоянии: высокая пластичность и гибкость, химическая и микроструктурная гомогенность во всем объеме припоя. За счет фиксации в твердом состоянии жидкоподобной структуры обеспечиваются значительно более высокие диффузионная и капиллярная активность, затекание в зазор во время пайки по сравнению с кристаллическими аналогами, что обеспечивает высокие прочностные характеристики и коррозионные свойства паяных соединений. Затвердевание со скоростью 104-106 К/с сужает интервалы плавления и кристаллизации, что в сочетании с малой толщиной (20-50 мкм) обеспечивает "мгновенное" равномерное плавление припоя по всему объему и формирование непрерывного однородного соединения при затвердевании. Аморфность структуры означает также идентичность физико-химических свойств произвольно взятого участка ленты из любой партии сплава-припоя (при условии, конечно, одинаковости химического состава исходного сплава), что в свою очередь означает непрерывность и однородность сколь угодно большого по площади паяного соединения. Лента (фольга) быстрозакаленных припоев обладает достаточной гибкостью и пластичностью для того, чтобы ее можно было согнуть с нулевым радиусом изгиба без разрушения, вызвав лишь остаточную деформацию. Это делает обращение с аморфной лентой весьма удобным. Данное свойство существует до тех пор, пока аморфная структура стабильна. Стеклообразное состояние металлов не является равновесным и при нагреве до достаточно высоких температур оно переходит в более стабильное кристаллическое состояние. Кристаллизация в этом случае выступает как расстекловывание и происходит при температурах, составляющих, примерно, половину температуры плавления сплава (в абсолютных единицах).
Однако известный способ не предполагает изготовления полномасштабной дистанционирующей решетки, а лишь показывает принципиальную возможность соединения ячеек пайкой.
Сущность изобретения
Задачей настоящего изобретения является разработка и создание способа изготовления дистанционирующей решетки, обеспечивающего оптимальную технологию пайки полномасштабных дистанционирующих решеток.
В результате решения данной задачи возможно получение технических результатов, заключающихся в повышении коррозионной стойкости, увеличении прочности паяного соединения, а также повышении жесткости дистанционирующей решетки в целом.
Данные технические результаты достигаются тем, что в способе изготовления дистанционирующей решетки, включающем фиксацию припоя в виде аморфной ленты на гранях ячеек, размещение ячеек в кондукторе, с последующим нагревом паяемых поверхностей выше температуры плавления припоя. Площадь припоя в виде аморфной ленты, фиксируемой на грани ячейки, выбирают от 0,17F до 0,61F, где F - площадь поверхности грани ячейки, а паяемые поверхности прижимают друг к другу с усилием от 300 г/см2 до 500 г/см2.
Отличительная особенность настоящего изобретения заключается в том, что площадь припоя в виде аморфной ленты, фиксируемой на грани ячейки, выбирают от 0,17F до 0,61F, где F - площадь поверхности грани ячейки, а паяемые поверхности прижимают друг к другу с усилием от 300 г/см2 до 500 г/см2. Если площадь припоя в виде аморфной ленты, фиксируемой на грани ячейки, менее 0,17F, то даже при максимальном усилии прижима паяемых поверхностей возможно образование раковин между отдельными пятнами припоя. При площади припоя в виде аморфной ленты, фиксируемой на грани ячейки более 0,6 1F, даже при минимальном усилии прижима паяемых поверхностей возможно вытеснение излишков припоя из зазора между паяемыми поверхностями и натекание его на торцы ячеек. Если усилие прижима паяемых поверхностей менее 300 г/см2, имеет место неоднородность структуры паяемых поверхностей по ячейкам дистанционирующей решетки. При усилии прижима более 500 г/см2 возможна деформация ячеек, а также выдавливание припоя из зазора между паяемыми поверхностями.
Целесообразно толщину припоя в виде аморфной ленты выбирать от 20 мкм до 45 мкм.
Предпочтительно фиксацию припоя в виде аморфной ленты на гранях ячеек производить импульсной лазерной сваркой контактной точечной конденсаторной сваркой.
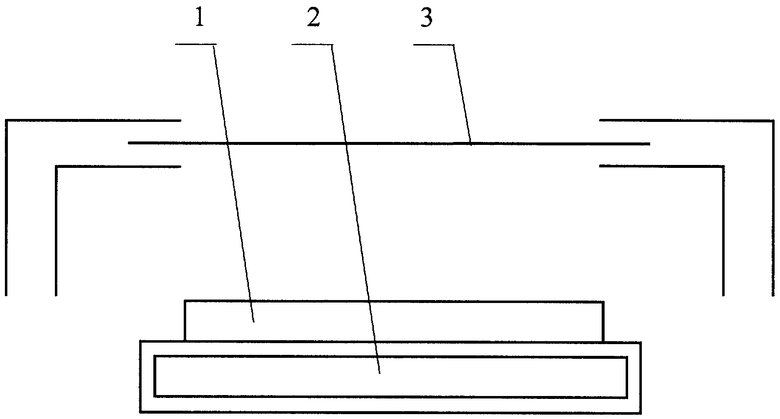
На чертеже приведена схема, иллюстрирующая пайку полномасштабной дистанционирующей решетки.
