Изобретение относится к металлургии, а именно к плавке и литью тугоплавких металлов в дуговых, электронно- лучевых и других печах, где плавка ведется в гарнисажных тиглях, и может быть использовано в производстве фасонных отливок из тугоплавких, например, титановых сплавов.
Качество металла, расплавляемого в вышеуказанных печах, во многом зависит от защитных свойств гарнисажа, образующегося на стенках плавильного тигля.
Способность гарнисажа предохранять жидкую ванну от загрязнения материалом тигля непосредственно связана с его толщиной. В связи с этим возникает необходимость контролировать толщину гарнисажа в различных вертикальных и горизонтальных его сечениях после каждой плавки с целью внесения изменений в режимы последующих плавок для сохранения на стенках тигля гарнисажа определенной толщины.
Известно устройство для определения криволинейного профиля крупногабаритных деталей за счет использования обкатного ролика, шарнирно связанного с двумя измерителями линейных перемещений. При измерении ролик перемещают по контролируемой поверхности. В каждой точке контроля фиксируют расстояние между осями шарниров измерителей и осью шарнира ролика и по формулам вычисляют координаты точек поверхности [1].
Этот способ нельзя применить для контроля толщины гарнисажа, так как он предназначен для измерения крупногабаритных деталей с размерами 7-10 м, а максимальные размеры гарнисажа по среднему диаметру и высоте до 0,5-0,7 м, он также очень трудоемок из-за многочисленных визуальных измерений и последующих вычислений координат большого числа точек профиля контролируемой детали, требует для изменения плоскости измерений перестановки базовых стоек с измерителями линейных перемещений обкатного ролика.
Известно устройство для определения толщины гарнисажа, наиболее близкое к предлагаемому по решению поставленной задачи, содержащее средство для замера толщины гарнисажа, выполненное в виде стержня, соединенного с гарнисажем через донное отверстие, и на нижнем торце стержня укреплен датчик ультразвукового дефектоскопа, и приспособление в виде экрана, на котором вычерчиваются два пика, соответствующие испускаемому и отраженному сигналам. По расстоянию между ними, которое градуируется в соответствии с толщиной гарнисажа, определяется его толщина [2].
Однако этот способ позволяет определить только толщину донного гарнисажа и лишь в одном месте по оси тигля, а этой минимальной информации совершенно не достаточно для корректировки режимов плавки для достижения заданных конечных ее показателей.
Технический результат изобретения состоит в упрощении и ускорении процедуры контроля толщины донной и боковой поверхностей гарнисажа за счет совмещения и механизации операций замера и вычерчивания профиля гарнисажа с высокой точностью, в изменяемом масштабе и различных вертикальных осевых сечениях.
Изобретение соответствует критериям патентоспособности; обладает новизной, что следует из сравнения с прототипом; изобретательским уровнем, так как явно не следует из существующего уровня техники; промышленно применимо.
Технический результат достигается тем, что устройство содержит средство для замера профиля гарнисажа и приспособление для вычерчивания его профиля по результатам замера. Средство для замера профиля гарнисажа состоит из двух взаимосвязанных и находящихся на одной горизонтальной оси дисков, к каждому из которых по касательным плотно прилегают по одной рейке, параллельно и диаметрально расположенные по отношению друг к другу, а приспособление для вычерчивания профиля гарнисажа состоит из пишущего предмета, размещенного на конце одной из реек, и листа миллиметровой бумаги, закрепленной на вертикальной панели, установленной перпендикулярно оси вращения дисков и выполненной с возможностью поворота в горизонтальной плоскости тигля за счет закрепления в ее средней части оси дисков одновременно со средством замера гарнисажа, причем отношение диаметров дисков и длин реек от точек их касания с дисками до противоположных концов равно масштабу изображения профиля гарнисажа. Панель установлена на горизонтальном кольце по его диаметру, перпендикулярно плоскости кольца с возможностью поворота с ним в неподвижной внешней по отношению к кольцу обойме, установленной соосно с тиглем на верхнем его фланце.
