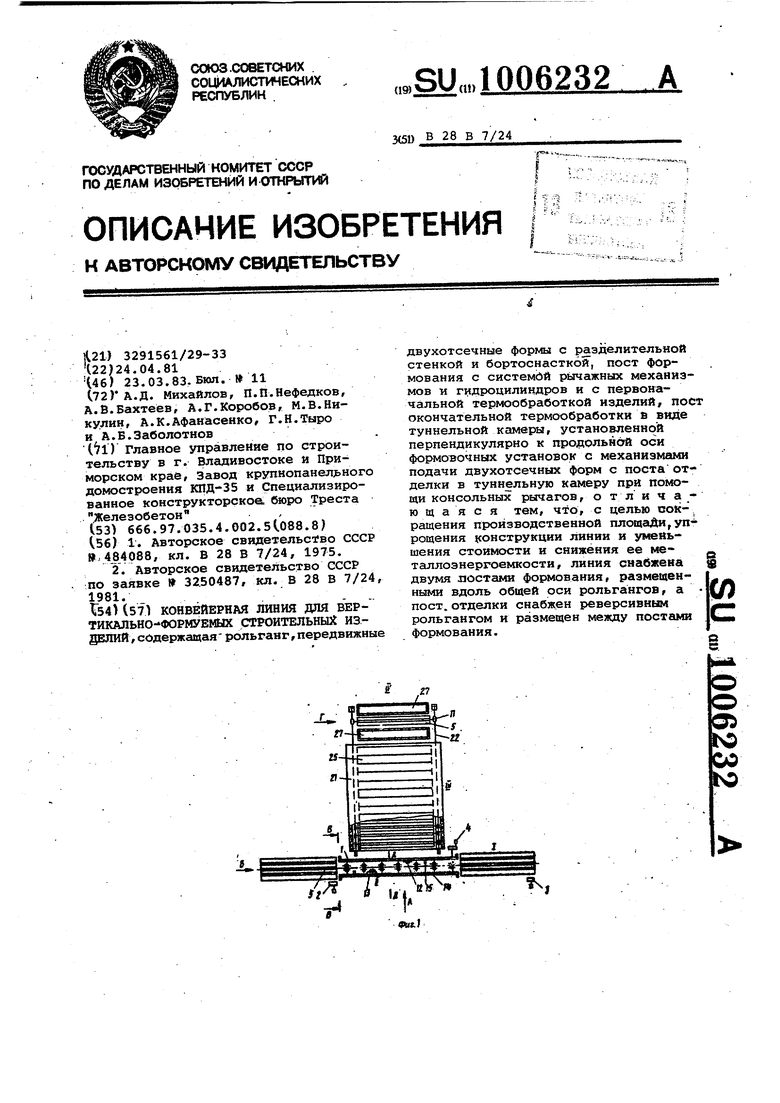
л Изобретение относится к производ ству строительных изделий и может быть использовано в полносборном домостроении при заводском изготов лении в вертикальн.ом положении панелей перекрытий и.зэнутремних стен Известна конвейерная линия для вертикального формования строительных изделий, включающая передвижные двухотсечные формы с разделительной стенкой и набором контурных рамок, пост формовки, снабженный ва куум-щитами с CHcteMoU рычажных механизмов и гидроцилиндров, отделки с устройством ,Щ1я обработки поверхности, термообработки, подготовки, самоходные передаточные платформы t Однако известная линия неэкономично использует производственную площадь ввиду продольного расположения в пролете всех ее технологиче ких постов. Помимо этого продольное расположение постов термообработки ведет к увеличению развёрнутой поверхности ограждающих конструкций камер термообработки, что, в свою очередь, приводит к неэффективному использованию тепловой энергии, зат рачиваемой на их нагрев. Известна также горизонтально зам нутая конвейерная линия для вертикально формуемых строительных изделий, содержащая передвижные двухотсечные формы с разделительной стенкой, пост формования с системой рычажных механизмов и гидроцилиндров, продольные посты термообработ кк и отделки с механизмами для обработки поверхности, а также посты распалубки, чистки, смазки, армирования, комплектации с транспортным устройством для перемещения форм rto кольцевой поточной линии, она снабжена парными постами переналадки ремонта и извлечения элементов оснастки из изделий, размещенными на концах параллельно-продольных участ ков, а посты окончательной термообработки выполнены в виде туннельных камер с рельсовыми направляющими, у тановленными перпендикулярно продольной оси формовочных установок t Недостатком известной линии является большая ее протяженность и неравномерность загрузки по времени части технологических постов, что приводит как к нерациональному использованию производственной плсадйди, так и к снижению производительности. Цель изобретения - сокращение производственной площади, упрощемне конструкции линии, уменьшение ее стоимости и снижение ее металяо нергоемкрсти. Поставленная цель достигается тем, что конвейерная линия для вер. тикально-формуемых строительных изделий, содержащая рольганг, передвижные двухотсечные формы с разделительной стенкой и бортоснасткой, ,пост формования с системой рычажных механизмов и гидроцилиндров и с первоначальной термообработкой изделий, пост окончательной термообработки в виде туннельной каилеры, установленной перпендикулярно к продольной оси формовочных установок с механизмами подачи двухотсечных форм с поста отделки в туннельную камеру при помощи консольных рычагов, снабжена двумя постами формования, размещенными вдоль общей оси рольгангов, а,пост отделки снабжен реверсивным рольгангом и размещен между постами формования. На фиг. 1 показана предлагаемая линия, план; на фиг. 2 - вид А на фиг. 1 ; на фиг. 3 - вид Б на -фиг. Ij на фиг. 4 - разрез В-В на фиг. 1 (момент передачи двухотсечной формы с рольгангом на поперечный путь туннельной камерыjiна фиг. 5 - вид Г на фиг. 1 ; на фиг. б - сечение Д-Д на фиг. 1 (с устройством для извлечения элементов оснастки. Конвейерная линия состоит из следующих технологических постов: Х-формовки и первичной термообработки изделий Ij - отделки; О термообработки; ly - распайубки, чистки, смазки, армирования и комплектаций. Посты 1 и II снабжены продольным транспортным путем, выполненньв в виде рольгангов 1 с автономными приводами г на постах I формовки - одностороннего действия 2 и 3, а на посту fi отделки - с реверсивным приводом 4. При помощи транспортного пути перемещаются сменные двухотсечные формы 5 с постов I формовки на пост fl отделки. Каждый пост 1 формовки оснащен стационарной формовочной установкой, выполненной с двумя наружными щитами 6, имеющими тепловые отсеки 7, раму 8 и привод 9- для раскрытия-закрытия наружных щитов 6. Двухотсечная форма 5 выполнена с разделительной перегородкой 10, содержащей тепловую полость. Наружные Щиты б формовочной установки образуют с передвижными двухотсечными формами 5 формовочные полости для укладки бетона.