1-13Изобретение относится к машиностроению, в частности к обработке червячных колес модифицированных передач.
Цель изобретения - повышение каче- ства, КПД и термической мовдюсти червячной передачи за счет создания оптимальных условий для формирования масляного клина.
На фиг.1 изображена схема относи- тельного расположения обрабатываемого колеса и оси инструмента при обработке входных участков боковой поверхности зубьев червячного колеса
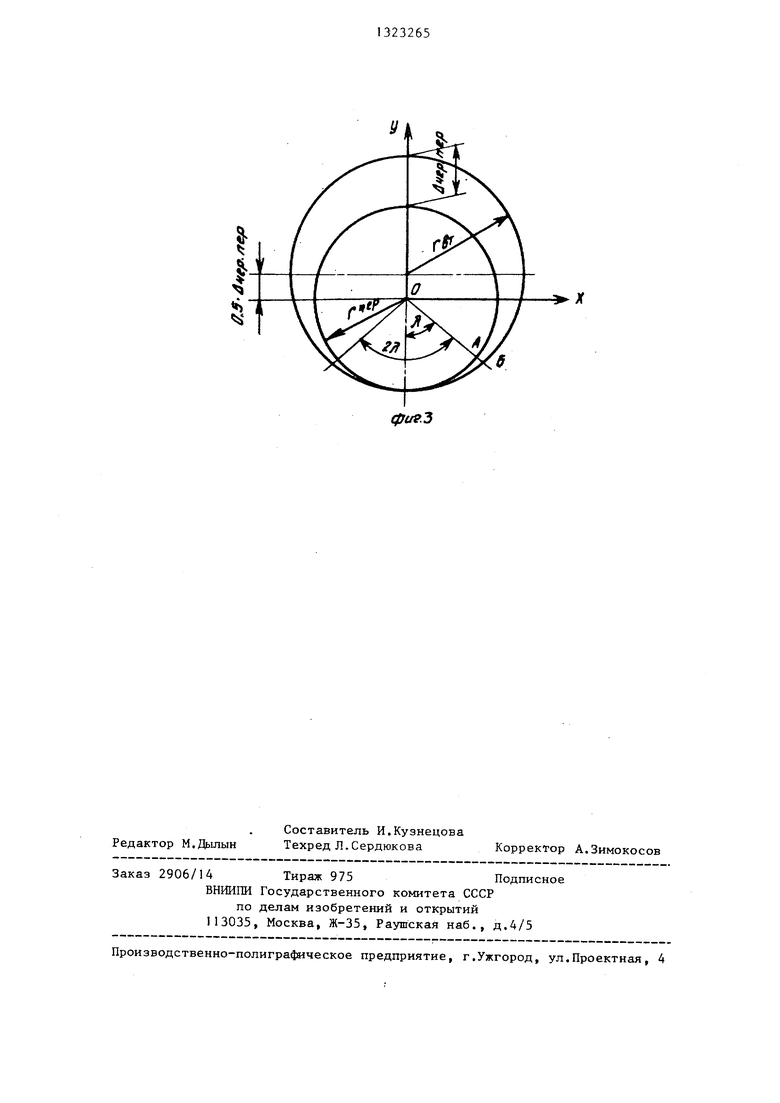
на фиг,2 - то же, при обработке вы- ходных участков боковой поверхности зубьев червячного колеса; на фиг. 3 - расчетная схема определения, бокового зазора у торцов колеса между боковыми поверхностями входных участков зуба колеса и витка червяка.
Модифицирование боковых поверхностей 1 зубьев 2 червячных колес 3 выполняют методом обката путем последовательной дообработки входных 4 (фиг,1) и выходных 5 (фиг.2) участков боковых поверхностей 1 зубьев 2 червячного колеса 3 с двух установок инструмента. С одной установки выполняют обработку входных участков 4 бо- 30 (валом и втулкой) принимают, наприковых поверхностей 1 зубьев 2 червячного колеса 3 при угле е., (фиг,) наклона оси инструмента относительно положения 0-0, Угол d. меньше по абсолютной величине угла d.j, (фиг.2) 35 наклона оси инструмента при обработке выходных участков 5 боковых поверхностей 1 зубьев 2 червячного колеса 3.
