Изобретение относится к защитным покрытиям на основе никеля, используемом в разнообразных компонентах и устройствах для этой цели наиболее широко известны антикоррозионные покрытия класса "металл" или "металл-металлоид", в том числе аморфные [1,2].
Наиболее близким по существенным признакам к заявляемому изобретению является защитное покрытие Ni-W [3], которое выбрано как прототип и базовый объект для сравнения. Пленки состава, мас.%: вольфрам 33; Ni остальное, получали из электролита состава, г/л:
Никель сернокислый - 240 - 250,
Никель хлористый - 21,
Натрия вольфрамат - 10,
Натрия цитрат - 200,
Кислота борная - 30 - 40,
Хлорид калия - 20,
Хлорид аммония - 50,
при pH 4 - 8, температуре 50 - 87oC и катодной плотности тока 0,2 - 20 А/дм2. Коррозионные характеристики покрытий Ni-W в указанной работе не измерялись. Определенные авторами изобретения: время до начала коррозии во влажной среде 95%, Т = 25oC и скорость растворения в 5%-ном растворе НCl соответственно составили 28 сут 3,2 г/м2•ч.
Для более стабильной и долговременной работы устройств, в которых используется защитное покрытие Ni-W, необходимы пенки с более высокой коррозионной стойкостью.
Кроме этого, во всех известных на сегодняшний день электролитах для осаждения сплавов Ni-W используются подогреваемые растворы. Их температура, как правило составляет 50 - 80oC. Весьма желательной особенно в свете современных условий является разработка электролитов осаждения сплавов Ni-W при комнатной температуре.
Целью изобретения является разработка электролита и способа осаждения при комнатной температуре покрытий Ni-W с повышенной коррозионной стойкостью.
Для достижения поставленной цели предлагается электролит состава, г/л:
NiSO4•7H2O - 25 - 35
NiCl2•6Н2О - 3 - 5
Na2WO4 - 8 - 50
Nr3C6H5O7 - 25 - 150
H3BO3 - 5 - 8
MgSO4•7H2O - 20 - 25
при pH 6,0 - 7,0, Т = 18 - 22oC и Дк = 3 - 10 мА/см2. Новым является качественный и количественный состав электролита, а также режимы осаждения.
Положительный эффект достигается за счет того, что полученные по предлагаемому способу покрытия сплава Ni-W обладают гораздо более мелкодисперсной структурой размер зерен 0,1 - 0,3 мкм, чем у известного сплава (d=0,8 - 1,2 мкм). Это в свою очередь определяет уменьшение размеров границ зерен и тем самым повышение коррозионной стойкости заявляемых покрытий.
Общими признаками заявляемого технического решения и известного является то, что осаждение ведут из раствора, содержащего NiSO4•7H2O, Na2WO4 и Na3C6H5O7, NiCl2•6H2О, H3BO3.
Отличительными признаками заявляемого технического решения от известного является то, что электролит дополнительно содержит MgSO4•7H2O, а осаждение ведут из электролита состава, г/л: NiSO4•7H2O 25-35; NiCl2•6H2O 3-5; Na2WO4 8-50; Na3C6H5O7 25 -150; H3BO3 5 - 8; MgSO4•7H2O 20 - 25, при pH 6,0-7,0, Т= 18 - 22oC и Дк = 3 - 10 мА/см2.
Заявленный новый по качественному и количественному составу электролит, а также режимы осаждения являются одновременно и существенным отличием, так как совокупность отличительных признаков дает новый непредвиденный результат и таким образом соответствует критерию существенные отличия.
