Изобретение относится к линейному производству, в частности к литью по выплавляемым моделям с кристаллизацией под давлением.
Известно устройство для литья по выплавляемым моделям с кристаллизацией под давлением [1] . Недостатком устройства является то, что после заливки жидкого металла в металлоприемник на его поверхность перед заполнением формы необходимо установить пуансон, что усложняет конструкцию установки для литья.
Наиболее близким техническим решением (прототип) является устройство, состоящее из металлоприемника и обоймы, в полость которой устанавливается оболочковая форма, а пуансон крепится к торцу обоймы [2]. Устройство позволяет устранить операцию установки пуансона на поверхность жидкого металла в металлоприемнике перед заполнением формы, но имеет ряд существенных недостатков, основными из которых являются:
1. Ограниченные возможности управления температурой расплава в металлоприемнике и величиной пресс-остатка.
2. Затруднен выход газа из облицовки, так как металлоприемник имеет негазопроницаемые стенки.
3. Обойма для форм выполнена цилиндрической, что неприемлемо при изготовлении отливок в условиях многономенклатурного мелкосерийного производства, когда они значительно отличаются друг от друга по габаритам, конфигурации и весу. Это приводит к тому, что необходимо иметь не только большой набор типоразмеров обойм для форм, но и соответственно большой набор типоразмеров металлоприемников и пуансонов.
В предлагаемом изобретении решаются следующие задачи:
1. Уменьшить потери температуры расплава в металлоприемнике.
2. Уменьшить величину пресс-остатка.
3. Обеспечить удаление газа из облицовки в металлоприемнике.
4. Уменьшить количество типоразмеров контейнеров для форм и металлоприемников.
Поставленные задачи в предлагаемом изобретении решаются путем изменения конструкции металлоприемника и контейнера для оболочковых форм. Металлоприемник выполнен составным и содержит основание, которое закрепляется на нижнем столе установки, и съемный сменный стакан. Корпус стакана представляет собой полый цилиндр с буртиками на дне. Дно стакана выполнено стержневой смесью, например жидкостекольной.
Этой же смесью облицована также внутренняя поверхность стакана, а в боковых стенках его выполнены отверстия для выхода газа. В дне основания металлоприемника также выполнены отверстия для выхода газа. Между дном стакана и дном основания металлоприемника имеется теплоизоляционный слой, например, из шамотного порошка. После заливки жидкого металла в металлоприемник, благодаря наличию теплоизоляционного слоя, перед заполнением формы нижние слои расплава имеют более высокую температуру, чем слои расплава на поверхности жидкого металла в металлоприемнике, за счет чего обеспечиваются благоприятные условия для питания отливок и уменьшения величины пресс-остатка. Контейнер для оболочковых форм выполнен разъемным и состоит из корпуса и крышки с горловиной, при этом разъем контейнера выполнен по основанию горловины. Крышка контейнера представляет собой плиту с горловиной. На торце горловины, соприкасающейся с металлоприемником имеется опорное кольцо, а плита крышки имеет выступ по всему периметру внутренней полости корпуса контейнера. Наружные диаметры горловины и опорного кольца равны внутреннему диаметру облицовки сменного стакана металлоприемника. Опорное кольцо по наружной поверхности имеет уклон для захода в стакан металлоприемника. Выступ на плите крышки равен примерно 10 мм и выполнен по всему периметру внутренней полости корпуса контейнера, исключает выброс металла из контейнера по разъему в случае прорыва оболочковой формы. Корпус контейнера может иметь форму параллелепипеда, цилиндра или иную форму в зависимости от конфигурации отливки. Дно корпуса контейнера выполнено заедино со стенками.
Такая конструкция контейнера позволяет сократить количество типоразмеров корпусов и крышек. Корпуса контейнеров изготавливаются в зависимости от габаритов оболочковой формы, а крышки с горловинами в зависимости от металлоемкости формы. Наличие горловины у контейнера позволяет выполнить полость металлоприемника с заданными геометрическими размерами, т.е. независимо от габаритов отливки формировать величину пресс-остатка и уменьшить тепловые потери путем выбора оптимальных значений диаметра и высоты рабочей полости металлоприемника и соответственно наружного диаметра и высоты горловины контейнера. При данном объеме наименьшую поверхность имеет цилиндр, высота которого равна радиусу его основания. На основе этого принципа для всей номенклатуры отливок нужно иметь ограниченное количество типоразмеров съемных стаканов для форм, имеющих одинаковую металлоемкость.
Крышка к корпусу контейнера может крепиться при помощи шарнирного, замкового, болтового или иного соединения. После сборки контейнер с формой крепится к верхнему столу установки.
