Изобретение относится к промышленности строительных материалов, а именно к стекольной промышленности, и может быть использовано в процессах, связанных с загрузкой шихты и стеклобоя в стекловаренную печь.
На большинстве стекольных заводах линии приготовления шихты расположены в составных цехах, удаленных от потребителей запаса стекольной шихты и работающих, как правило, при двухсменном режиме. Шихта, приготовленная на дозировочно-смесительных линиях, подается в бункера запаса, из которых с помощью электровозных тележек по галереям доставляется к стекловаренным печам. При двухсменной работе (для цехов производительностью свыше 500 т шихты в сутки) или односменной (для цехов производительностью 100-150 т шихты в сутки) для обеспечения бесперебойной подачи шихты к стекловаренным печам осуществляется накопление готовой шихты в бункерах запаса, в которых она может храниться 8. . .16 часов, что приводит к снижению качества шихты. Шихта охлаждается, комкуется, уменьшается ее влажность. Происходит также реакция гидратации соды. Все это в дальнейшем либо приводит к снижению качества стекломассы, либо требует большего расхода топлива для ее гомогенизации при заданном соотношении расходов шихты и стеклобоя, загружаемых в печь. Поэтому целесообразно при прогнозируемом снижении качества шихты увеличивать расход стеклобоя, чтобы снизить расход топлива, требуемого на варку и гомогенизацию стекломассы.
Известен, например, способ управления процессом варки стекла, заключающийся в измерении расхода топлива, температуры печного пространства, плотности сырьевых материалов и коррекции скорости подачи сырьевых материалов в прямо пропорциональной зависимости от их плотности /1/. Дополнительно корректируется расход топлива в обратно пропорциональной зависимости от плотности сырьевых материалов.
Однако данный способ учитывает только влияние плотности загружаемой смеси шихта-стеклобой на процесс варки стекла и требует постоянной коррекции температурного режима в печи для стабилизации границы шихты и пены.
Наиболее близким техническим решением к заявляемому является способ управления загрузкой сырьевых материалов в стекловаренную печь, включающий измерение и коррекцию расходов шихты и стеклобоя, в зависимости от уровня и расхода стекломассы, что позволяет добиться практической инвариантности длины зоны варки от основного возмущающегося воздействия - колебания расхода стекломассы /2/.
Недостатком данного способа является то, что при стабильном съеме стекломассы, например при производстве листового стекл, он не учитывает возмущающие воздействия по каналу загрузки шихты и стеклобоя.
Загрузка в стекловаренную печь шихты с более низкой температурой при заданном расходе стеклобоя по сравнению с загрузкой свежеприготовленной шихты вносит колебания в процессе плавления шихты и приводит к неоднородности стекломассы, так как шихта после длительного хранения может иметь и расслоение и комкование.
Целью данного технического решения является повышение коэффициента использования стекломассы за счет повышения ее однородности.
Цель реализуется тем, что в способе управления загрузкой сырьевых материалов в стекловаренную печь, включающем контроль уровня стекломассы в ванне, регулирование загрузки сырьевых материалов, в зависимости от уровня стекломассы, измерение расхода шихты и стеклобоя, задание соотношения расходов шихты и стеклобоя, измеряют температуру шихты и время предварительного хранения шихты после ее приготовления, и при снижении температуры шихты и при возрастании времени ее предварительного хранения корректируют соотношение шихты и стеклобоя в сторону увеличения расхода стеклобоя.
Отличием данного технического решения от известных способов управления загрузкой сырьевых материалов в стекловаренную печь является то, что прогнозируется снижение качества приготовленной шихты по снижению ее температуры и росту времени предварительного хранения шихты в бункерах запаса и в соответствии с этим корректируется соотношение шихты и стеклобоя в сторону увеличения расхода стеклобоя. Увеличение расхода стеклобоя при снижении качества шихты позволяет повысить однородность стекломассы при плавлении смеси шихта-стеклобой.
На чертеже представлена функциональная схема, реализующая предлагаемый способ.
Схема содержит бункера 1, 2 запаса шихты с выгрузочными затворами 3, 4; датчики 5, 6 открытого положения выгрузочных затворов 3, 4; датчики 7, 8 температуры шихты в бункерах 1, 2 запаса; электровозную тележку 9; промежуточный бункер 10 шихты; бункер 11 стеклобоя; питатель 12 стеклобоя с приводом (не показан); блок 13 управления приводом питателя 12 стеклобоя; весовой ленточный транспортер 14 с приводом (не показан); блок 15 управления приводом транспортера 14; датчик 16 скорости вращения ленты транспортера 14; датчик 17 расхода шихты; датчик 18 расхода шихты+стеклобоя; распределительный конвейер 19 с приводом (не показан); блок 20 управления конвейером 19; датчики 21, 22 крайних положений распределительного конвейера 19; загрузочные бункера 231...23; загрузчики 241...24 шихты и боя в печь с приводом (не показан); блоки 251...25 управления приводами загрузчиков 241...24; систему 26 измерения уровня 27 стекломассы; нормирующие преобразователи 28, 29; блок 30 задания соотношения шихта-бой, микропроцессорный блок 31 управления загрузкой шихты и стеклобоя в печь.