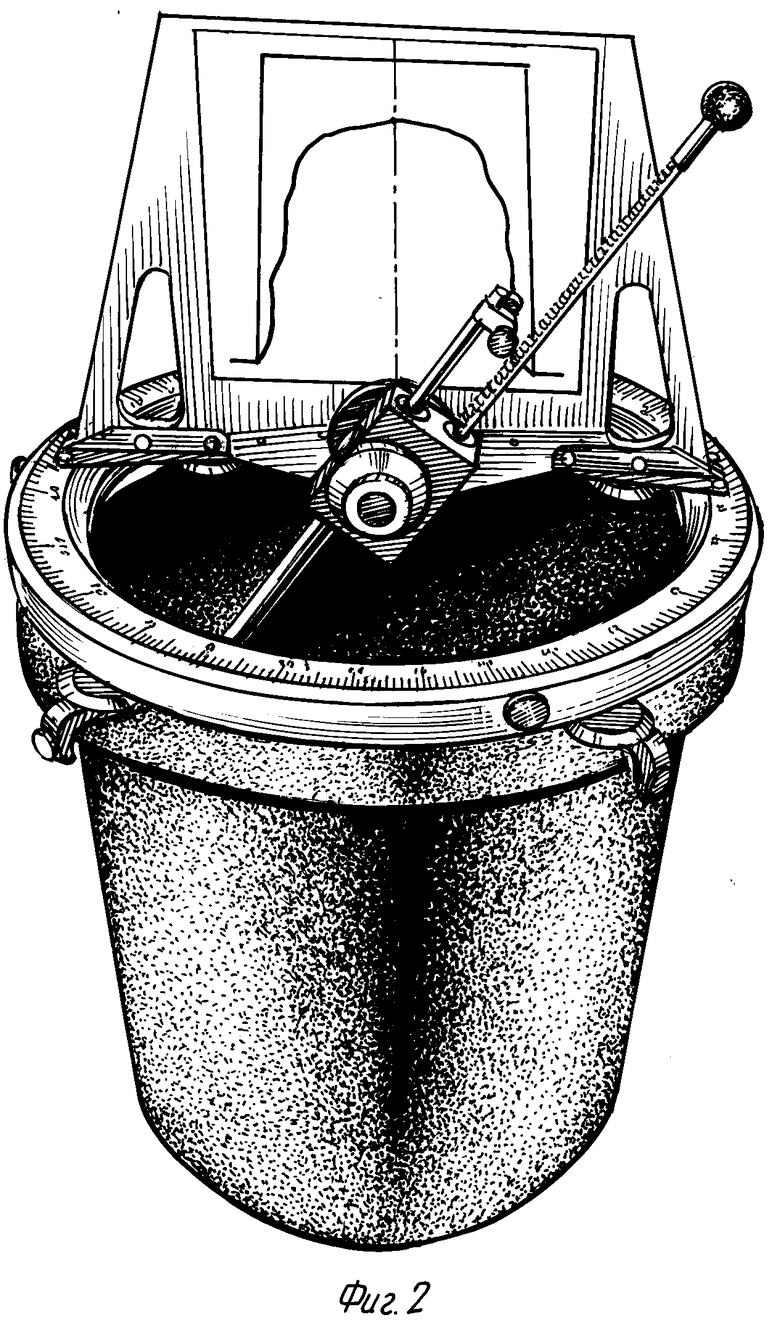
На фиг. 1 представлена схема устройства; на фиг.2 - опытный образец устройства.
Устройство для контроля толщины гарнисажа 1 в плавильном тигле 2 содержит средство для замера профиля гарнисажа и приспособление для вычерчивания профиля гарнисажа.
Средство для замера профиля гарнисажа представляет собой два соосно расположенных диска 3 и 4, установленных на общей неподвижной оси 5, закрепленной в средней части панели 6. Панель установлена перпендикулярно оси вращения дисков. Диски 3 и 4 расположены в корпусе редуктора 7, жестко закреплены между собой и имеют возможность только совместного вращения вокруг общей оси 5.
К каждому из зубчатых дисков по параллельным касательным плотно прилегают зубчатые рейки 8 и 9, диаметрально расположенные по отношению друг к другу и имеющие дополнительные опоры в корпусе редуктора. Отношение диаметров дисков и длины реек от точек их касания с дисками до противоположных концов равно масштабу изображения профиля гарнисажа. Рейка 8 снабжена наконечником 10.
Приспособление для вычерчивания профиля гарнисажа состоит из листа миллиметровой бумаги 11, который с помощью прижимных устройств 12 укреплен на панели 6, и пишущего элемента 13 на конце рейки 9.
Панель 6 установлена на кольце 14 по его диаметру, перпендикулярно плоскости кольца и может поворачиваться с ним в неподвижной, внешней по отношению к кольцу, обойме 15 при ослаблении фиксирующих винтов 16. Обойма 15 установлена соосно с тиглем на верхнем его фланце. С помощью скоб 17 и винтов 18 устройство закрепляется на верхнем фланце.
Такая установка панели в размещение на ней оси вращения дисков позволяет обеспечивать ее поворот в горизонтальной плоскости тигля одновременно со средством замера.
Внутренний контур 19 тигля наносится на миллиметровую бумагу в масштабе, соответствующем масштабу изображения гарнисажа. При этом отношение расстояний от оси дисков до плоскости фланца тигля на миллиметровой бумаге и до плоскости фланца тигля с гарнисажем равно масштабу изображения профиля гарнисажа.
Устройство для контроля толщины гарнисажа в плавильном тигле работает следующим образом: на верхнем фланце тигля устанавливают и закрепляют с помощью скоб 17 и винтов 18 устройство.
В процессе замера профиля гарнисажа, взявшись за ручку 13 на конце рейки 8, перемещают ее так, чтобы наконечник 10 рейки скользил по поверхности гарнисажа.
