Изобретение относится к теплообменной аппаратуре, а именно к устройствам теплообменников пластинчато-трубного типа из тонколистового материала, используемых в качестве автотранспортных радиаторов, водомаслоохладителей, теплообменников электротрансформаторов и холодильных машин и т.д.
Известен теплообменник пластинчато-трубного типа, содержащий пластины оребрения и трубчатые элементы в виде усеченных конусов с отбортовкой у большего основания, установленные один в другой и в отверстия пластин оребрения. Соединение всех элементов осуществляется путем пайки (Авт. св. N1384914, кл. F 28 F 3/08, 1/32).
Недостатком данного теплообменника является большое количество мест соединения, трудоемкость осуществления пайки, низкая ремонтопригодность.
Наиболее близким по технической сути и достигаемому результату является теплообменник, содержащий пакет пластин с отверстиями, выполненными с отбортовками конусной формы, вставленными друг в друга с образованием сквозных трубных полостей в пакете пластин, соединенными между собой пайкой или сваркой (Авт.св N 1218286, кл. F 28 F 3/04, 1/28).
Недостатком этого теплообменника также является высокая трудоемкость изготовления конусных отбортовок, соединения отдельных элементов в единое целое и при этом недостаточная его надежность, так как возможны различные дефекты мест пайки или сварки.
Целью предлагаемого изобретения является повышение технологичности изготовления теплообменника и снижение трудоемкости его изготовления, а кроме этого повышение его надежности.
Эта цель достигается тем, что отбортовки отверстий, проштампованных в пластинах пакета, выполнены в виде двух ступеней, причем внешний диаметр крайней ступени отбортовки отверстий равен внутреннему диаметру другой ступени отбортовки, расположенной у основания пластины. Далее пластины собирают в пакет путем установки отбортовок отверстий друг в друга с натягом, при этом образуются прочные соединения между пластинами, а полученные таким образом трубные полости отличаются высокой герметичностью. Процесс изготовления отверстий в пластинах с отбортовками в виде двух ступеней намного технологичнее, чем получение отверстий с конусными отбортовками.
Кроме этого, для увеличения поверхности теплоотдачи предлагаемого теплообменника на внешнюю поверхность ступени отбортовки, расположенной у основания пластины и образующей трубную полость, напрессованы от одной и более пластин с обычными отбортовками.
Для увеличения степени герметизации и прочности соединений отдельных пластин в единый пакет на внутренней поверхности крайней ступени отбортовки при сборке выполняют кольцевые углубления.
Для дальнейшего повышения степени герметичности, прочности, а также увеличения коррозионностойкости теплообменника пластины пакета или только отбортовки отверстий пластин покрывают легкоплавкими металлами или их сплавами, герметизирующими составами или эмалями.
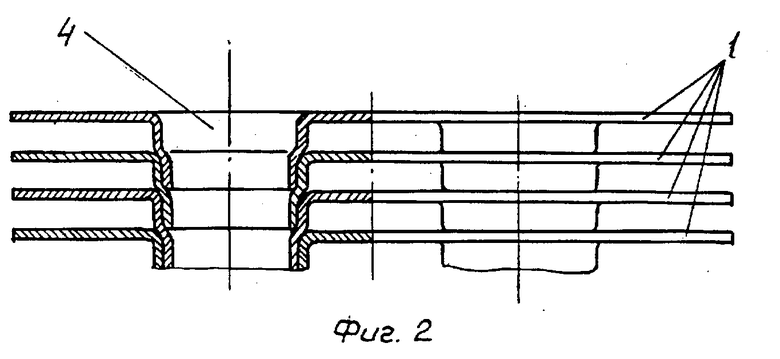
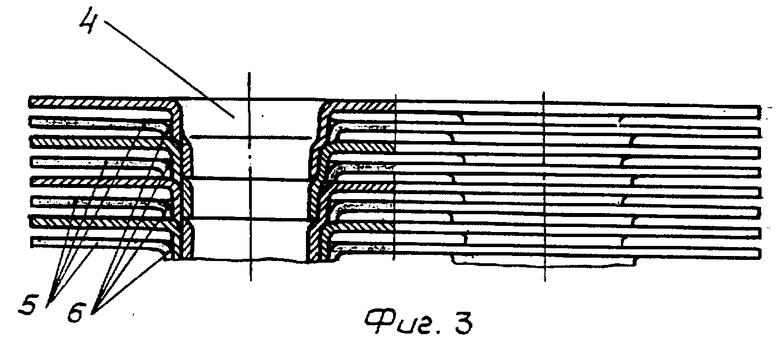
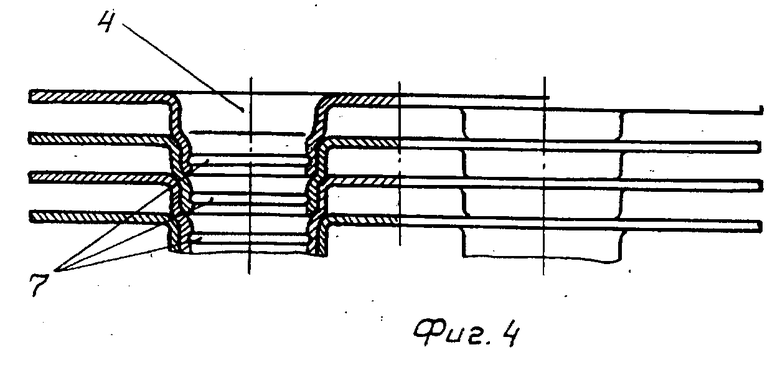
На фиг.1 изображена пластина пакета с отбортовкой отверстий; на фиг.2 - пакет пластин в сборе; на фиг.3 - пакет, состоящий из основных и дополнительных пластин; на фиг. 4 - пакет пластин с кольцевыми углублениями на внутренней поверхности крайних отбортовок отверстий.
