Изобретение относится к порошковой металлургии, в частности к способам изготовления алмазного инструмента, и может найти применение при изготовлении коронок для бурения геологоразведочных скважин, алмазных долот для бескернового бурения, тонкостенных кольцевых сверл для сверления бетона и железобетона и т.п.
Известен способ изготовления алмазного инструмента путем прессования графитопластовой формы, формования, прессования алмазоносной матрицы в графитопластовой форме с последующей пропиткой связующим. (СССР, а.с. 1444138 "Способ изготовления алмазного инструмента и устройство для его осуществления", В 24 D 3/06). Недостатком этого способа является сравнительно невысокая прочность сцепления алмазов с телом матрицы, что отрицательно сказывается на качестве инструмента.
Наиболее близким к предлагаемому изобретению является способ изготовления алмазного инструмента, включающий прессование графитопластовой формы, покрытие внутренней поверхности формы пленкой связующего металла, например меди, формирование, прессование корпусом инструмента алмазоносной матрицы с последующей пропиткой связующим (СССР, а.с. 316836 "Способ изготовления алмазного инструмента" МПК, E 21 В 9/36). Недостатком этого способа является то, что применяемая в качестве связующего материала медь с алмазом не реагирует и не смачивает поверхность алмазного зерна, а потому алмазы не покрываются пленкой связующего материала, и на теле матрицы появляются непропитанные связующим участки, что приводит к значительному снижению стойкости алмазного инструмента при эксплуатации. Также, при этом способе пленкой металла покрывается только часть внутренней поверхности графитопластовой формы, контактирующая с материалом матрицы, а поверхность формы, контактирующая с корпусом инструмента, остается свободной от пленки, что при пропитке приводит к сильному насыщению углеродом стального корпуса с образованием уже при температуре 710oC очень твердого и хрупкого соединения по внутреннему и наружному диаметру инструмента. При механической обработке твердой науглероженной части корпуса наблюдается повышенный расход твердосплавных резцов и снижается производительность процесса резания.
Предлагаемое изобретение направлено на достижение важного технического результата - повышение стойкости и качества алмазного инструмента за счет улучшения смачиваемости связующим алмазных зерен и снижения насыщения углеродом стального корпуса инструмента.
Решение поставленной задачи обеспечивается тем, что в способе изготовления алмазного инструмента, включающем прессование графитопластовой формы, покрытие внутренней формы пленкой металлического материала, формирование, прессование корпусом инструмента алмазоносной матрицы с последующей пропиткой связующим, в качестве металлического материала используют двойной сплав, один металл которого активно реагирует при пропитке с алмазом и связующим, а другой металл является интенсификатором этого процесса. Благодаря тому, что в качестве металлического материала используют двойной сплав, один металл которого активно реагирует с алмазом и связующим, а другой металл является интенсификатором этого процесса, при пропитке на контакте алмаза, связующего и двойного сплава образуется тройной сплав, который интенсивно реагирует с алмазом и полностью покрывает его. Указанное способствует прочному и надежному закреплению алмазов в теле матрицы. Помимо этого пленка двойного сплава на графитопластовой форме, отличающаяся повышенной плотностью и прочностью, препятствует проникновению в полость пропитки газов, образующихся при нагреве графитопласта, что исключает возникновение в матрице непропитанных участков и других дефектов. Также пленка двойного сплава способствует более надежному разделению при пропитке стального корпуса алмазного инструмента и графитопластовой формы, благодаря чему устраняется насыщение стального корпуса углеродом и образование прижогов и раковин на корпусе, что повышает качество алмазного инструмента.
Предлагаемый способ поясняется чертежом, на котором изображен вертикальный разрез графитопластовой формы. На чертеже показаны: графитопластовая форма 1, пленка двойного сплава 2, контактирующая с алмазной матрицей 3 и корпусом 4 инструмента, связующий материал 5.
Способ осуществляется следующим образом. Прессуют графитопластовую форму 1. Покрывают внутреннюю поверхность формы 1 пленкой двойного сплава 2 одним из известных способов, например химическим осаждением. Двойной сплав, например никель-олово, один металл которого - никель активно реагирует с алмазом и связующим, например медью, а другой металл - олово является сильным интенсификатором процесса реагирования. Производят формирование алмазоносной матрицы 3, устанавливают корпус 4 инструмента, прессуют корпусом 4 инструмента алмазоносную матрицу 3 и засыпают связующий материал 5, например медь. Затем прес-форму помещают в печь с восстановительной атмосферой для пропитки связующим. При пропитке на контакте алмаза, двойного сплава и связующего образуется тройной сплав медь - никель - олово, который интенсивно реагирует с алмазом и полностью покрывает его.
