Изобретение относится к порошковой металлургии, в частности к изготовлению графитовых форм для алмазных буровых коронок.
Наиболее близким аналогом изобретения является известный способ изготовления графитовых форм для алмазных буровых коронок [1], согласно которому перед загрузкой смеси в матрицу прессующий пуансон нагревают до температуры 0,8-0,9 температуры нагрева матрицы, в матрицу устанавливают металлическую втулку и прессование осуществляют с последующей полимеризацией связующего. Затем втулку с изделием удаляют из матрицы и изделие охлаждают во втулке в напряженном состоянии до температуры окружающей среды.
Недостатком данного способа изготовления является низкая прочность графитовых форм, выражающаяся в образовании трещин, раковин в зоне рабочего пуансона (при прессовании в них элементов алмазных буровых коронок), которая обусловлена неравномерностью полимеризации смеси в металлической втулке, так как прогрев рабочего пуансона отстает по времени от стадии плавления связующего в периферийной и верхней частях пресс-формы. Другим существенным недостатком этого способа при изготовлении графитовых форм является их высокая деформация, возникающая при охлаждении во втулке в напряженном состоянии, так как возникшие в результате прессования напряжения воздействуют на изделия во всех направлениях. При охлаждении металлическая втулка удерживает боковое давление и деформации по диаметру изделия не происходит, а напряжение, действующие вдоль оси изделия, приведет к деформации по высоте изделия и как следствие этого произойдет разрыв и отслоение части графитовой формы вдоль оси. Кроме того, известный способ характеризуется невысокой производительностью изготовления графитовых форм вследствие необходимости предварительного нагрева матрицы пресс-формы, нагрева прессующего пуансона до 0,8-0,9 температуры нагрева матрицы, что, как видно из описания изобретения, не обеспечивает повышения производительности процесса.
Помимо перечисленных выше недостатков для обеспечения технологического процесса по данному способу необходимо использование дополнительной специальной оснастки и оборудования, обеспечивающих одновременный нагрев пресс-формы и прессование.
Предлагаемый способ изготовления графитовых форм для алмазных буровых коронок включает смешивание порошка графита с термопластическим связующим, загрузку смеси в металлическую втулку матрицы пресс-формы, нагрев до температуры плавления термопластического связующего, прессование и охлаждение. Прессование смеси производят вхолодную, а затем производят нагревание смеси в пресс-форме до температуры плавления связующего, полимеризацию и охлаждение до температуры окружающей среды в пресс-форме при постоянном давлении.
Изготовление графитовых форм для производства алмазного инструмента по предлагаемому способу позволяет повысить качество изделий вследствие повышения прочности и снижения деформации графитовых форм из-за того, что расплавление термопластического связующего происходит по всему объему смеси вместе с нагревом пресс-формы (матрицы, втулки, прессующего и формообразующего пуансонов). При этом полимеризации смеси осуществляется под постоянным давлением. Поры в смеси заполняются расплавом связующего, а после извлечения пресс-формы из камеры печи ее остывание происходит также под воздействием постоянного давления, что предупреждает развитие деформаций и образование трещин в вертикальном и горизонтальном направлениях. Наряду с этим необходимо отметить, что затвердевание смеси происходит в процессе остывания пресс-формы до температуры окружающей среды.
На фиг. 1-4 показана последовательность операций при изготовлении графитовой формы по предлагаемому способу: на фиг. 1 - матрица пресс-формы с загруженной смесью; на фиг. 2 - схема холодного прессования смеси; на фиг. 3 - состояние пресс-формы в процессе полимеризации при постоянном давлении на смесь и ее остывания при постоянном давлении на изделие; на фиг. 4 - схема распрессовки изделия.
Способ осуществляется следующим образом. В матрицу 1, собранную вместе с формообразующим пуансоном 2, устанавливают металлическую втулку 3, засыпают смесь 4 порошка графита с термопластическим связующим, устанавливают во втулку 3 прессующий пуансон 5 и производят холодное прессование смеси 4. Не снимая давления холодного прессования, соединяют болтами матрицу 1 с прессующим пуансоном 5 и разгружают пресс. Пресс-форму со смесью 4, находящуюся под постоянным давлением, равным давлению холодного прессования, помещают в камерную печь и производят нагрев пресс-формы до температуры плавления связующего. Процесс полимеризации осуществляется при постоянном давлении на смесь 4. Затем пресс-форма извлекается из печи. Остывание пресс-формы до температуры окружающей среды происходит при постоянном давлении на графитовую форму 7. После этого извлекаются болты 6 и снимается давление на форму 7. Распрессовка и извлечение графитовой формы 7 со втулкой 3 производится с помощью распрессовочника 8.
Пример конкретного выполнения.