Между рольгангами на посту I формовки могут размещаться виброустройства (не показаны). Тепловые полости наружных щитов б двухотсечных форм 5 выполнены с устройствами для ввода пара или с электронагревателями. 1вухотсечная форма 5 снабжена колесами 11 для поперечного хода, которые приклеплены к противоположным торцам разделительной перегородки 10.
Пост fl отделки снабжен механизмом 12 для обработки открытой поверхности первично термообработанных изделий в вертикальном положении. Ме ханиэм 12 содержит рабочий орган, перемещающийся вертикально по раме 13, которая, в свою очередь, перемещается горизонтально по направляющей балке 14, размещенной над постом И. При необходимости пост Д может быть снабжен .устройством 15 для извлечения элементов оснастки из первично тегши- бработанного изделия. Устройство 15 перемещается по направляющей балке, являющейся продолжением балки 14.
Устройство 15 выполнено в виде двух- пневмогидроцилиндров 16 и 17, связанных, перпендикулярно. Корпус цилиндра 16 приклеплен шарнирно к каретке 18, перемещающейся по направляющей балке 14, а шток его - шарнирно к корпусу цилиндра 17. При это корпус цилиндра 17 оснащен сменным приспособлением 19 для упора в поверхность изделия. Шток цилиндра 17 снабжен сменным устройством 20 для зацепления элементов оснастки.
Пост Ш термообработки оснащен туннельной камерой 21, установленной перпендикулярно продольной оси транспортного пути. Продольные-стены туннельной камеры 21 выполнены несущими. К ним прикреплены рельсовые направляющие 22. Для передачи двухотсечных форм с продольного рольГанга 1 на поперечный рельсовый путь 22, порт Ш термообработки снабжен механизмом, выполненным в виде консольного рычага 23 с гидроцилиндром 24. Консольный рычаг 23 совершает поворот на величину угла 90°.
Потолок туннельных камер вьшолнен в виде съемных крышек 25, а продольные несущие стены содержат гидравлический замок 26. Крышки 25 при необходимости могут быть выполвены в виде формообразующей конструкции с поддоном и откидными бортами, что позволяет производить формовку дополнительных изделий в горизонтальном положении на потолочной части туннельной камеры.
Туннельная камера 21 на входе и на выходе закрывается, например, подъемными шторными дверями (не. показаны}. При выполнении тепловых олостей двухотсечных форм с электронагревателями, сама форма снабжается токосъемниками, а в туннельной камере устанавливаются при этом то.коразводящие шины, подключенные к р гулируемому источнику энергии. В с 1учае выполнения рельсового пути 22 с наклоном, туннельная камера 21 оснащается отсекателем на выходе к посту распалубки (.не показано). При
выполненнии рельсЬвого пути 2 в горизонтальном положении туннельные камеры 21 снабжаются специальным транспортным устройством для продвижения двухотсечных форм 5 (не показано).
Пост ly распалубки совмещен в единичный пост с постами подготовки чистки, смазки, армирования и комплектации съемными элементами оснастки, закладными деталями и каналообразователями под скрытую электр.опроводку.
Пост .ly снабжен также подъемными ходовыми трапами 27 для обслуживания При необходимости формования изделий с преднапряженной арматурой по,ст ly снабжается устройствами для предварительного электроразогрева арматурных стержней (не показано.
