Изобретение относится к области обработки полимерных ленточных материалов и может быть использовано в конструкциях непрерывных агрегатов для производства гибких электронагревательных элементов, работающих в инфракрасном диапазоне частот излучения.
Известна конструкция линии для непрерывного изготовления из полимерных пленок слоистых изделий (амортизаторов) в виде соединенных между собой двух пленок, одна из которых имеет отформированные углубления, содержащая размоточные устройства, направляющие ролики для пленок, формирующий цилиндр, инфракрасные нагреватели для нагрева пленок и прижимной валок для соединения пленки с отформованными углублениями и гладкой пленки, причем во внутренней полости формирующего цилиндра выполнена вакуумная камера, сообщенная с формообразующими гнездами, а направляющий ролик гладкой пленки расположен за прижимным валком, при этом второй инфракрасный нагреватель расположен над поверхностью прижимного валка [1].
Недостатки данной конструкции состоят в том, что она не может быть использована для изготовления гибких электронагревательных элементов.
Наиболее близким к предлагаемому изобретению является агрегат для непрерывного изготовления ламинатов, содержащий установленные в технологическую линию разматыватель рулонного материала, направляющие ролики, сварочную клеть с подогреваемыми валками, ножницы поперечной резки и средства приема готовых изделий [2].
Недостатком известного агрегата является узость сортамента производимой продукции. В частности, на нем невозможно изготавливать гибкие электронагревательные элементы, работающие в инфракрасном диапазоне частот излучения, имеющие различные размеры и теплофизические параметры.
Цель изобретения состоит в расширении сортамента производимых гибких электронагревательных элементов.
Поставленная цель достигается тем, что в известной конструкции агрегата для непрерывного изготовления ламинатов, в частности, гибких электронагревательных элементов, содержащего установленные в технологическую линию разматыватели полимерных пленок, направляющие ролики, сварочную клеть с подогреваемыми валками, ножницы поперечной резки и средства приема готовых изделий, согласно предложению, он дополнительно содержит разматыватель для лент из сплава сопротивления в аморфном состоянии, установленный перед разматывателями полимерных пленок, и дисковые ножницы продольной резки, установленные после сварочной клети, при этом разматыватель для лент выполнен секционированным и снабжен устройствами подтормаживания секций и разделительными кольцами.
Известное и предложенное технические решения имеют следующие общие признаки. Оба агрегата содержат установленные в технологическую линию разматыватели рулонов полимерной пленки и направляющие ролики. Оба также имеют сварочную клеть с подогреваемыми валками (ламинатор). Оба имеют ножницы поперечной резки сваренных пленок и средства приема готовых изделий.
Отличия предложенного устройства состоят в том, что оно дополнительно содержит разматыватель для лент из сплава сопротивления в аморфном состоянии, установленный перед разматывателями полимерных пленок. Такой разматыватель в известном устройстве не предусмотрен. В предложенном устройстве после сварочной клети установлены дисковые ножницы продольной резки, тогда как в известном дисковых ножниц продольной резки нет. И, наконец, в предложенном устройстве разматыватель для лент выполнен секционированным и снабжен устройствами подтормаживания и разделительными кольцами. В известном устройстве этого нет.
Указанные отличительные признаки проявляют во всей совокупности новые свойства, не присущие им в известных совокупностях признаков и состоящие в расширении сортамента готовых изделий - гибких электронагревательных элементов. Это свидетельствует о соответствии предложенного технического решения критерию "существенность отличий".
Сущность изобретения состоит в следующем. Гибкий электронагревательный элемент представляет из себя слоистую конструкцию типа "сэндвич", в которой между двумя слоями из полимерной пленки помещены уложенные параллельно ленты сечением 0,025-0,035 • 4-10 мм из сплава сопротивления в аморфном состоянии. Слои полимерной пленки соединены между собой и с лентами посредством ламинирования.
Теплофизические и электрические параметры гибкого электронагревательного элемента определяются количеством лент, их размерами и свойствами металла. Предложенная конструкция агрегата позволяет с помощью секционированного разматывателя с устройством подтормаживания секций и разделительными кольцами формировать гибкий электронагревательный элемент с заданным количеством лент, расположенных с различным шагом, различного сечения и длины, с различным химическим составом сплавов сопротивления в аморфном состоянии.