Способ осуществляется следующим образом.
Приготовленная на дозировочно-смесительной линии (не показана) шихта поступает в бункера 1, 2 запаса, Из одного из бункеров, например из первого, шихта может сразу использоваться для загрузки в стекловаренную печь, а в другом бункере 2 при односменном или двухсменном режиме работы дозировочно-смесительной линии осуществляется формирование запаса шихты. Шихта из бункеров 1, 2 с помощью выгрузочных затворов 3, 4 загружается в электровозную тележку 9, которой доставляется по галерее до промежуточного бункера 10 шихты. Контроль за тем, из которого конкретно бункера 1, 2 забирается шихта в электровозную тележку, осуществляется датчиками 5, 6 положения выгрузочных затворов, сигналы с которых поступают в блок 31 управления загрузкой шихты и стеклобоя в печь. Одновременно в блок 31 через нормирующие преобразователи 28, 29 поступают сигналы с датчиков 7, 8 температуры шихты.
Шихта из промежуточного бункера 10 подается на весовой ленточный транспортер 14, привод которого заключается блоком 15 управления. Контроль за включением привода транспортера 14 производится датчиком 16, в качестве которого может использоваться реле контроля скорости.
Наличие и вес шихты на транспортере 14 контролируется тензометрическим весовым датчиком 17 расхода шихты, сигнал с которого подается в микропроцессорный блок 31 управления. По мере движения шихты по транспортеру 14 на нее с помощью питателя 12 подается стеклобой из бункера 11. Шихта и стеклобой взвешивается при движении с помощью тензометрического весового датчика 18 расхода шихта+стеклобой. Сигналы с датчиков 17, 18 сравниваются в блоке 31 управления с заданием с блока 30 соотношения шихты и стеклобоя. Блок 31 в соответствии с полученной информацией формирует выходной сигнал, который через блок 13 управляет приводом питателя 12 стеклобоя, формируя заданное соотношение шихты и боя. При уменьшении расхода шихты в соответствии с управляющим сигналом снимается интенсивность работы питателя 12, а при увеличении расхода шихты увеличивается подача стеклобоя для поддержания заданного соотношения шихты и стеклобоя.
Смесь шихты и стеклобоя с транспортера 14 подается на распределительный конвейер 19, который двигаясь взад-вперед над загрузочных бункерами 231...23 (максимально - 8), распределяет смесь по бункерам загрузчиков шихты. Управление приводом конвейера 19 осуществляется по команде с блока 31 через блок 20. В крайних положениях конвейера 19, фиксируемых датчиками 21, 22, происходит либо останов конвейера, либо его реверсирование.
Подача смеси шихта+стеклобой из бункера 231...23 в стекловаренную печь осуществляется в зависимости от уровня стекломассы 27 в печи. При снижении уровня стекломассы сигнал из системы 26 измерения уровня через блок 31 управления и блоки 251...25 включает приводы (не показан) загрузчиков 241...24 шихты. При достижении уровня стекломассы нормы приводы загрузчиков выключаются.
Если шихта в электровозную тележку 9 загружается из бункера с предварительным хранением шихты, то очевидно, что при ее хранении в течение 8...16 часов снижается ее температура и качество. Идентификация того, из какого бункера забирается шихта с прогнозируемым снижением качества, осуществляется с помощью сигналов с датчиков 5, 6 открытого положения выгрузочных затворов 3, 4. Контроль за выбором бункера для накопления шихты с последующим ее хранением осуществляется по сигналу с системы управления дозировочно-смесительной линии (не показана). По этому же сигналу производится отсчет времени хранения шихты. Отсчет времени хранения шихты в бункерах 1, 2 необходим для того, чтобы прогнозировать в каком бункере может быть снижение качества шихты (комкование, расслоение, высыхание) при примерно одинаковой температуре шихты в бункерах.
Аналогично контролируется и прогнозируется снижение качества шихты при снижении ее температуры. Контроль за температурой шихты осуществляется датчиками 7, 8, сигналы с которых через нормирующие преобразователи поступают в блок 31 управления.
При прогнозируемом снижении качества шихты в блоке 31 формируется коррекция на задание соотношения шихта-стеклобой.
Если происходит снижение температуры шихты или возрастает время предварительного ее хранения, то при транспортировании шихты по конвейеру 14 увеличивают интенсивность работы питателя 12 стеклобоя до нового значения соотношения шихта-стеклобой.
Если температура шихты возрастает до заданного (транспортирование свежеприготовленной шихты), то интенсивность подачи стеклобоя снижается по команде блока 31.