Заявляемое защитное покрытие Ni-W осаждают из электролита, который готовят следующим образом: одновременно растворяют NiSO4•7H2O, NiCl2•6H2O, H3BO3 и MgSO4•7H2O в дистиллированной воде при 80oC и интенсивном перемешивании. Затем в отдельных порциях растворяют Na2WO4•7H2O и Na3C6H5O7•5,5 H2O и сливают их вместе. После охлаждения все приготовленные порции растворов сливают вместе и доводят pH электролита до требуемого значения с помощью 10%-ного раствора H2SO4 или 25%-ного раствора NH4OH и фильтруют с использованием фильтров типа "синяя лента". После чего добавлением дистиллированной воды доводит объем электролита до объема, соответствующего необходимой концентрации компонентов. Анод используется никелевый.
Пример. Берут навески NiSO4•7H2O, NiCl2•6H2O, H3BO3 и MgSO4•7H2O в количестве соответственно 30, 3,3, 6,6 и 23,6 г и растворяют в 500 мл дистиллированной воды при 80oC и интенсивном перемешивании. Навески Na2WO4•7H2O и Na3C6H3O2•5,5H2O в количестве соответственно 30, 120 г растворяют в отдельных порциях дистиллированной воды по 100 мл и затем их сливают вместе. После охлаждения все приготовленные порции сливают вместе и доводят pH электролита до 6,0 с помощью 10%-ного раствора H2SO4 и 25% NH4OH и фильтруют. После чего объем электролита доводят до 1 л.
Осаждение ведут при комнатной температуре электролита (Т=20oC) и плотности тока 5 мА/см2. За 30 мин осаждается пленка Ni-W, содержащая 35 мас.%W, толщиной 1,5 мкм. Пленки обладали блестящей поверхностью и были эластичны. Следов коррозии не было замечено при выдержке до 36 сут во влажной среде 95% при Т=25oC. Скорость коррозии в растворе 5%-ной HCl составляла 2,6 г/м2•ч.
Коррозионная стойкость покрытий оценивалась визуально и по изменению массы, согласно ГОСТ 9012-73 и ГОСТ 17332-71. Прочность сцепления и эластичность покрытий определяли методом нагрева и изгиба соответственно ГОСТ 9302-79. Состав пленок и скорость осаждения определяли на основании данных фотоколориметрического анализа.
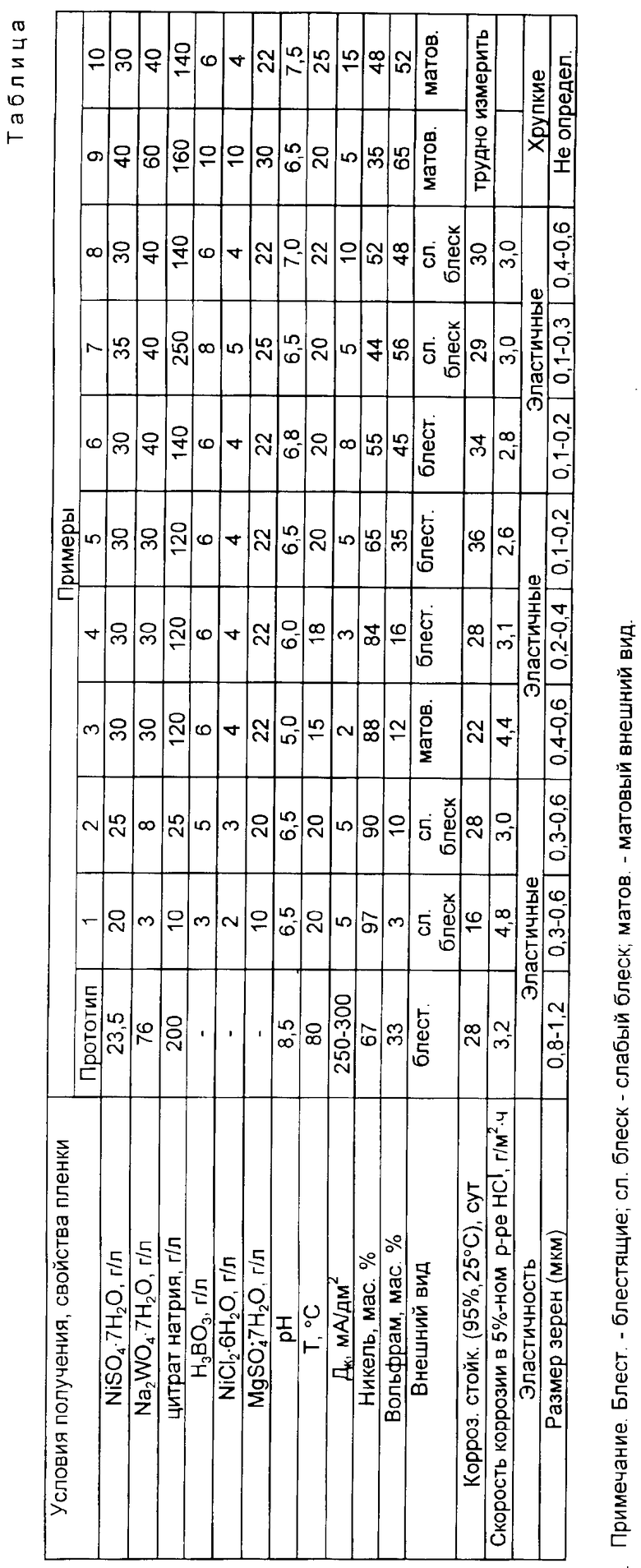
