Изобретение относятся к обработке металлов резанием, в частности к способам зубообработки червячных колес, и может быть использовано в машиностроении, а именно в редукторостроении.
Известен способ обработки червячного колеса модифицированной червячной передачи, который является наиболее близким по технической сущности и достигаемому результату к предложенному техническому решению, поэтому принят в качестве прототипа.
Сущность способа - прототипа состоит в том, что обработку выполняют путем последовательного занижения входных и выходных торцовых участков инструментом червячного типа, установленным под углом к средней плоскости червячного колеса.
Обработку входных и выходных участков осуществляют при различных углах наклона инструмента, значения которых определяют по соответствующим математическим зависимостям.
Однако первоначальное пятно контакта у передачи, модифицированной способом-прототипом располагается именно в зоне граничного трения, т.е. в зоне максимального риска заедания активных поверхностей зубьев колеса и витков червяка.
Передача, модифицированная способом-прототипом, требует осторожной и продолжительной приработки, что, естественно, снижает ее надежность в первый период эксплуатации, особенно при использовании для венца червячного колеса заменителей высокооловянистой бронзы, т.к. входной и выходной участки активной поверхности зубьев колеса занижены, а именно они обладают наилучшими гидродинамическими свойствами и наивысшей нагрузочной способностью.
При использовании заменителей оловянистой бронзы, например чугуна для червячных колес, долговечность передачи, модифицированной способом-прототипом, является недостаточной, т.к. малейшее заедание активных поверхностей передачи приводит к катастрофическому износу зубьев колеса.
Целью изобретения является повышение качества за счет исключения зоны, лимитирующей нагрузочную способность передачи по заеданию.
Поставленная цель достигается тем, что используют инструмент червячного типа, радиус делительной окружности которого менее радиуса делительной окружности парного элемента и рассчитан в соответствии с зависимостью
где
r0 - делительный радиус, червячного инструмента, - радиус кривизны делительной винтовой линии парного элемента,
- радиус кривизны делительной винтовой линии парного элемента,
r1 - делительный радиус парного элемента,
α - угол профиля червячного инструмента,
Г - глубина заданного занижения,
b3 - длина заданного занижения.
а угол установки инструмента задают в соответствии с зависимостью
где
α0 - угол установки червячного инструмента,
ν - угол протяженности заниженного участка активной зоны боковой поверхности зуба,
ν′ - угол между средней плоскостью колеса и выходным участком занижения,
λи1 - угол подъема делительной винтовой линии зуба парного элемента червячной передачи,
λи2 - угол подъема делительной винтовой линии инструмента.
Способ обработки колеса поясняется прилагаемыми чертежами.
На фиг. 1 схематически представлено относительное расположение червячного колеса и инструмента червячного типа при обработке средних участков активной поверхности зубьев колеса.
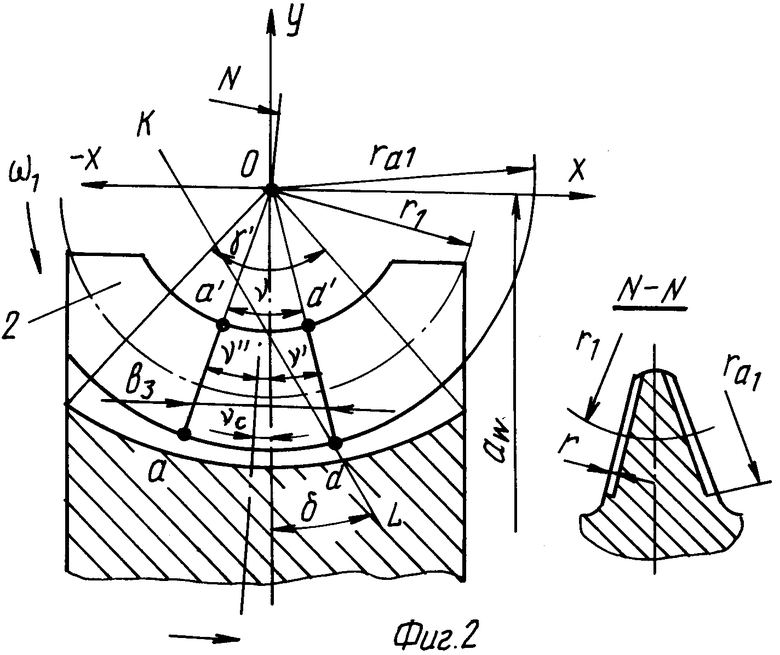
На фиг. 2 изображен зуб колеса червячной передачи, с расположенном на его активной поверхности заниженного углубления, вырезанного в теле зуба на месте зоны граничного трения.
