Изобретение относится преимущественно к производству строительных и им подобных материалов, например мелко- и крупноразмерных стеновых ячеисто-бетонных блоков, панелей, теплоизоляционных плит, и может быть использовано в других отраслях промышленного производства мелко- и крупноразмерных изделий как с плотной, так и мелкоячеистой их структурой, например пенополистирольных плит и им подобных изделий в химической промышленности.
Известен стендово-поточный способ производства ячеисто-бетонных изделий на линейных формочно-распалубочных стендах с гребенчатой или струнорежущей бортоснасткой, включающий тепловую обработку изделий в туннельных камерах и транспортирование их на транспортных и траверзных тележках [1].
Задачей изобретения является обеспечение производства высококачественных изделий с гарантированной марочной прочностью и плотностью при низком влагосодержании и практически полным использованием энтальпии теплоносителя и исключением нерациональных подъемно-транспортных работ.
Поставленная задача решается путем осуществления в стендово-поточном способе производства ячеисто-бетонных изделий на линейных формовочно-распалубочных стендах с гребенчатой или струнорежущей бортоснасткой, включающем тепловую обработку изделий в туннельных камерах и транспортирование их на транспортных и траверзных тележках, приготовление ячеисто-бетонной смеси осуществляют в трехшнековом смесителе с двусторонней подачей в него пеномассы от пеногенератора, подачу смеси на первую стадию термообработки на выполненные в виде герметичных коробчатых воздуховодов линейные стенды, подачу в них горячего воздуха температурой до 100oC и более, формование и прогрев изделий до 60-90oC, распалубку и укладку изделий на оборотные, например деревянные, поддоны с технологическими зазорами между ними до 0,1 м, при этом поддоны устанавливают на транспортные тележки заранее и подают по мере необходимости к линейным стендам с помощью, например, цепных толкателей в автоматическом или полуавтоматическом режиме с интервалами, соответствующими ритму формования и распалубки изделий, и последующее перемещение изделий в туннельно-щелевые камеры вторичной термообработки с подачей в них горячего воздуха температурой до 80oC из линейных стендов и продувкой сквозь технологические зазоры между изделиями для обеспечения высокоэффективного конвективного теплообмена.
На чертеже изображена принципиальная схема стендово-поточного способа производства ячеисто-бетонных изделий.
Стендово-поточный способ производства ячеисто-бетонных изделий может быть осуществлен с помощью оборудования, включающего теплогазогенераторы 1, подающие по напорным трубопроводам 2 воздух температурой 100oC и более в линейные стенды 3, расходные бункеры цемента 4 и, например, золы-уноса 5 или тонкодисперсного песка, оснащены барабанными питателями 6 и 7 с вариаторными приводами, обеспечивающими регулируемую и непрерывную подачу цемента и золы в пенобетоносмеситель трехшнековый 8, на крышке которого смонтирован пеногенератор 9 типа ПГ, обеспечивающий двустороннюю подачу в него мелкоячеистой пеномассы, интенсивно смешиваемой с цементозольным раствором двумя встречно вращаемыми верхними шнеками с непрерывной подачей пенобетонной смеси третьим донным шнеком в его инжекционный патрубок, закрепленный снизу к корпусу пенобетоносмесителя 8, и куда из компрессора 22 с помощью вентиля и патрубка подается сжатый воздух и откуда пенобетонная смесь посредством, например, резинотканевых рукавов 10 подается на линейные стенды 3 и, в частности, в съемную струнорежущую или гребенчатую бортоснастку 11, посредством которой и обеспечивается формование, например, пено- или газобетонных изделий с их прогревом и обеспечением распалубочной прочности на первой стадии термообработки. Распалубка изделий обеспечивается использованием, например, подвесной кран-балки 12 с разреженной укладкой изделий на транспортные деревянные поддоны 13, заранее устанавливаемые на рельсоходовые тележки 14, подаваемые, например, цепным толкателем 17, обеспечивающим затем их подачу на траверзную тележку 15 с электроприводом, которой распалубочные изделия вместе с поддонами 13 и тележками 14 подаются в туннельно-щеловые камеры 16, оснащенные, например, цепными толкателями 17, которыми они с заданной скоростью и в соответствии с режимом вторичной термообработки изделий перемещаются через туннельно-щелевые камеры 16 и подаются на траверзную тележку 18, и затем, после снятия с тележки 14 готовых изделий, вместе с транспортными поддонами 13 они подаются на склад готовой продукции, например, козловым краном 19. Подача достаточно горячего воздуха температурой 60-80oC из стендов 3 в туннельно-щелевые камеры 16 осуществляется воздуховодами 21 и 20 с заслонками, шиберными и тепловыми завесами раструбного типа, обеспечивающими одновременную подачу в один или несколько туннелей 16 на вторичную и конвективную термообработку изделий со снижением их влажности от 40-50% до 10-20% и обеспечением их марочной прочности в зимний период и отпускной - в летний.