Перемещение рейки 8 вызывает вращение дисков 3 и 4. Диск 4, в свою очередь, приведет в движение в противоположную сторону прилегающую к нему рейку 9 с пишущим элементом 13. Профиль 20 гарнисажа вычерчивается на листе миллиметровой бумаге 11.
Величина перемещения рейки 8 по отношению к величине перемещения рейки 9 будет равна отношению диаметров дисков 3 и 4, т.е. изменяя соотношение диаметров этих дисков, можно изменять масштаб изображения профиля гарнисажа: отношение длин реек при этом должно быть таким же, чтобы иметь одинаковую с масштабом изображения пропорциональность перемещения реек.
Сравнивая полученное изображение профиля 20 гарнисажа в какой- либо вертикальной плоскости с внутренним контуром тигля 19, мы контролируем толщину гарнисажа в данном сечении. Изготовлен и опробован опытный образец устройства (фиг.2).
Устройство позволяет также контролировать толщину гарнисажа в различных осевых вертикальных сечениях. Для этого осуществляют поворот устройства в горизонтальной плоскости, закрепляют и осуществляют замер и вычерчивание профиля и контроль толщины гарнисажа в другой плоскости. Знание толщины бокового и донного гарнисажа в разных вертикальных плоскостях, является необходимой информацией для проектирования оптимальных режимов последующих плавок.
Изобретение относится к металлургии, а именно к плавке и литью тугоплавких металлов в дуговых, электронно-лучевых и других печах, где плавка ведется в гарнисажных тиглях, и может быть использовано в производстве фасонных отливок из тугоплавких, например, титановых сплавов. Устройство для контроля толщины гарнисажа в плавильном тигле содержит средство для замера профиля гарнисажа и приспособление для вычерчивания профиля гарнисажа по результатам замера. Средство для замера состоит из двух расположенных на одной оси дисков, к каждому из которых по касательным установлено по одной рейке. Приспособление для вычерчивания профиля гарнисажа состоит из пишущего предмета, размещенного на конце одной из реек и листа миллиметровой бумаги, закрепленного на вертикальной панели. Панель выполнена с возможностью поворота в горизонтальной плоскости одновременно со средством замера. Устройство позволяет упростить и ускорить процедуру контроля толщины донного и бокового гарнисажа, совместить и механизировать операции замера и вычерчивания профиля гарнисажа с высокой точностью и изменять масштаб изображения профиля гарнисажа. 2 з.п.ф-лы, 2 ил.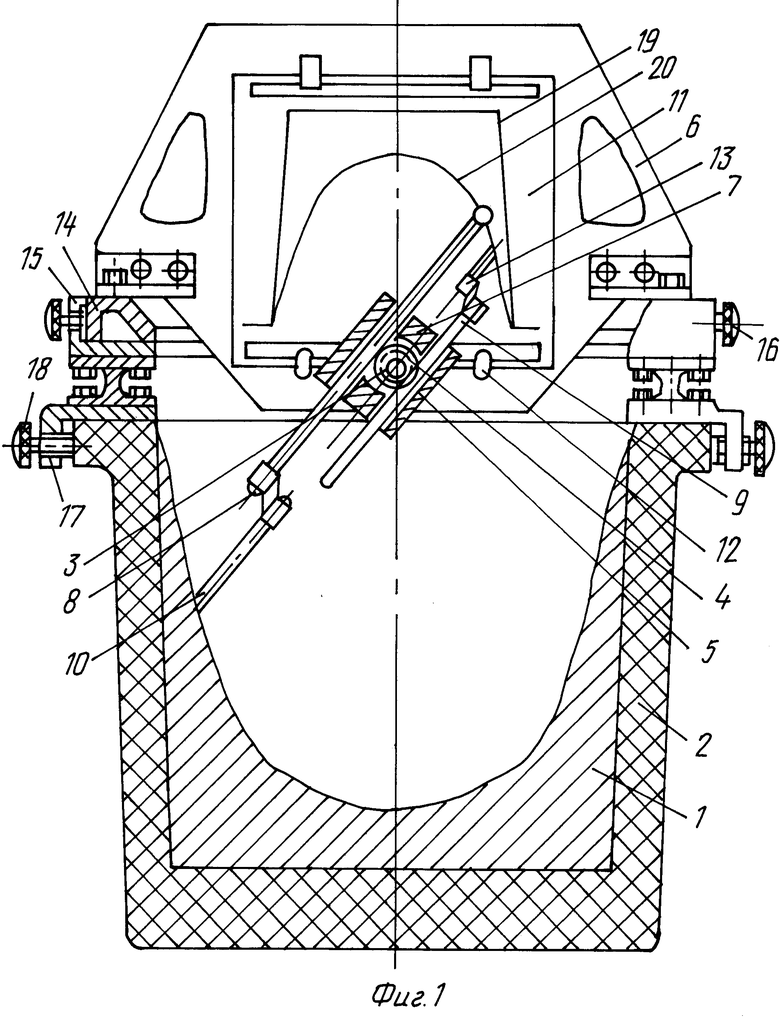
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство N 1551960, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 266219, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
