Изобретение относится к порошковой металлургии, в частности к способам изготовления алмазного инструмента, и может найти применение при изготовлении коронок для бурения геологоразведочных скважин, алмазных долот для бескернового бурения, тонкостенных кольцевых сверл для сверления бетона и железобетона и т.п.
Известен способ изготовления алмазного инструмента путем формирования матрицы в графитовой форме, прессования, нагрева до температуры пропитки и охлаждения (см. Блинов Г.А. и др. Породоразрушающий инструмент для алмазного бурения - Л., Недра, 1959 - 128 с.).
Недостатком этого способа изготовления является то, что алмазы в матрице удерживаются только за счет слабого физического обжатия и быстро выпадают из тела матрицы после обнажения их в процессе разрушения горной породы на забое скважины, что обуславливает низкую стойкость инструмента.
Предлагаемое изобретение направлено на достижение важного технического результата - повышение стойкости и качества алмазного породоразрушающего инструмента за счет увеличения уровня главного остаточного напряжения сжатия в медно-никелевой связке и связанного с ним улучшения удержания алмазов в матрице.
Решение поставленной задачи обеспечивается тем, что в способе изготовления алмазного породоразрушающего инструмента, включающем формирование матрицы в графитовой форме, прессование, нагрев до температуры пропитки, горячее прессование и охлаждение, инструмент охлаждают до температуры 350oC на воздухе с изотермической выдержкой при этой температуре 10-15 мин, затем погружают в воду, имеющую комнатную температуру, с выдержкой до принятия температуры воды.
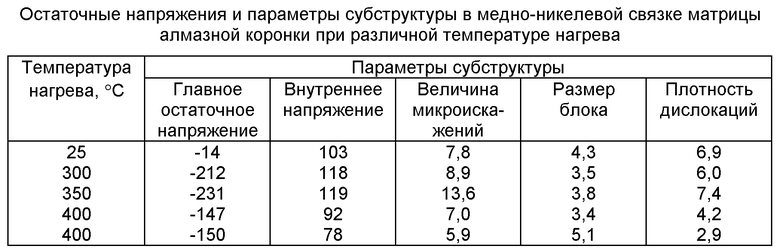
Благодаря тому, что алмазный породоразрушающий инструмент охлаждается до температуры 350oС на воздухе с изотермической выдержкой при этой температуре 10-15 мин с последующем погружением в воду, имеющую комнатную температуру, с выдержкой до температуры воды, происходит, как показали проведенные в ТулНИГП исследования (см. табл.), наибольшее увеличение уровня главного остаточного напряжения сжатия в медно-никелевой связке, применяемой при изготовлении инструмента. Это обуславливает при термообработке дополнительное субструктурное упрочнение связки и улучшение удержания алмазов в матрице. Причем при изотермической выдержке менее 10 мин не происходит наибольшее увеличение уровня главного остаточного напряжения, а при выдержке более 15 мин уже не возрастает достигнутое значение уровня главного напряжения. При термообработке от начальной температуры 350oС уровень микроискажений значительно повышается, что может быть связано только с повышением количества структурных дефектов. Размер блока мозаики несколько уменьшается. Плотность дислокации повышается (появление этих дислокаций и обеспечивает повышение уровня микроискажений).
Эти дислокации уже уплотняют существующие границы блоков мозаики, что делает их стабильными к процессам полигонизаций и возврата при последующем нагреве фактически до температур порядка начальной 350oС. Это значит, что оптимальный уровень напряжений сжатия сохраняется при нагреве до температур нормальной эксплуатации инструмента, которые составляют 100-200oС.
Погружение инструмента в воду, имеющую комнатную температуру, с выдержкой до температуры воды приводит к существенным изменениям характера напряженного состояния матрицы. Более того, там формируются только напряжения сжатия, что приводит к повышению удерживающей способности матрицы алмазных зерен и твердосплавных наполнителей. В присутствии напряжений сжатия эти включения удерживаются не только за счет сил адгезии, но и вследствие механического удерживания окружающими объемами связки.
Способ осуществляется следующим образом.
Формируют матрицу в графитовой форме, прессуют ее корпусом инструмента, внутрь которого помещают медно-никелевую связку. Спрессованный инструмент нагревают на печи ТВЧ до температуры пропитки и производят горячее прессование, после чего инструмент охлаждают на воздухе до температуры 350oС с изотермической выдержкой при этой температуре 10-15 мин. Затем инструмент освобождают от графитовой формы и погружают в воду, имеющую комнатную температуру, с выдержкой до принятия температуры воды. После чего инструмент подвергают механической обработке.
Технико-экономическая эффективность предлагаемого изобретения заключается в повышении стойкости инструмента на 30-50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2566252C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1999 |
|
RU2175590C2 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА | 1999 |
|
RU2169249C2 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ БУРОВЫХ КОРОНОК | 2006 |
|
RU2314908C2 |
| АЛМАЗНАЯ БУРОВАЯ КОРОНКА ДЛЯ БУРЕНИЯ С ПРОДУВКОЙ ВОЗДУХОМ | 1999 |
|
RU2167260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2156186C2 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РЕКУПЕРАЦИИ АЛМАЗОВ | 1999 |
|
RU2165885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2049655C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕКУПЕРАЦИИ АЛМАЗОВ | 1999 |
|
RU2172294C2 |
Изобретение относится к порошковой металлургии, в частности к способам изготовления алмазного инструмента, и может найти применение при изготовлении коронок для бурения геологоразведочных скважин, алмазных долот для бескернового бурения, тонкостенных кольцевых сверл для сверления бетона и железобетона и т.п. Предложен способ изготовления алмазного породоразрушающего инструмента, включающий формирование матрицы в графитовой форме, прессование, нагрев до температуры пропитки, горячее прессование, охлаждение до 350oС на воздухе с изотермической выдержкой при этой температуре 10-15 мин, погружение инструмента в воду, имеющую комнатную температуру, с выдержкой до принятия температуры воды. Изобретение направлено на повышение стойкости и качества алмазного породоразрушающего инструмента за счет увеличения уровня главного остаточного напряжения сжатия в медно-никелевой связке и связанного с ним улучшения удержания алмазов в матрице. 1 табл.
Способ изготовления алмазного породоразрушающего инструмента, включающий формирование матрицы в графитовой форме, прессование, нагрев до температуры пропитки и охлаждение, отличающийся тем, что после нагрева до температуры пропитки производят горячее прессование инструмента, а затем его охлаждают до 350oС на воздухе с изотермической выдержкой при этой температуре 10-15 мин и далее погружают в воду, имеющую комнатную температуру, с выдержкой до принятия температуры воды.
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2156186C2 |
| Справочник инженера по бурению геологоразведочных скважин, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: Недра, 1984, с | |||
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |
| Способ изготовления алмазного инструмента | 1981 |
|
SU990423A1 |
| ВСЕСОЮЗНАЯ jOATEHTHO-TEXKHHEOKAfl | 0 |
|
SU389800A1 |
| DE 4203915 A1, 11.02.1993. | |||