Технико-экономическая эффективность предлагаемого изобретения заключается в повышении стойкости инструмента на 30-40%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2202444C2 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2156186C2 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА ДЛЯ БУРЕНИЯ С ПРОДУВКОЙ ВОЗДУХОМ | 1999 |
|
RU2167260C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 1999 |
|
RU2169249C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕКУПЕРАЦИИ АЛМАЗОВ | 1999 |
|
RU2172294C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РЕКУПЕРАЦИИ АЛМАЗОВ | 1999 |
|
RU2165885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 1993 |
|
RU2071913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ БУРОВЫХ КОРОНОК | 2006 |
|
RU2314908C2 |
Изобретение относится к области порошковой металлургии и может найти применение при изготовлении коронок для бурения геологоразведочных скважин, алмазных долот для бескернового бурения, тонкостенных кольцевых сверл для сверления бетона и железобетона и т.п. Способ включает прессование графитопластовой формы, покрытие внутренней поверхности формы пленкой металлического материала, формирование, прессование корпусом инструмента алмазоносной матрицы с последующей пропиткой связующим, при этом в качестве металлического материала используют двойной сплав, один металл которого активно реагирует при пропитке с алмазом и связующим, а другой металл является интенсификатором этого процесса. Изобретение позволяет повысить стойкость и качество алмазного инструмента за счет улучшения смачиваемости связующим алмазных зерен и снижения насыщения углеродом стального корпуса инструмента. 1 ил.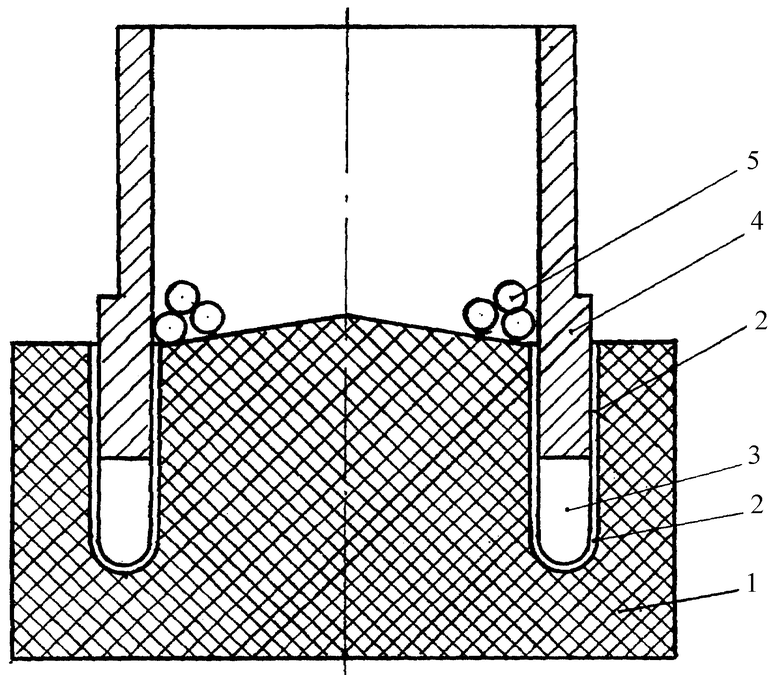
Способ изготовления алмазного инструмента, включающий прессование графитопластовой формы, покрытие внутренней поверхности формы пленкой металлического материала, формирование, прессование корпусом инструмента алмазоносной матрицы с последующей пропиткой связующим, отличающийся тем, что в качестве металлического материала используют двойной сплав, один металл которого активно реагирует при пропитке с алмазом и связующим, а другой металл является интенсификатором этого процесса.
| 0 |
|
SU316836A1 | |
| Способ изготовления алмазного инструмента и устройство для его осуществления | 1986 |
|
SU1444138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1991 |
|
RU2010679C1 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 1996 |
|
RU2112131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА (ФТОРОПЛАСТА-4) | 0 |
|
SU198627A1 |
| US 4063907, 20.12.1977. | |||