Таким образом, изобретение позволяет оптимизировать температурный режим расплава в металлоприемнике, уменьшить величину пресс-остатка, обеспечивает выход газа и сокращает количество типоразмеров технологической оснастки. Оно особенно эффективно в условиях мелкосерийного, многономенклатурного производства при изготовлении длинномерных и крупногабаритных отливок.
На чертеже изображено устройство для литья с кристаллизацией под давлением, где 1 - нижний стол установки для литья, 2 - основание металлоприемника, 3 - огнеупорный теплоизоляционный слой, 4 - корпус съемного стакана, 5 - облицовка стакана, выполненная из стержневой, например жидкостекольной, смеси, 6 - корпус контейнера, 7 - крышка, 8 - горловина, 9 - выступ, 10 - кольцо, 11 - оболочковая форма, 12 - наполнитель, 13 - затвор из жидкостекольной стержневой смеси, 14 - верхний стол установки для литья.
Устройство для литья с кристаллизацией под давлением состоит из металлоприемника 2 и контейнера с оболочковой формой. Металлоприемник установлен на нижнем столе 1 и содержит основание 2, огнеупорный теплоизоляционный слой 3, съемный сменный стакан, состоящий из корпуса 4 и облицовки 5, выполненной из стержневой, например жидкостекольной, смеси. Основание 2 металлоприемника представляет собой полый цилиндр с дном. В дне имеются отверстия для выхода газа. Основание металлоприемника крепится к нижнему столу 1 установка для литья болтами или прижимами. Корпус 4 съемного стакана представляет собой полый цилиндр с буртиком на дне. В боковых стенках цилиндра выполнены отверстия для выхода газа. Дно стакана выполнено из той же стержневой смеси, что и облицовка 5. Контейнер для оболочковых форм выполнен разъемным и состоит из корпуса 6 с дном и крышки 7 с горловиной 8. Крышка имеет выступ 9 одинаковой высоты по всему периметру внутренней полости корпуса контейнера. Дно корпуса контейнера выполнено заедино со стенками, а крышка заедино с горловиной. На торце горловины имеется опорное кольцо 10. Наружные диаметры горловины и опорного кольца равны между собой и равны внутреннему диаметру облицовки корпуса съемного стакана. Опорное кольцо 10 на наружной поверхности имеет уклон. Корпус 6 и крышка 7 контейнера скреплены между собой шарнирным, замковым, болтовым или иным соединением. Внутри контейнера расположена оболочковая форма 11. Пространство между оболочковой формой и стенками контейнера заполнено наполнителем 12. Затвор 13 выполнен из жидкостекольной смеси. Собранный контейнер крепится к верхнему столу 14 установки для литья.
Устройство работает следующим образом.
На нижний стол установки 1 закрепляется основание 2 металлоприемника, в дне которого имеются отверстия для выхода газа. На дно основания металлоприемника насыпается слой огнеупорного теплоизоляционного материала 3, затем в основание металлоприемника устанавливается сменный стакан, внутренняя боковая поверхность и дно которого изготовлены из стержневой, например жидкостекольной, смеси 5. В корпусе 4 стакана имеются отверстия для выхода газа. Сменный стакан подбирается по объему внутренней полости, соответствующей металлоемкости формы.
Таким образом, металлоприемник готов к началу работы. Затем на дно корпуса 6 контейнера насыпается слой огнеупорного наполнителя 12 и устанавливается оболочковая форма 11. Корпус контейнера подбирается в зависимости от габаритов оболочковой формы 11. После засыпки корпуса контейнера огнеупорным наполнителем устанавливается крышка 7, имеющая горловину 8 и выступ 9. Выступ 9 выполнен по всему периметру внутренней полости корпуса контейнера и служит для защиты от выбросов металла по разъему контейнера в случае прорыва жидким металлом оболочковой формы 11. После скрепления крышки с корпусом зажимом продолжается засыпка и виброуплотнение огнеупорного наполнителя до уровня ниже торца горловины примерно на 30-40 мм. Затем формовка горловины продолжается быстротвердеющей стержневой смесью, например жидкостекольной. При этом также облицовывается торец кольца 10, для чего на торце кольца имеются радиальные канавки или проточки (не показано). После затвердевания облицовки образуется затвор 13, который удерживает огнеупорный наполнитель в контейнере. После подрезки литника оболочковой формы заподлицо с торцевой поверхностью затвора 13 контейнер с заформованной оболочковой формой подается на установку для литья, где крепится к верхнему столу 14. Таким образом контейнер с формой подготовлены к процессу литья.