Конвейерная линия работает в следующей последовательности.
С поста распалубки 1У - подготовки, укомплектованная арматурой, закладными деталями и каналообразователями под скрытую электропроводку, а также при потребности, элементами съемной оснастки, двухотсечная форма 5 перемещается при помощи грузоподъёмного механизма на свободный постТ формовки. Наружные щиты 6 при помощи рривода 9 закрываются, образуя с двухотсечной формой 5 две формовочные полости под два или более изделий. При необходимости изготовления нескольких изделий в двухотсечной форме 5, каждый ее . разделяется, вертикальной бортоснасткой на несколько формующих полостей. После закрытия наружных щитов производится уклеццка бетонной смеси в формовоч.ные полости. Виброуплотнение бетонной смеси производится при помощи виброустройств. Ви роуплотнение бетона осуществляется также при помощи навесных площгшочных вибраторов, прикрепляемых к наружным щитам 6 фор-. мовочной установки. Сразу по окончанию виброуплотнения бетона в тепловые полости наружных щитов 6 е разделительную перегородку двухотсечной формы 5 подается пар или другой источник тепла.
Первичная термообработка бетона , осуществляется в течение 30-60 мин. За это время бетонная смесь приобре.тает распалубочную прочность, исключающую деформацию свежеотформованного изделия при раскрытии щитов 6 и транспортировке двухотсечно формы -5 с изделиямипо рольгангу на пост отделки. Перед перемещением формы 5 на пост П подачу пара прекращают. Затем извлекают при помощи крана или другого механизма каналообраэователи из первоначально термообработанных изделий, Раскрывают
щиты 6 и двухотсечная форма 5 с отформованными Изделиями, посредством, включения приводов 2 и 4 или 3 и 4, по рольгангу 1 перемещается на пост отделки. На посту ft отделки открытые поверхности первоначально термообработанных изделий подвергаются отделке при помощи рабочего органа механизма 12. При этом предварительно на открытую поверхность отформованного изделия, при необходимости, наносится отделочный слой. Обработанная поверхность получается с высокой степенью заводской готовности, пригодной под огрунтовку и покраску. После обработки поверхности при наличии в изделии съемных элементов оснастки, производится их извлечение посредством устройства 15. В случае образования сколов или других повреждений сразу же осуществляется ремонт этих мест путем нанесения на поверхность изделия отделочного материала, который прочно схватывается с основным конструктивным слоем бетона и доводится до состояния чистовой отделки. Кроме того, на посту Q предусмотрена подача пара в паровую полость двухотсечной формы 5, что дает возможность сократись время термообработки в туннельных камерах. После извлечения элементов оснастки, двухотсечная форма 5 посредством консольных рычагов 23 передается с продольного рольганга 1 на поперечный рельсовый путь 22 туннельных камер 21. При наклонном выполнении рельсового пути 22 форма 5 скатывается сомопроизвольно в сторону постаг {у распалубки. Двухотсечные формы 5/ находясь в туннельной камере вплотную друг к другу, обеспечивают эффективное использование тепловой энергии. После окончательной термообработки изделий очередная форма 5 выкатывается по рельсовым путям 22 с противоположной стороны туннельной камеры 21 Готовые изделия краном распалубливаются и устанавливаются на самоходную тележку (не показано) для вывоза на склад, а форма 5 подвергается чкстке, смазке, армированию, оснащению элементами оснастки, при необходимости, закладными деталями и каналообразователями. Если изготовляются преднапряженные изделия, то перед их распалубкой производится обрезка концов преднапряженной арматуры. Так как каждая двухотсечная форма 5 на посту I формовки находится в течение 3Q-60 мин, а на посту отделки соответственно 1530 мин из-за работы двух постов формовки, то выход изделий из туннельной камеры происходит через каждых 15-30 мин. Пост Ту распалубки позволяет совместить выполнение всех перечисленных подготовительных операций на одном посту, что приводит к эффективному использованию производственной плсицади и к повышению культуры производства.
Посты I формовки загружаются подготовленными двухотсечными форма ми 5 попеременно.
Применение предлагаемой конвейерной линии уменьшает необз одимую производственную площадь путем повышения степени ее использования по- . вышает ее экономичность, упрощает конструкцию линии и уменьшает ее стоимость.

| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
| Конвейерная линия для изготовления вертикально-формуемых строительных изделий | 1981 |
|
SU992197A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Горизонтально замкнутая конвейерная линия для вертикально формуемых строительных изделий | 1986 |
|
SU1433812A1 |
| Кассетно-конвейерная линия | 1986 |
|
SU1369131A1 |
| Челночная кассетно-конвейерная линия | 1989 |
|
SU1719208A1 |
| Установка для вертикального формования строительных изделий | 1980 |
|
SU897523A1 |
| Горизонтально-замкнутая конвейерная линия для вертикального формования бетонных изделий | 1984 |
|
SU1207775A1 |
| Установка для вертикального формования строительных изделий | 1986 |
|
SU1421538A1 |
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |



АмГ5 В-В
а
Фиг. б