мер, по известной зависимости
(0,001.„.0,003)d К d,
где
njtT ПЖТ К d Переходя от даче, имеем
абсолютная величина зазора в подшипнике; коэффициент зазора в подшипнике ;,
диаметр вала подшипника. ПЖТ к червячной переЗначения углов наклона инструмента к средней плоскости червячного колеса определяют по зависимости
л сС t arctg
Ч2
к .ъ
о, - угол наклона инструмента при обработке входных участков боковой поверхности зубьев червячного колеса; 50 о(| - угол наклона инструмента при обработке выходных участков боковой поверхности зубьев червячного колеса;
d - боковой зазор у торцов коле- представленной на фиг,3, определяют
расстояние между двумя точками А и Б представляющее собой значение вели- чины J, , С цепью одинаковой безопасности возникновения кромочного конса между боковыми поверхностями входных участков зуба колеса и витка червяка, равный боковому зазору между .
г
К валом и втулкой воображаемого подшипника жидкостного трения, соответствующий углу охвата червяка колесом червячной передачи; боковой зазор у торцов колеса между боковыми поверхностями выходных участков зуба колеса и витка червяка, равный л, ;
коэффициент, учитывающий протяженность модифицированных участков, длина которых в соответствии с теорией гидродинамической смазки должна обеспечивать большую протяженность входного участка, чем выходного;
bj, - ширина витка червячного колеса, мм.
При выборе /, и л, , а также протяженности указанных модифицированных участков зубьев колеса исходят из теории жидкостного трения,котрая нашла практическое применение при изготовлении подшипников жидкостного трения (ПЖТ).
В ПЖТ максимальный диаметральный зазор между активными поверхностями
мер, по известной зависимости
5
(0,001.„.0,003)d К d,
где
njtT ПЖТ К 0
d Переходя от даче, имеем
абсолютная величина зазора в подшипнике; коэффициент зазора в подшипнике ;,
диаметр вала подшипника. ПЖТ к червячной пере чер- К d
чер
где d
чер
кривизны дели- винтовой линии
5
0
- диаметр тельной червяка,
Угол обхвата червяка колесом определяют по известной формуле
bi
a-i 0,5- m
2А
sin
Л :
где dq, - диаметр поверхности вершин витков червяка.
Затем в соответствии со схемой.
представленной на фиг,3, определяют
расстояние между двумя точками А и Б, представляющее собой значение вели- чины J, , С цепью одинаковой безопасности возникновения кромочного контакта между боковыми поверхностями витков червяка и зубьев колеса принимаем Л„ й.
При этом даже при одинаковых , и Л имеет место двухкратное превышение протяженности модифицированного входного участка по сравнению с модифицированным выходным участком.
Согласно теории гидродинамической
смазки протяженность входного модифи-fO участков инструментом червячного тицированного участка должна быть больше протяженности выходного участка, так как на входном участке должен быть сформирован длинный и пологий масляный клин , благодаря которому осу-. ществляется разделение трущихся поверхностей, а роль выходного участка ничтожно мала, поэтому для случая червячной передачи модифицирование выходного участка в основном необхо- димо для избежания кромочного контакта активных поверхностей передачи из-за погрешностей изготовления.
В передаче с червячным колесом, модифицированным данньм способом, на входном участке зуба колеса образуется геометрический клин повышенной протяженн.рсти, по длине которого вследствие большой скорости скольжения и связи молекул масла с поверх- ностью червяка затягивается масло в носущую зону и прокачивается через нее.
После нарезания известными способами червячного колеса модифицирование боковых поверхностей зубьев выполняют путем дополнительных операций:
-наклоняют суппорт вместе с инструментом из горизонтального положения (ось 0-0) на угол оС, по часовой стрелке (+) (ось ) и круговой подачей выполняют обработку входных
4 участков боковой поверхности 1 зубьев 2 колеса 3 до половины ширины венца, после чего прекращают круговую подачу;
-наклоняют суппорт вместе с инструментом на угол di от горизонтального положения (ось 0-0) против часовой стрелки (-) (ось ,) и с помощью круговой подачи выполняют обработку выходных участков 5 боковой поверхности 1 зубьев 2 колеса 3 до тех пор, когда будет обработана четверть длины зубьев, т.е. 0,25 Ь..
При этом модификация осуществляется при станочном межосевом расстоя
НИИ, равном межосевому расстоянию червячной передачи.