Изобретение может быть проиллюстрировано несколькими примерами, представленными в таблице, из которых видно, что оптимальным электролитом и способом для получения защитного покрытия из сплава Ni-W являются условия, приведенные в примерах 5 и 6, поскольку полученные при этих условиях покрытия обладают наиболее высокой коррозионной стойкостью. При снижении концентрации Na2WO4 (пример 2) или pH электролита (пример 4) происходит уменьшение концентрации W в сплаве и укрупнение кристаллитов, что несколько ухудшает коррозионные характеристики покрытий. Однако по другим параметрам, описанным в примерах 2, 4, покрытия не уступают прототипу, а получены из ванн при температуре Т = Ткомн..
На пленках, полученных при 50 г/л Na2WO4 (пример 7) и при pH 7,0 (пример 8), несколько ухудшается внешний вид и коррозионные характеристики по сравнению с образцами, осажденными в оптимальном режиме (примеры 5, 6). Однако по основным коррозионным характеристикам пленки, описанные в примерах 7, 8, не уступают прототипу, а получены из ванн при температуре Т=Ткомн..
При выходе за нижнюю границу заявляемого предела по составу ванны (пример 1) и режимам электролиза (пример 3) значительно снижается количество W, включаемого в осадок, увеличивается размер зерен. Полученные при этих действиях покрытия обладают гораздо более низкой коррозионной устойчивостью, чем прототип.
При выходе за верхнюю границу заявляемого предела по составу ванны (пример 9) и режимом электролиза (пример 10) формируются хрупкие, матовые покрытия, не обладающие требуемыми характеристиками.
Таким образом изобретение позволяет получать пленки сплава Ni-W, содержащие 10 - 56% W с повышенной коррозионной стойкостью. При этом для получения покрытий используется электролит, работающий при комнатной температуре. Полученные покрытия отвечают совокупности требований, предъявляемых к защитным покрытиям, используемым в разнообразной радио и электронной аппаратуре, устройствах, при приготовлении печатных плат и т.д.
Литература
1. Wang T.E., Warren G.W. Corrosion Behavior of Co-Cr Films in Sulfuric acid. JEEE Trans on Magu 1986, vol, 12,N 5, p. 340-342 (аналог).
2. Чуприна В.И., Рябухин А.Г. и др. Труды Курганского машиностроительного института, 1971, вып. 17, с. 85-88 (аналог).