После заливки жидкого металла в полость сменного стакана 4 путем подъема нижнего стола 1 установки для литья (или путем опускания стола 14 в зависимости от конструкции установки для литья) за счет уклона на кольце 10 горловина контейнера входит внутрь стакана и выдавливает расплав внутрь формы. После выдержки отливки под давлением стол 1 опускается, происходит отрыв пресс-остатка, съемный стакан удаляется из основания металлоприемника вместе с пресс-остатком и подается на участок выбивки и облицовки стаканов стержневой смесью. Контейнер с формой снимается с верхнего стола установки и подается на участок выбивки отливок. В дно основания 2 металлоприемника устанавливается новый стакан, а к верхнему столу установки крепится следующий контейнер с формой, и процесс литья повторяется вновь.
Изобретение предназначено для литья по выплавляемым моделям с кристаллизацией под давлением. Устройство содержит металлоприемник и контейнер с оболочковой формой. Металлоприемник содержит основание (1) с теплоизоляционным слоем (3) и сменный стакан, боковые стенки которого облицованы, а дно выполнено из жидкостекольной смеси. Контейнер выполнен разъемным и состоит из корпуса (6) и крышки (7) с горловиной (8). Разъем контейнера выполнен по основанию горловины. Наличие горловины позволяет выполнить полость металлоприемника с заданными геометрическими размерами. Теплоизоляционный слой (3) обеспечивает более высокую температуру металла перед заполнением формы (11) и благоприятные условия для питания отливок и уменьшения пресс-остатка. 2 з. п.ф-лы. 1 ил.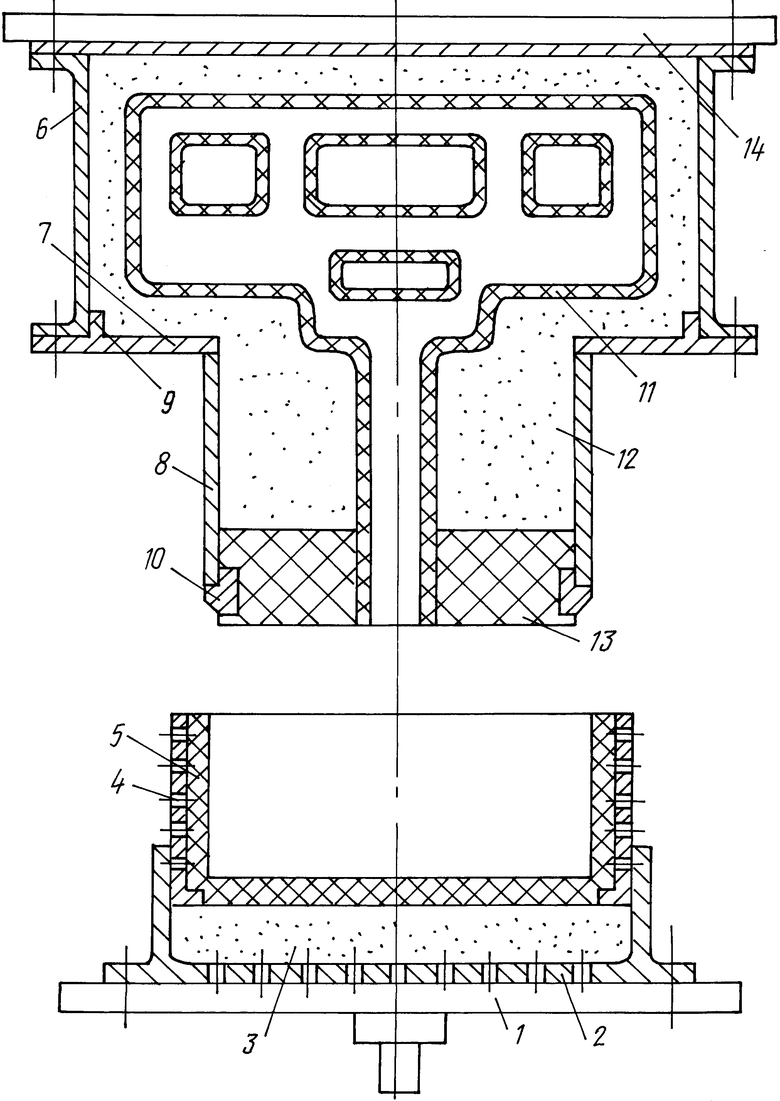
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для литья по выплавляемым моделям с кристаллизацией под давлением, ЛВМКД | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 1284661, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

