Изобретение относится к области производства строительных материалов и предназначено для преимущественного изготовления тепло- и звукоизоляционных пенополистирольных плит (ППП) или им подобных изделий.
Наиболее близким аналогом заявленному изобретению является технологическая линия для производства пенополистирольных изделий, содержащая шнековый гранулятор, формовочную оснастку с опорной станиной и вентиляцией (а.с. СССР N 537836, кл. B 29 C 67/20, опубл. 05.12.76).
Учитывая весьма ограниченные возможности известной технологической линии, целью разработки заявленного изобретения является снижение уровня капитальных и эксплуатационных затрат с исключением парокотельных за счет использования, например, горячего воздуха температурой 110o- 120oC, вполне достаточной для получения из полистирольного бисера "подвспученных гранул", а технологический пар температурой до 110oC вырабатывать непосредственно в формовочной оснастке с его кратковременной "импульсной" подачей только после выполнения всех подготовительных операций и только в необходимых и достаточных количествах в периоды "запаривания-формирования" изделий в технологической оснастке, что исключит теплопотери, неизбежные при подаче его из парокотельной.
Принципиальные конструктивные отличия заявленной технологической линии заключаются в применении, например, крутонаклонного шнекового гранулятора с горячим воздухом от "тепловентилятора" (на жидком или газообразном топливе), за счет которого обеспечивается высокопроизводительное "подвспенивание" бисерного полистирола с превращением в сферические гранулы диаметрами 10-12 мм, подаваемые в полу- или автоматическом режиме в формовочную оснастку, оборудованную, например, трубчатыми теплоэлектронагревателями (ТЭНами), серийно изготавливаемыми отечественной промышленностью, генерирующими технологический пар нужных параметров в достаточном количестве и обеспечивающими его импульсную выдачу в формовочную полость, образуемую водонаполненным поддоном с ТЭНами, замкнутой формовочной рамкой с внутренними размерами, соответствующими габаритным размерам формуемых изделий, закрываемую сверху жесткой крышкой, обеспечивающей подпрессовку гранул в процессе их "запаривания" и имеющей возможность возвратно-поступательного ее передвижения, например, посредством реверсивной электролебедки наряду с формовочной рамкой.
При этом за счет ступенчатого регулирования теплопроизводительности и соответственно количества оборотов крутонаклонного шнекового гранулятора обеспечивается возможность увеличения их производительности в 2-3 раза, достаточной для двух или трех параллельно расположенных технологических линий с увеличением выпуска изделий соответственно в 2-3 раза при незначительном увеличении промперсонала. Сущность заявленного изобретения заключается в том, что технологическая линия для производства перополистирольных изделий, содержащая шнековый гранулятор, формовочную оснастку с опорной станиной и вентиляцией, отличается тем, что линия снабжена тепловентилятором, подающим горячий воздух в корпус гранулятора, устанавливаемого под углом 45-90o к горизонту, и поворотной течкой, выдающей подвспененные гранулы в расходный бункер, а также электролебедкой с бесконечным тросом, которая закреплена на опорной раме, связанной с опорной станиной посредством линейных направляющих возвратно-поступательного перемещения расходного бункера, формовочной рамки на одно или несколько изделий, а также крышки, причем формовочная рамка устанавливается над водозаполненным поддоном, оснащенным трубчатыми теплоэлектронагревателями, которые постоянно погружены в воду и закрыты верхним перфорированным листом поддона, а сверху формовочной рамки размещается крышка на жестком каркасе с нижним перфорированным листом, идентичным верхнему листу поддона, и на ее каркасе жестко закреплен вибратор для удаления готовых изделий из формовочной рамки в сменный контейнер, при этом вентиляция предназначена для обеспечения вытяжки над формовочной оснасткой. Кроме того, вентиляция выполнена естественной или принудительной.
На чертеже отображено конструктивное решение технологической линии.
Технологическая линия содержит бункер загрузочный 1 с бисерным полистиролом 2, дозатором-крыльчаткой 3, которая посредством, например, цепной передачи получает синхронное вращение от ведущей звездочки 5 мотор-редуктора 6 крутонаклонного шнекового гранулятора 7 с поворотной течкой 8, выдающей "подвспененные гранулы" в раздаточный бункер 9, оснащенный вибропобудителем 10.