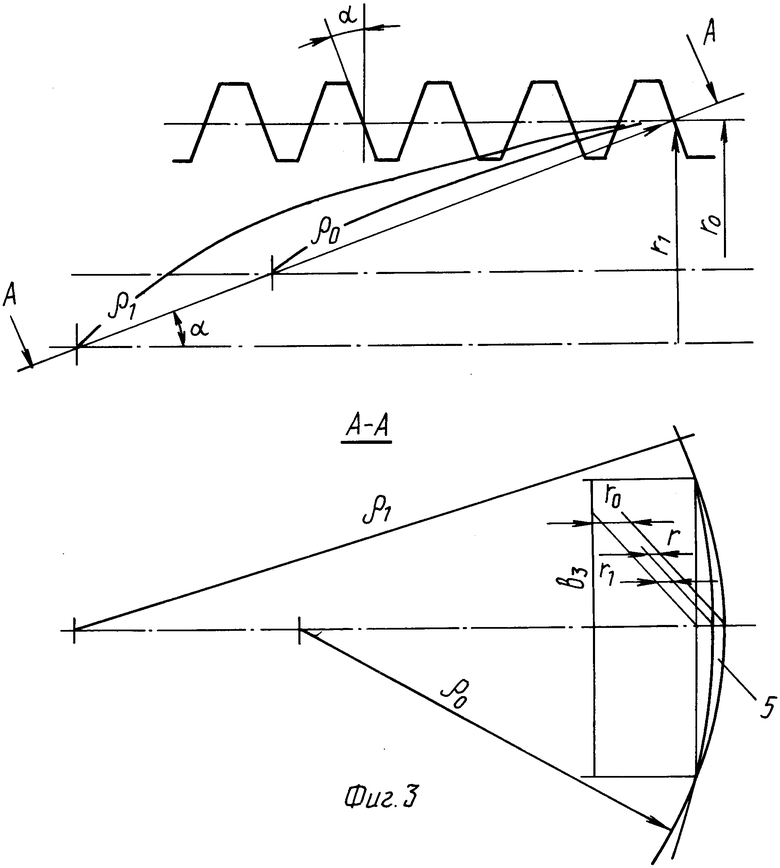
На фиг. 3 представлен исходный контур червячного инструмента.
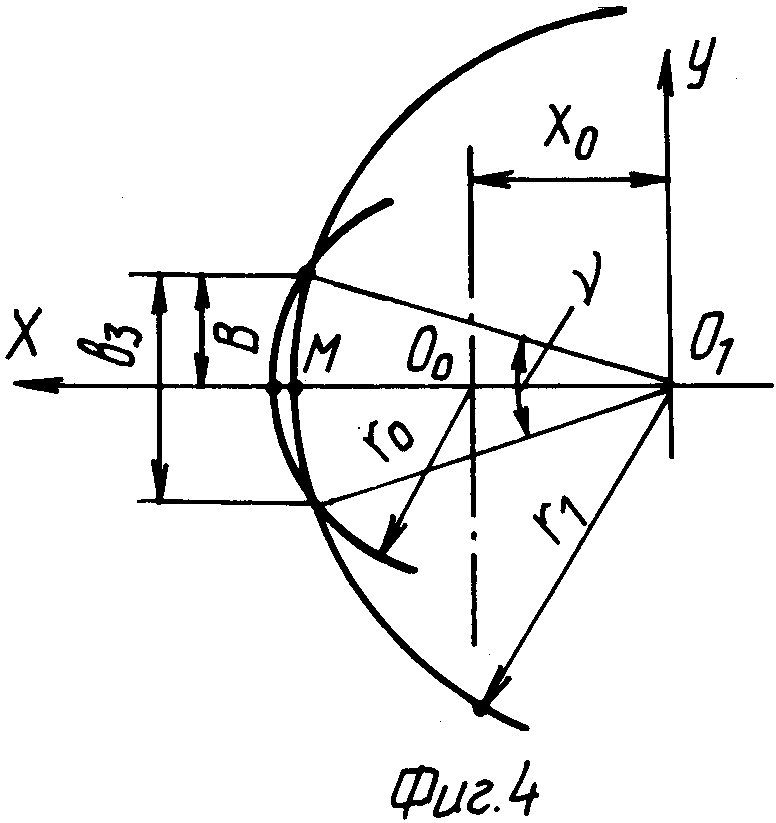
На фиг. 4 представлено относительное расположение делительной окружности инструмента червячного типа и цилиндра, на котором расположена делительная винтовая линия зуба обрабатываемого колеса.