Предлагаемый способ был реализован в опытном производстве ТулНИГП при изготовлении экспериментальных образцов графитовых форм, предназначенных для производства алмазных буровых коронок. Из стали 45 на токарном и фрезерном станках были изготовлены детали пресс-формы. В матрицу пресс-формы, собранную вместе с формообразующим пуансоном, была установлена металлическая втулка. В смесителе типа "Пьяная бочка" было произведено смешивание порошка графита (ТУ 48-20-54-75) с термопластическим связующим - пульвербакелитом (ОСТ 6-05-411-78) в соотношении 8:2. Полученная смесь была загружена в металлическую втулку матрицы пресс-формы. После этого во втулку был установлен прессующий пуансон и на гидравлическом прессе с усилием 20 т, было произведено холодное прессование смеси до полного захода прессующего пуансона во втулку матрицы пресс-формы (фиг. 3). Затем, не разгружая пресс, т.е. не снимая давления холодного прессования, было произведено соединение стяжными болтами матрицы и прессующего пуансона. После этого пресс был разгружен. Пресс-форма со смесью, находящейся под давлением, равным давлению холодного прессования, была помещена в камерную печь типа СНО 6124/10И4 и нагрева до температуры плавления связующего (180 - 200oC) с выдержкой в течение 10 мин. В этот период был осуществлен процесс полимеризации смеси, находящейся под постоянным давлением, созданным в процессе холодного прессования. Далее пресс-форма была извлечена из печи и остывала до температуры окружающей среды. При этом образование пространственной решетки полимера и его затвердевание происходило при постоянном давлении, созданном в процессе холодного прессования. После остывания пресс-формы были вывернуты стяжные болты (снято приложенное давление) и произведено извлечение графитовой формы, находящейся во втулке, с помощью распрессовочного приспособления. На графитовой форме (фиг. 4, поз. 7) не было обнаружено трещин, раковин и отслоений. Размеры оттиска соответствовали размерам рабочей части формообразующего пуансона. Остаточной деформации изделия не наблюдалось.
Применение изобретения изготовления графитовых форм позволяет повысить качество изделий и упростить изготовление алмазного инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2156186C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 1993 |
|
RU2071913C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 1996 |
|
RU2112131C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА ДЛЯ БУРЕНИЯ С ПРОДУВКОЙ ВОЗДУХОМ | 1999 |
|
RU2167260C1 |
| АБРАЗИВНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2083352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1999 |
|
RU2175590C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2202444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ БУРОВЫХ КОРОНОК | 2006 |
|
RU2314908C2 |



Использование: для изготовления графитовых форм для алмазных буровых коронок. Сущность изобретения: осуществляют смешивание порошка графита с термопластическим связующим, загрузку смеси в металлическую втулку матрицы пресс-формы, нагрев до температуры плавления термопластического связующего, прессование и охлаждение. Прессование смеси производят вхолодную, затем производят нагревание смеси в пресс-форме до температуры плавления связующего, полимеризацию и охлаждение до температуры окружающей среды в пресс-форме при постоянном давлении. Применение способа изготовления графитовых форм позволяет повысить качество форм и упростить процесс их изготовления. 4 ил.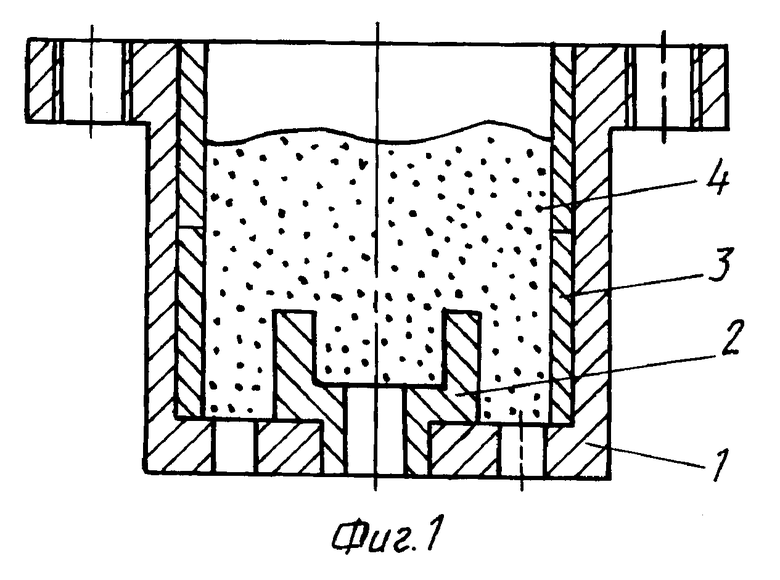
Способ изготовления графитовых форм для алмазных буровых коронок, включающий смешивание порошка графита с термопластическим связующим, загрузку смеси в металлическую втулку матрицы пресс-формы, нагрев до температуры плавления термопластического связующего, прессование и охлаждение, отличающийся тем, что прессование смеси производят вхолодную, а затем производят нагревание смеси в пресс-форме до температуры плавления связующего, полимеризацию и охлаждение до температуры окружающей среды в пресс-форме при постоянном давлении.
| SU, авторское свидетельство СССР N 916091, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