Формовочный стенд состоит из сталепрокатной станины 11, на которой неподвижно закреплен водозаполненный поддон 12 с теплоэлектронагревателями, погруженными в воду, и верхний лист поддона выполнен, например, из тонколистовой оцинкованной и перфорированной стали с отверстиями диаметрами до 2-3 мм, а на поддоне 12 размещается формовочная рамка 15, например из прямоугольного стального проката, изготовленная с внутренними размерами, соответствующими внешним габаритным размерам пенополистирольных плит 27.
Сверху рамки 15 располагается крышка 18, которая на чертеже показана в крайнем правом положении и выполнена из жесткого сталепроката с нижним перфорированным листом, идентичным верхним листу поддона 12, а верхний лист крышки 18 должен иметь отверстия диаметрами 8-10 мм в шахматном порядке с шагом от 10 до 20 см для избытка пара, удаляемого с помощью зонтов вытяжных 16 и трубопроводов 13, например, из оцинкованной стали или брезента. На крышке 18 должен быть жестко закреплен вибратор 29 и она оснащена также двумя парами ходовых колес или "ползунами", позволяющими ее возвратно-поступательное движение по продольным направляющим 17, обеспечиваемое электролебедкой 20 с тяговым барабаном 21 и запасованном на нем тросом "бесконечным" 22 с жестким закреплением лебедки 20 на опорной раме 24, причем заданное направление троса 22 обеспечивается "обводными" и "концевыми" роликами 23, а крышка 18 может иметь направляющий портал 19. Готовые плиты 27 с помощью вибратора 29 "вытряхиваются" из формовочной рамки 15 на поддон или в контейнер 26.
Работает технологическая линия таким образом: после засыпки бисерного полистирола 2 в приемный бункер 1 включают в работу дозировочную крыльчатку 3 посредством цепной передачи 4, получающей синхронное вращение от ведущей звездочки 5, и мотор-редуктор 6 шнекового гранулятора 7 с дозированной и равномерной подачей бисера 2 под вращаемые винтовые лопасти шнекового гранулятора 7, установленного под углом 45-80o к горизонту с одновременной подачей в его корпус от тепловентилятора горячего воздуха, обеспечивающего получение "подвспененных гранул" в турбулентном потоке с подачей их поворотной течкой 8 в накопительный или расходный бункер 9, который посредством лебедки 20 и "тягового" барабана 21 "бесконечным" тросом 22, передвигаемым вправо (см. чертеж) с включаемым вибратором 10, засыпает гранулы в полость формовочной рамки 15, образуемую совместно с водозаполненным поддоном 12, закрепленным неподвижно на опорной станине 11. При обратном движении бункера 9, осуществляемом одновременно с крышкой 18 посредством реверсирования вращения тягового барабана 21 и с помощью троса 22, обеспечивается закрывание формовочной полости крышкой 18 с включением всех теплоэлектронагревательных элементов, погруженных в водозаполненный объем поддона 12 (температура воды в котором поддерживается постоянно на уровне 96-99oC частью постоянно включенных ТЭНов, за счет надежной теплоизоляции поддона 12) с интенсивным генерированием пара нужных параметров в достаточном объеме, который, естественным образом устремляясь вверх, сквозь верхний перфорированный лист (с отверстиями диаметром 2...3 см, расположенным с шагом 5...8 мм) поддона 12 и идентичный нижний лист крышки 18 и ее верхний лист с отверстиями диаметром 8. ..10 мм, по ходу его движения вверх, просасывается сквозь зазоры гранул в формовочной полости, обеспечивая их довспучивание и спекание в монолитную пенополистирольную плиту 27 в соответствии с заданными габаритными размерами, а при установке в формовочной раме 15 одной или нескольких поперечных стенок вышеописанным образом могут формоваться соответственно и одновременно 2 или несколько изделий заданных размеров.
Отформованная плита или несколько плит, вместе с формовочной рамкой 15 и крышкой 18, с реверсированием вращения барабана 21 тросом 22 перемещаются в крайне правое положение и тогда включается вибратор 29, вытряхивающий плиту 27 в контейнер 26, расходный бункер 9, после возврата формовочной рамки 15 "в исходное положение", повторяет цикл формования в "вышеизложенной последовательности" с помощью реверсируемой лебедки 20.