В процессе разработки реального проекта привязки стендово-поточной технологии производства пенобетонных блоков в главном производственном корпусе на промбазе "Заречная" в г. Ростове-на-Дону расчетно-аналитическим методом были установлены проектные технологические параметры режима первичной термообработки с подъемом температуры в изделиях от 20oC до 90oC в течение 3 ч, изотермическом прогреве 3 ч и остывании изделий до 60oC (с отключением подачи газа в теплогазогенератор и продувке стенда холодным воздухом) в течение 1 ч, и вторичной термообработки в туннельно-щелевых камерах 16 в течение 10-12 ч с подачей вторичного горячего воздуха температурой 60-80oC и снижением его температуры до 30-40oC на сбросе в атмосферу и практически полным и эффективным использованием энтальпии горячего воздуха, подаваемого теплогазогенераторами с начальной температурой 100oC и более, но исключающей вскипание воды затворения в изделиях.
При этом за счет использования высокоэкономичных теплогазогенераторов, выдающих горячий воздух с коэффициентом полезного использования, например, природного газа, превышающем 95% (обычных котельных установок до 60%), а также высокопроизводительных пеногенераторов типа ПГ с двусторонней выдачей пеномассы в пенобетоносмесители, например трехшнековые, обеспечивающие производительность 10 м3/ч и пневмоподачу пенобетонной смеси в линейные стенды, выполненные в виде воздуховодов из стальных металлоконструкций и отличающиеся от известных оригинальностью их конструктивных решений и высокой экономичностью, обеспечивающие в целом высокую рентабельность стендово-поточного способа производства ячеисто-бетонных изделий с мелкоячеистой структурой при их минимально возможной влажности, не превышающей 10-20%, сравнительно малых расходах цемента и, например, золы-уноса, что в конечном счете и обеспечивает их малую себестоимость и высокую эффективность в деле.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕНОБЕТОНОСМЕСИТЕЛЬ ТИПА "ПБС-3" | 1997 |
|
RU2115551C1 |
| ПЕНОГЕНЕРАТОР ТИПА "ПГ" | 1997 |
|
RU2115552C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ПЕНОБЕТОННЫХ ИЗДЕЛИЙ И БОРТОСНАСТКА ДЛЯ НИХ | 2002 |
|
RU2213001C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОБЕТОННЫХ МАССИВОВ, ИЗДЕЛИЙ, ДЕТАЛЕЙ И ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211195C2 |
| Установка для изготовления железобетонных изделий методом прессования | 1989 |
|
SU1778002A1 |
| БОРТОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОБЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2118930C1 |
| СМЕСИТЕЛЬ ДЛЯ ПОЛУЧЕНИЯ ЯЧЕИСТОБЕТОННОЙ СМЕСИ | 2000 |
|
RU2173257C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПЕНОПОЛИСТИРОЛЬНЫХ ПЛИТ | 1999 |
|
RU2161558C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАРИАТРОПНЫХ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2243190C1 |
| Конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU1006232A1 |