На чертежах приняты следующие обозначения:
1 - червячное колесо,
2 - зуб колеса 1,
3 - инструмент червячного типа (цилиндрическая червячная фреза).
4 - средняя плоскость колеса 1,
5 - (aa'd'd) - занижение, углубление в теле зуба колеса, масляная канавка, выполненная на месте зоны граничного трения активной поверхности шуба колеса,
xoy - система координат.
r0 - делительный радиус червячного инструмента,
ρ1 - радиус кривизны делительной винтовой линии парного элемента,
r1 - делительный радиус парного инструмента,
α - угол профиля зуба червячного инструмента,
Г - глубина заданного занижения,
b2 - ширина венца червячного колеса,
b3 - длина заданного занижения,
γ′ - угол обхвата колесом парного червяка на диаметре
ν - угол - протяженности заниженного участка активной зоны боковой поверхности зуба,
ν′ - угол между средней плоскостью колеса и выходным участком занижения,
ν″ - угол между средней плоскостью колеса и входным участком занижения,
ν0 - угол между средней плоскостью колеса и осью симметрии занижения,
δ = 35-40o - угол между средней плоскостью колеса и прямой KL на фиг. 2,
ω1 - угловая скорость червяка.
Предложенный способ обработки червячного колеса 1 (фиг. 1) модифицированной червячной передачи включает последовательное занижение заданных участков aa'd'd (фиг. 2) активной зоны боковой поверхности зубьев 2 инструментом 3 червячного типа.
Инструмент 3 устанавливают под углом α0 (фиг. 1), к средней плоскости 4 червячного колеса 1.
Обработку занижений 5 (aa'd'd) выполняют инструментом 3, радиус r0 делительной окружности которого менее радиуса делительной окружности парного элемента.
Радиус r0 рассчитывают в соответствии с зависимостью
где - радиус кривизны делительной винтовой линии парного элемента,
- радиус кривизны делительной винтовой линии парного элемента,
r1 - делительный радиус парного элемента,
α - угол профиля червячного инструмента,
Г - глубина заданного занижения,
b3 - длина заданного занижения.
Угол α0 установки инструмента 3 задают в соответствии с зависимостью
где
ν - угол протяженности заниженного участка 5 (фиг. 2) активной зоны боковой поверхности зуба 2,
ν′ - угол между средней плоскостью 4 колеса 1 и выходным участком занижения,
λи1 - угол подъема делительной винтовой линии зуба парного элемента червячной передачи,
λи2 - угол подъема делительной винтовой линии инструмента.
Осуществляют предложенный способ следующим образом.
После чистового нарезания зубьев колеса, не снимая червячное колесо со стола зубофрезерного станка, выполняют обработку заниженных участков aa'd'd (фиг. 2).
Для этого на суппорте станка устанавливают инструмент 3 с делительным радиусом r0. Суппорт поворачивают против (по) часовой стрелки, при обработке колеса с правым (левым) направлением линии зуба на угол α0.
Далее устанавливают межосевое расстояние
aст = аw - (r1 - r0)
и методом обката сначала обрабатывают одну сторону зуба 2 колеса 1 за счет круговой подачи на заданную глубину занижения, а затем вторую сторону зуба 2 на ту же глубину.
Контроль геометрических параметров занижений осуществляют по глубине с помощью зубомера, а по длине - штангенциркулем.
Благодаря вырезанию опасной с точки зрения заедания зоны граничного трения, расположенной на среднем участке активной поверхности зубьев колеса и благодаря созданию на месте этой зоны углубления, игравшего роль масляной канавки, существенно повышается качество передачи, так как сокращена продолжительность приработки колеса с парным червяком, так как оставшиеся входной и выходной участки активной поверхности зубьев обладают высокой нагрузочной способностью и их приработку можно вести при номинальной нагрузке на червячное колесо. Кроме этого, качество передач повышается и благодаря тому, что надежность и долговечность червячной передачи с колесом, обработанным предложенным способом, существенно возросли вследствие того, что активные поверхности зубьев колеса получают дополнительную смазку в зоне контакта в сравнении с прототипом.
В самом деле, сначала виток червяка, контактируя с входным участком зуба колеса и проходя его, нагревается сам, нагревает зуб колеса из-за трения скольжения, передавая крутящий момент колесу.