3. Бондарь В.В. и др. Итоги науки и техники, Электрохимия, 1980, т. 16. М.: ВИНИТИ. 331 с., 1 л (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНОЕ ПОКРЫТИЕ НИКЕЛЬ - ЖЕЛЕЗО - ВОЛЬФРАМ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1995 |
|
RU2116388C1 |
| АМОРФНОЕ МАГНИТОМЯГКОЕ ПОКРЫТИЕ КОБАЛЬТ-ФОСФОР-МАРГАНЕЦ | 1992 |
|
RU2069400C1 |
| ВЫСОКОЧАСТОТНЫЙ ДИЭЛЕКТРИЧЕСКИЙ РЕЗОНАТОР И РАСТВОР ДЛЯ ЕГО ХИМИЧЕСКОГО МЕДНЕНИЯ | 1992 |
|
RU2091926C1 |
| РАСТВОР ХИМИЧЕСКОГО МЕДНЕНИЯ | 1992 |
|
RU2069457C1 |
| Электролит для электроосаждения блестящих никелевых покрытий | 2024 |
|
RU2820423C1 |
| МНОГОСЛОЙНОЕ АМОРФНОЕ МАГНИТОМЯГКОЕ ПОКРЫТИЕ | 1991 |
|
RU2069913C1 |
| АМОРФНОЕ МАГНИТОМЯГКОЕ ПОКРЫТИЕ КОБАЛЬТ-ФОСФОР-АЛЮМИНИЙ | 1992 |
|
RU2069401C1 |
| СОСТАВ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ НИКЕЛЕВЫХ ПОКРЫТИЙ | 1991 |
|
RU2009571C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ОСАЖДЕНИЯ МНОГОФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ НА ОСНОВЕ НИКЕЛЯ | 1998 |
|
RU2149927C1 |
| СОСТАВ ЭЛЕКТРОЛИТА И СПОСОБ ПОЛУЧЕНИЯ НАНОКРИСТАЛЛИЧЕСКИХ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ СИСТЕМЫ "НИКЕЛЬ-ФОСФОР-ВОЛЬФРАМ" | 2021 |
|
RU2792096C1 |
Изобретение относится к защитным покрытиям на основе никеля, используемым в разнообразных компонентах и устройствах для увеличения срока их работоспособности. Для повышения коррозионной стойкости защитного покрытия никель - вольфрам разработан способ его получения из неподогреваемого раствора и предлагается электролит для осаждения защитного покрытия Ni-W из раствора, содержащего никель сернокислый, натрия вольфрамат, натрия цитрат, никель хлористый и борную кислоту, отличающийся тем, что он содержит дополнительно магний сернокислый при следующем содержании компонентов, г/л: никель сернокислый 25-35; никель хлористый 3-5; натрия вольфрамат 8-50; натрия цитрат 25-150; кислота борная 5-8; магний сернокислый 20-25, а осаждение ведут при кислотности электролита 6,0-7,0, температуре электролита 18-22oC и катодной плотности тока 3-10 мА/см2. 3 с. ф-лы, 1 табл.
Никель сернокислый - 25 - 35
Никель хлористый - 3 - 5
Вольфрамат натрия - 8 - 50
Цитрат натрия - 25 - 150
Борная кислота - 5 - 8
Магний сернокислый - 20 - 25
2. Способ получения защитного покрытия никель - вольфрам, включающий осаждение покрытия при pH 6 - 7, катодной плотности тока 3 - 10 мА/см2 из электролита, содержащего никель сернокислый, никель хлористый, вольфрамат натрия, цитрат натрия и борную кислоту, отличающийся тем, что осаждение покрытия ведут при температуре 18 - 22oC из электролита, дополнительно содержащего магний сернокислый, при следующем соотношении компонентов, г/л:
Никель сернокислый - 25 - 35
Никель хлористый - 3 - 5
Вольфрамат натрия - 8 - 50
Цитрат натрия - 25 - 150
Борная кислота - 5 - 8
Магний сернокислый - 20 - 25а
| Бондарь В.В | |||
| и др | |||
| Итоги науки и техники | |||
| Электрохимия, 1980, т.16 | |||
| - М.: ВИНИТИ, с.269. |