Из приведенного описания предложенной технологической линии, по-видимому, очевидна предельная простота ее конструктивных решений и достаточная надежность и высокая эффективность в эксплуатации, не требующая "уникального оборудования", которое может быть изготовлено практически в любой механической мастерской при минимальных капзатратах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНДОВО-ПОТОЧНЫЙ СПОСОБ ПРОИЗВОДСТВА ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2115550C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ СОРТИРОВКИ БЫТОВЫХ ОТХОДОВ | 1999 |
|
RU2140328C1 |
| КОМПЛЕКСНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ УТИЛИЗАЦИИ ШИН | 2005 |
|
RU2299804C2 |
| СПОСОБ ПРОИЗВОДСТВА ТВЕРДЫХ РАКЕТНЫХ ТОПЛИВ КОСМИЧЕСКИХ АППАРАТОВ НА ЛУНЕ | 2005 |
|
RU2296113C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОМЫШЛЕННЫХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ (ПВВ) | 2008 |
|
RU2401178C2 |
| УСТАНОВКА ДРОБЛЕНИЯ ШИН | 2005 |
|
RU2299807C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ, ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И МЕТАЛЛОФОРМА ЛИНИИ (ВАРИАНТЫ) | 2003 |
|
RU2244696C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| КОМПЛЕКС УТИЛИЗАЦИИ ЖЕЛЕЗНОДОРОЖНЫХ ДЕРЕВЯННЫХ ШПАЛ С ВЫРАБОТКОЙ ТЕПЛОЭНЕРГИИ, С ЛИНИЯМИ ПРОИЗВОДСТВА ОПИЛКОБЕТОНА И ДРЕВЕСНОНАПОЛНЕННЫХ ПЛАСТМАСС | 2008 |
|
RU2373001C1 |
| УСТАНОВКА ЗАМОРАЖИВАНИЯ ШИН | 2005 |
|
RU2299805C2 |
Изобретение относится к области производства строительных материалов и предназначено преимущественно для изготовления тепло- и звукоизоляционных пенополистирольных плит (ППП) и им подобных изделий. Принципиальные конструктивные отличия технологической линии ППП заключаются в использовании крутонаклонного шнекового гранулятора, обеспечиваемого горячим воздухом от, например, электротепловентилятора на жидком или газообразном топливе, за счет которого осуществляется эффективное подвспенивание бисерного полистирола с его превращением в сферические гранулы диаметрами 10-12 мм, подаваемые в полу- или автоматическом режиме в формовочную оснастку, оснащенную, например, ТЭНами, генерирующими пар заданных параметров и его импульсную подачу в формовочную полость, образуемую водонаполненным поддоном с ТЭНами и формовочной рамкой с внутренними размерами, соответствующими габаритным размерам формуемых изделий, закрываемую жесткой крышкой, обеспечивающей их подпрессовку в процессе "запаривания" и имеющей возвратно-поступательное движение, например, посредством реверсивной электролебедки вместе с формовочной рамкой. Данные признаки обеспечат снижение уровня капитальных и эксплуатационных затрат. 1 з.п. ф-лы, 1 ил.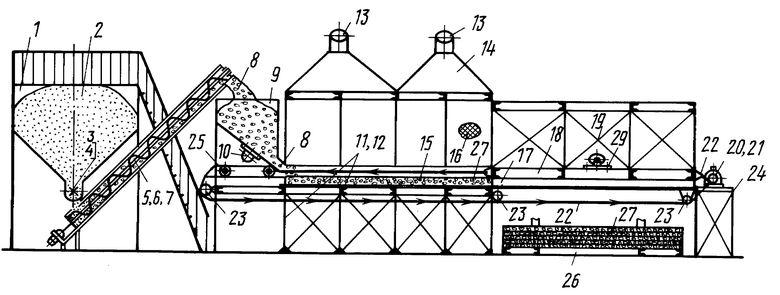
| Устройство для непрерывного производства блоков пенопласта | 1975 |
|
SU537836A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1983 |
|
SU1171333A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ БИСЕРНОГО ПЕНОПОЛИСТИРОЛА | 0 |
|
SU178484A1 |
| ЬЯТНО- - ;>&ог.о"„1IF ХИИ'-'?"Г!''^>& ^'-' | 0 |
|
SU198626A1 |
| Установка для непрерывного изготовления изделий из вспенивающегося полимерного материала | 1981 |
|
SU960034A1 |
| Насосная установка | 1983 |
|
SU1236174A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Разжимная оправка | 1985 |
|
SU1256881A2 |
| FR 1549404 A, 13.12.1968. | |||