Таким образом, реализация данного способа позволяет прогнозировать снижение качества шихты и в соответствии с ним корректировать соотношение шихта-стеклобой. Увеличение подачи стеклобоя при снижении температуры и качества шихты позволяет стабилизировать процесс плавления шихты в стекловаренной печи без измерения расхода топлива.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНТЕНСИВНАЯ МЕШАЛКА СТЕКОЛЬНОЙ ШИХТЫ | 2010 |
|
RU2428386C1 |
| СПОСОБ ЗАГРУЗКИ СМЕСИ ШИХТЫ И СТЕКЛОБОЯ В БУНКЕРЫ ЗАГРУЗЧИКОВ СТЕКЛОВАРЕННОЙ ПЕЧИ | 2019 |
|
RU2698361C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СЫРЬЕВЫХ МАТЕРИАЛОВ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2014 |
|
RU2581590C1 |
| Способ управления процессом варки стекла | 1983 |
|
SU1189819A1 |
| СПОСОБ УПРАВЛЕНИЯ ЗАГРУЗКОЙ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2008 |
|
RU2374188C1 |
| СПОСОБ ЗАГРУЗКИ ШИХТЫ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2009 |
|
RU2392235C1 |
| СПОСОБ ДОЗИРОВАННОЙ ПОДАЧИ ШИХТЫ И СТЕКЛОБОЯ В СТЕКЛОВАРЕННУЮ ПЕЧЬ | 2020 |
|
RU2736666C1 |
| ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ВОЗВРАТНОГО СТЕКЛОБОЯ В ПРОИЗВОДСТВЕ СТЕКЛЯННОЙ ТАРЫ | 2014 |
|
RU2548416C1 |
| Система управления процессом стекловарения в ванной печи | 1983 |
|
SU1101427A1 |
| Способ управления загрузкой сырьевых материалов в стекловаренную печь | 1982 |
|
SU1011565A1 |
Изобретение относится к промышленности строительных материалов, а именно к стекольной промышленности, и может быть использовано в процессах, связанных с загрузкой шихты и стеклобоя в стекловаренную печь. Способ управления загрузкой сырьевых материалов в стекловаренную печь включает контроль уровня стекломассы в ванне, регулирование загрузки сырьевых материалов в зависимости от уровня стекломассы, измерение расхода шихты и стеклобоя, задание соотношения расходов шихты и стеклобоя, измерение температуры шихты и времени ее предварительного хранения после ее приготовления, и при снижении температуры шихты и при возрастании времени ее предварительного хранения корректируют соотношение шихты и стеклобоя, загружаемых в стекловаренную печь, в сторону увеличения расхода стеклобоя. Изобретение позволяет повысить коэффициент использования стекломассы за счет повышения ее однородности. 1 ил.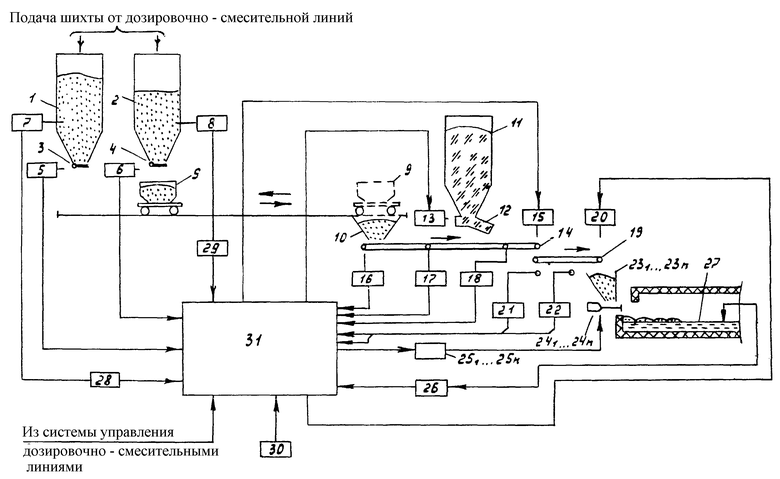
Способ управления загрузкой сырьевых материалов в стекловаренную печь, включающий контроль уровня стекломассы в ванне, регулирование загрузки сырьевых материалов в зависимости от уровня стекломассы, измерение расхода шихты и стеклобоя, задание соотношения расходов шихты и стеклобоя, отличающийся тем, что измеряют температуру шихты и время предварительного хранения шихты после ее приготовления и при снижении температуры шихты и при возрастании времени ее предварительного хранения корректируют соотношение шихты и стеклобоя, загружаемых в стекловаренную печь, в сторону увеличения расхода стеклобоя.
| Способ управления загрузкой сырьевых материалов в стекловаренную печь | 1982 |
|
SU1011565A1 |
| Устройство для управления загрузкой шихты в стекловаренную печь | 1990 |
|
SU1715717A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РАЗГРУЗКОЙ БУНКЕРОВ | 1991 |
|
RU2040491C1 |
| Питательная среда для определения биологической активности грамидидина @ | 1981 |
|
SU1055773A1 |
| ЗАПОРНО-РЕГУЛИРУЮЩИЙ ОДНОСЕДЕЛЬНЫЙ КЛАПАН | 1997 |
|
RU2116538C1 |