Изобретение может быть использовано для массового строительства, преимущественно малоэтажных зданий. В способе производства ячеисто-бетонных изделий на линейных формовочно-распалубочных стендах с гребенчатой или струнорегулирующей бортоснасткой приготовление ячеисто-бетонной смеси осуществляют в трехшнековым смесителе с двусторонней подачей в него пеномассы от пеногенератора. Смесь подают на первую стадию термообработки на выполненные в виде герметичных коробчатых воздуховодов линейные стенды, подачу горячего воздуха осуществляют температурой до 100o и более, формование и прогрев изделий до 60 - 90oС. После распалубки изделия укладывают на деревянные поддоны с технологическими зазорами до 0,1 м и перемещают в туннельно-щелевые камеры вторичной термообработки с подачей в них горячего воздуха температурой до 80oС из линейных стендов и продувкой сквозь технологические зазоры между изделиями. Обеспечивается производство высококачественных изделий с гарантированной марочной прочностью и плотностью при низком влагосодержании. 1 ил.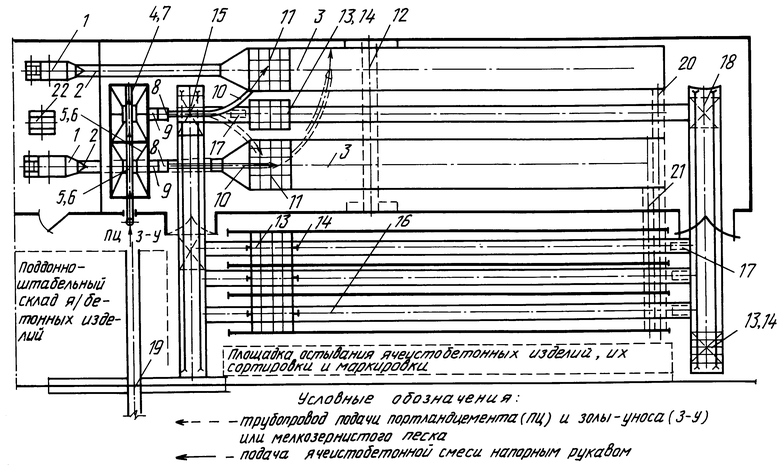
Стендово-поточный способ производства ячеисто-бетонных изделий на линейных формовочно-распалубочных стендах с гребенчатой или струнорежущей бортоснасткой, включающий тепловую обработку изделий в туннельных камерах и транспортирование их на транспортных и траверзных тележках, отличающийся тем, что осуществляют приготовление ячеисто-бетонной смеси в трехшнековом смесителе с двусторонней подачей в него пеномассы от пеногенератора, подачу ее на первую стадию термообработки на выполненные в виде герметичных коробчатых воздуховодов линейные стенды, подачу в них горячего воздуха с температурой до 100oC и более, формование и прогрев изделий до 60 - 90oС, распалубку и укладку изделий на оборотные, например, деревянные поддоны с технологическими зазорами между ними до 0,1 м, при этом поддоны устанавливают на транспортные тележки заранее и подают по мере необходимости к линейным стендам с помощью, например, цепных толкателей в автоматическом или полуавтоматическом режиме с интервалами, соответствующими ритму формования и распалубки изделий, и последующее перемещение изделий в туннельно-щелевые камеры вторичной термообработки с подачей в них горячего воздуха с температурой до 80oС из линейных стендов и продувкой сквозь технологические зазоры между изделиями для обеспечения высокоэффективного конвективного тепломассообмена.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, 612792 A, 19.06.78 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, 1300014 A1, 30.03.87 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, 421508 A, 06.09.74 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, 629804 A, 25.01.79 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| DE, 3126085 C1, 04.11.82 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| DE, 1214587 A1, 25.09.62 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| RU, 94034778 A1, 20.07.96 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| US, 5451376 A, 19.05.95 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| SU, 110944 A, 05.01.57. | |||