Теплообменник содержит пакет пластин 1 с отверстиями, выполненными с отбортовками в виде двух ступеней: крайней ступени 2 и ступени 3, расположенной у основания пластины 1. Внешний диаметр крайней ступени 2 равен внутреннему диаметру ступени 3. Отбортовки отверстий 2 и 3 с натягом вставлены друг в друга и за счет этого образована трубная полость 4 с толщиной стенок, равной двум толщинам материала пластин 1.
Для увеличения поверхности теплоотдачи на внешнюю поверхность отбортовки 3 напрессованы от одной и более дополнительные пластины 5 с обычными отбортовками 6.
Для увеличения степени герметизации и прочности соединений отдельных пластин 1 в единый пакет на внутренней поверхности ступени отбортовки 2 выполнены кольцевые углубления 7.
Пластины 1 или отбортовки отверстий пластин 1 могут быть покрыты легкоплавкими металлами или их сплавами, герметизирующими составами или эмалями.
Изготовление теплообменника осуществляется следующим образом.
В пластинах 1 выштамповывают отверстия с отбортовкой в виде двух ступеней - крайней ступени 2 и ступени 3, расположенной у основания пластины 1.
Далее пластины собирают в пакет установки ступеней 2 и 3 отбортовок отверстий друг в друга с натягом. При необходимости производят опрессовывание пакета.
При изготовлении теплообменника с повышенной теплоотдачей за счет использования дополнительных пластин 5 сборку пакета осуществляют последовательно. На внешнюю поверхность отбортовки 3 пластины 1 устанавливают пластину 5 при помощи отбортовок 6, далее устанавливают пластину 1, затем - пластину 5 т.д.
При необходимости изготовления теплообменников с повышенной герметичностью и прочностью предварительно пластины 1 или только отбортовки отверстий покрывают легкоплавкими металлами или их сплавами, герметизирующими составами или эмалями с последующим оплавлением или сушкой, а далее в процессе осуществления сборки пакета на внутренней поверхности ступени 2 отбортовки выдавливают кольцевые углубления 6.
Таким образом, предлагаемый теплообменник технологичен при изготовлении и надежен при эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1995 |
|
RU2079398C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 1996 |
|
RU2100733C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2139483C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2137076C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТО-БЕСТРУБНОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2286527C1 |
| ТЕПЛООБМЕННИК | 1995 |
|
RU2100732C1 |
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК | 2008 |
|
RU2366879C1 |
| ПЛАСТИНЧАТО-ТРУБНЫЙ ТЕПЛООБМЕННИК | 1998 |
|
RU2145051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1992 |
|
RU2038563C1 |
| ТЕПЛООБМЕННИК, ТЕПЛООБМЕННАЯ ПЛАСТИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 2013 |
|
RU2529957C1 |
Теплообменник предназначен для автотранспортных радиаторов, водомаслоохладителей, теплообменников электротрансформаторов и холодильных машин. Теплообменник выполнен в виде пакета пластин 1 с отверстиями, выполненными с отбортовками, вставленными друг в друга и образующими сквозные трубные полости в пакете пластин 1. Отбортовки отверстий изготовлены в виде двух ступеней 2 и 3, причем внешний диаметр крайней ступени 2 отбортовки равен внутреннему диаметру второй ступени 3 отбортовки, расположенной у основания пластины 1. На внешнюю поверхность ступени 3 отбортовки, расположенной у основания пластины, могут быть напрессованы от одной и более пластин с отбортовками для увеличения поверхности теплоотдачи. На внутренней поверхности крайней ступени 2 отбортовки могут быть выполнены кольцевые углубления для увеличения степени герметизации и прочности. Кроме этого, отбортовка отверстий пластин 1 или пластины 1 полностью могут быть покрыты легкоплавкими металлами, герметизирующими составами или эмалями для повышения степени герметизации, упрочнения и коррозионностойкости. 3 з.п. ф-лы, 4 ил.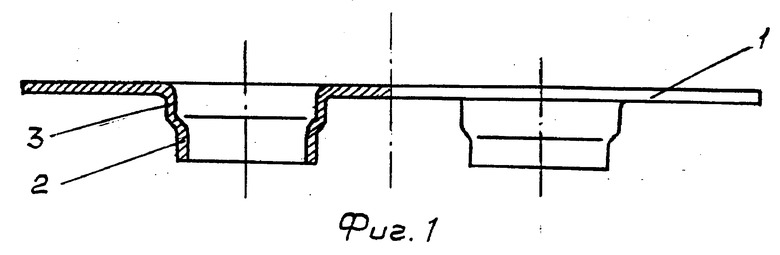
| SU, A1, 1384914, F 28 F 3/08/, 1988 | |||
| SU, A, 1218286, F 28 F 3/04, 1986. |