Сведения, подтверждающие возможность осуществления изобретения
Для изготовления дистанционирующей решетки 1 отдельные ячейки собираются по требуемой конфигурации в кондукторе 2. Кондуктор 2 может быть выполнен любым известным образом, например, в виде пластин (на чертеже не показаны), образующих в плане шестигранник. Пластины должны иметь возможность перемещения от центра к периферии для обеспечения требуемого усилия поджатия от 300 г/см2 до 500 г/см2 паяемых поверхностей. Предварительно на грани ячеек наносят припой в виде аморфной ленты. Для этого осуществляют обезжиривание поверхности ячеек в растворе синтетического моющего средства путем полоскания в ультразвуковой установке с последующей двухстадийной промывкой в дистиллированной воде при температуре 60-80°С. Затем осуществляют травление паяемых поверхностей в 1-5% растворе HNO3 с последующей многократной промывкой в дистиллированной воде при комнатной температуре и сушкой на воздухе. Припой в виде аморфной ленты разрезают по размеру и фиксируют импульсной лазерной сваркой (λ=1,06 мкм, τИ=1,5 мс) или контактной точечной конденсаторной сваркой. Затем сборку ячеек в кондукторе помещают в вакуумную печь, СШВЭ-25М, имеющую резистивные нагреватели 3 в виде танталовой фольги. Нагреватели располагают на расстоянии 3-4 мм от поверхности дистанционирующей решетки. Паяемую сборку нагревают до температуры пайки выше 600°С в течение 1,5-2 минут. Для уменьшения химического взаимодействия сплава Э110, из которого изготовлены ячейки, и припоя с деталями кондуктора, поверхность последнего, контактирующая с паяемыми ячейками, была покрыта бисульфитом молибдена. Во избежание коробления кондуктора и соответственно получаемой дистанционирующей решетки кондуктор был отожжен в печи при температуре пайки. После пайки кондуктор разбирают и извлекают из него полномасштабную дистанционирующую решетку.
Из последних исследований: паяные дистанционирующие решетки получаются более жесткие по сравнению со сварными. Установлены повышенные (в 1,5-2 раза) механические свойства паяных дистанционирующих решеток по сравнению со сварными, что создает определенные запасы для оптимизации конструкции дистанционирующих решеток.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ ДЛЯ ПАЙКИ НА ОСНОВЕ ЦИРКОНИЯ | 2003 |
|
RU2252848C1 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| БЫСТРОЗАКАЛЕННЫЙ ПРИПОЙ ИЗ СПЛАВА НА ОСНОВЕ ТИТАНА-ЦИРКОНИЯ | 2013 |
|
RU2517096C1 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322709C2 |
| Способ пайки сотовых панелей | 1981 |
|
SU975290A1 |
Изобретение относится к ядерной энергетике и может использоваться в технологии изготовления дистанционирующих решеток тепловыделяющих сборок, которые собирают из ячеек, сформированных из трубных заготовок. Припой в виде аморфной ленты фиксируют на гранях ячеек. Площадь припоя в виде аморфной ленты, фиксируемой на грани ячейки, выбирают от 0,17F до 0,61F, где F - площадь поверхности грани ячейки. Ячейки размещают в кондукторе с последующим нагревом паяемых поверхностей выше температуры плавления припоя. Паяемые поверхности прижимают друг к другу с усилием от 300 г/см2 до 500 г/см2. В результате повышается коррозионная стойкость, увеличивается прочность паяного соединения, а также повышается жесткость дистанционирующей решетки в целом. 3 з.п. ф-лы, 1 ил.
| ПЛЮЩЕВ А.Н | |||
| и др | |||
| Разработка аморфного ленточного припоя для пайки дистанционирующих решеток | |||
| Сборник докладов VI Российской конференции по реакторному материаловедению | |||
| Димитровград, НИИАР, 2001, с.254-267 | |||
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1993 |
|
RU2081461C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 1988 |
|
SU1764448A1 |
| GB 967162 А, 19.08.1964 | |||
| US 3301764 А, 31.01.1967. | |||