Формула изoбJ)eтeния
Способ обработки червячного колеса модифицированной червячной передачи, включающий последовательное занижение входных и выходных торцовых
па, установленным под углом к средне плоскости червячного колеса, отличающий ся тем, что, с целью повьш1ения качества, КПД и термической мощности червячной передачи за счет создания оптимальных условий для формирования масляного клина,об- :работку входных и выходных участков осуществляют при различных углах наклона инструмента, значения которых определяют в соответствии с зависимостью
j: К- ьГ
Чг
-f
i arctg
5 0
5
0
5
5
где - угол наклона инструмента
при обработке входных участков боковой поверхности зубьев червячного колеса;
угол наклона инструмента при обработке выходных участков боковой поверхности зубьев червячного колеса;
d, - боковой зазор у торцов колеса между боковыми поверхностями входных участков зуба колеса и витка червяка, равный боковому з.азору между валом и втулкой воображаемого подшипника жидкостного трения, соответствующий углу охвата червяка колесом червячной передачи;
2 - боковой зазор у торцов колеса между боковыми поверхностями выходных участков зуба колеса и витка червяка, равный AI ; К, - коэффициент, учитывакяций
протяженность модифицированных участков, длина которых в соответствии с теорией гидродинамической смазки должна обеспечивать большую протяженность входного участка, чем выходного; Ь - ширина витка червячного колеса, мм.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЧЕРВЯЧНОГО КОЛЕСА МОДИФИЦИРОВАННОЙ ЧЕРВЯЧНОЙ ПЕРЕДАЧИ | 1991 |
|
RU2116873C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Червячная передача | 1980 |
|
SU947531A1 |
| СПОСОБЫ ОБРАБОТКИ ГИПЕРБОЛОИДНЫХ ЧЕРВЯКОВ И ЧЕРВЯЧНЫХ ЗУБОРЕЗНЫХ ИНСТРУМЕНТОВ И УСТРОЙСТВО ДЛЯ ИХ РЕАЛИЗАЦИИ | 2012 |
|
RU2597933C2 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1998 |
|
RU2132983C1 |
| ЧЕРВЯЧНАЯ ЦИЛИНДРИЧЕСКАЯ ПЕРЕДАЧА | 1999 |
|
RU2136987C1 |
| Червячная передача | 1989 |
|
SU1793132A1 |
| Червячная цилиндрическая передача | 1985 |
|
SU1260602A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |

Изобретение относится к области машиностроения, в частности к обработке червячных колес модифицированных передач. Цель изобретения - повышение качества,. КПД и термической мощности червячной передачи за счет создания оптимальных условий для формирования масляного клина. Модифицирование боковых поверхностей зубьев червячного колеса осуществляют путем последовательного занижения входных и выходных торцовых участков инструментов червячного типа установленного под углом к средней плоскости червячного колеса. При этом значения углов определяют в соответствии с зависимостью t arctg (a.,j:K:bj), где - угол наклона инструмента при обработке входных участков боковой поверхности зубьев червячного колеса; угол наклона инструмента при обработке выходных участков боковой поверхности зубьев червячного колеса; 4, - боковой зазор у торцов колеса между боковыми поверхностями входных участков зуба колеса и витка червяка, равный боковому зазору между валом и втулкой воображаемого подшипника жидкостного трения, соответствующий углу охвата червяка колесом червячной передачи; j боковой зазор у торцов колеса между боковыми поверхностями выходных участков .зуба колеса н витка червяка (с целью одинаковой безопасности возникновения кромочного контакта между боковыми поверхностями витков червяка и зубьев колеса принимают й i )i К - козффициент, учитывающий протяженность модифицированных участков, длина которых в соответствии с теорией гидродинамической смазки, должна обеспечивать большую протяженность входного участка, чем выходного; Ъ - ширина витка червячного колеса. В передаче, червячное колесо которой модифицировано предложенным способом, на входном участке колеса образуется геометрический клин повышенной протяженности, по длине которого затягивается масло в несущую зону и прокачивается через нее, обусловливая разделение трущихся поверхностей. 3 ил. с (Л со ND СО to а СП
х
Редактор М.Дылын
Составитель И.Кузнецова Техред Л.Сердюкова
Заказ 2906/14 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полигра яческое предприятие, г.Ужгород, ул.Проектная, 4
фи.Ъ
Корректор А.Зимокосов
| Способ обработки червячного колеса | 1980 |
|
SU992138A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