Затем на протяжении занижения (масляной канавки) виток червяка не имеет контакта с неблагоприятной зоной активной боковой поверхности зуба колеса, так как она вырезана, поэтому червяк не только не нагревается, а наоборот, охлаждается в отличие от прототипа, при этом виток парного червяка получает дополнительную смазку из масляной канавки и входит в контакт с выходным участком активной боковой поверхности зуба колеса при благоприятных условиях.
Поэтому при использовании заменителей оловянистой бронзы надежность и долговечность червячной передачи с колесом, обработанным предложенным способом, существенно повышены.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки червячного колеса | 1980 |
|
SU992138A1 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1999 |
|
RU2136987C1 |
| БЕЗЗАЗОРНАЯ ЧЕРВЯЧНАЯ ПЕРЕДАЧА И СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ЧЕРВЯЧНОГО КОЛЕСА БЕЗЗАЗОРНОЙ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ | 2005 |
|
RU2291337C1 |
| Червячный инструмент | 1980 |
|
SU931334A1 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1998 |
|
RU2132983C1 |
| Способ изготовления червячной передачи | 1979 |
|
SU837636A1 |
| Червячная передача | 1983 |
|
SU1128020A1 |
| Способ обработки червячного колеса модифицированной червячной передачи | 1985 |
|
SU1323265A1 |
| Червячная передача со смазкой | 1988 |
|
SU1536102A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
Изобретение относится к обработке металлов резанием, в частности к способам зубообработки червячных колес, и может быть использовано в машиностроении, а именно в редукторостроении. Сущность изобретения заключается в том, что обработку червячного колеса 1 модифицированной червячной передачи выполняют инструментом 2 червячного типа, установленным под углом νсуп к средней плоскости 3 червячного колеса 1. Обработку средних участков активной поверхности зубьев 4 колеса 1 с правым (левым) направлением линии зуба 4 выполняют инструментом 2, наклоненным против (по ) часовой стрелки (стрелке) на угол νсуп, определяемый по зависимости νсуп= ν/2-ν′-(λи1-λи2), где ν - угловая протяженность углубления 5 (масляной канавки dd'd'd, расположенной на месте, опасной с точки зрения заедания зоны aa1d'd граничного трения среднего участка активной поверхности зуба 1), ν′ - угол между средней плоскостью 3 колеса 1 и выходным краем dd' углубления 5, λи1 - угол подъема делительной винтовой линии инструмента, которым обработаны активные поверхности зубьев 4 колеса 1, λи2 - угол подъема делительной винтовой линии инструмента 2, которым вырезают углубления. Технический результат заключается в повышении качества за счет исключения зоны, лимитирующей нагрузочную способность передачи по заеданию. 4 ил.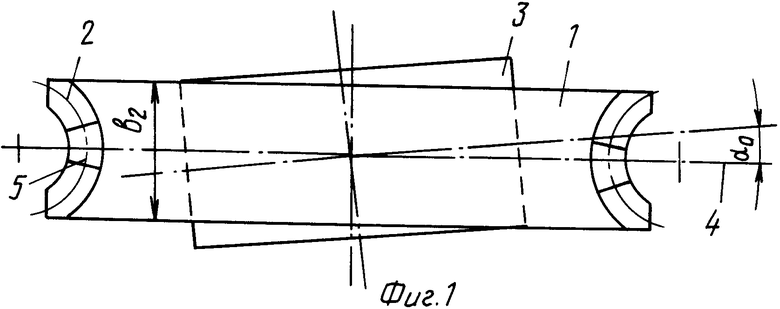
Способ обработки червячного колеса модифицированной червячной передачи, включающий последовательное занижение заданных участков активной зоны боковой поверхности зубьев инструментом червячного типа, который устанавливают под углом к средней плоскости червячного колеса, отличающийся тем, что, с целью повышения качества за счет исключения зоны, лимитирующей нагрузочную способность передачи по заеданию, используют инструмент, радиус делительной окружности которого менее радиуса делительной окружности парного элемента и рассчитан в соответствии с зависимостью
где rо - делительный радиус червячного инструмента;
r1 - делительный радиус парного элемента;
Г - глубина заданного занижения;
bз - длина заданного занижения,
а угол установки инструмента задают в соответствии с зависимостью
где α - угол установки червячного инструмента;
ν - угол протяженности заниженного участка активной зоны боковой поверхности зуба;
ν′ - угол между средней плоскостью колеса и выходным участком занижения;
λu1 - угол подъема делительной винтовой линии зуба парного элемента червячной передачи;
λu2 - угол подъема делительной винтовой линии инструмента.
| Способ обработки червячного колеса модифицированной червячной передачи | 1985 |
|
SU1323265A1 |