Дисковые ножницы продольной резки обеспечивают обрезку кромок и, при необходимости, дополнительную возможность продольного роспуска ламинированного полотна на заданную ширину. Это расширяет сортамент гибких электронагревателей, производимых на непрерывном агрегате.
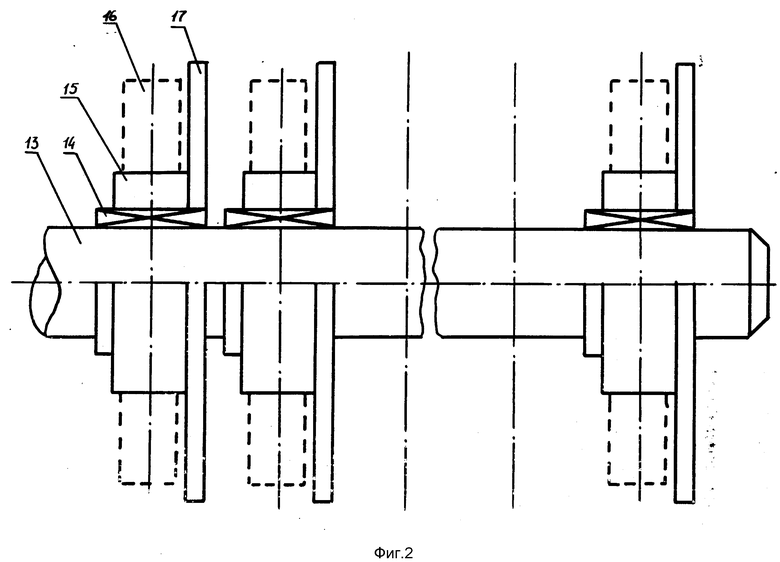
На фиг. 1 - изображен агрегат для непрерывного изготовления гибких электронагревательных элементов; на фиг. 2 - разматыватель для лент.
Агрегат содержит установленные в технологическую линию разматыватель 1 для лент и приводные направляющие гуммированные ролики 2, установленные перед верхним разматывателем 3 и нижним разматывателем 4 полимерных пленок. За верхним разматывателем 3 и нижним разматывателем 4 установлены S-образные натяжные ролики 5 и 6, после которых размещена приводная сварочная клеть с подогреваемыми роликами 7 и механизмом взаимного прижатия роликов с усилием P. За сварочной клетью с роликами 7 установлены дисковые ножницы 8 для обрезки кромок ламинированного полотна и роспуска его вдоль на заданную ширину. Далее в технологической линии установлены тянущие ролики 9, направляющий ролик 10 и гильотинные ножницы 11 поперечной резки. Средства приема готовых изделий выполнены в виде ленточного транспортера 12 и накопителя (не показан).
Разматыватель 1 для лент в аморфном состоянии (фиг. 2) содержит закрепленную в станине консольно ось 13, на которую установлены подшипниковые узлы 14, внешние обоймы которых подторможены пружинными лепестками. На подшипниковые узлы 14 посажены съемные пластмассовые втулки 15 с намотанными на них рулонами 16 лент из сплава сопротивления в аморфном состоянии. Кроме того, на каждый из подшипниковых узлов 14 может быть посажено съемное разделительное кольцо 17.
Предложенная конструкция разматывателя 1 обеспечивает независимую размотку лент из каждого рулона 16 с постоянным заданным натяжением размотки, создаваемым за счет подтормаживания подшипниковых узлов 14.
Устройство работает следующим образом.
Вначале на разматыватели агрегата загружают рулоны расходуемых материалов. Для этого ленты из сплава сопротивления в аморфном состоянии сматывают в рулоны 16 на пластмассовые втулки 15 и осуществляют последовательную установку втулок 15 на подшипниковые узлы 14, перемежая их разделительными кольцами 17. Сечение лент, количество рулонов 16 и расстояния между ними определяют из требуемых параметров электронагревательного элемента. Затем на верхний 3 и нижний 4 разматыватели устанавливают по одному рулону полимерной пленки из полиэтилентерефталата заданной ширины. Концы пленок пропускают через S-образные натяжные ролики 5 и 6, накладывают верхнюю пленку на нижнюю и пропускают через ролики 7 сварочной клети.
Передние концы всех лент из сплава сопротивления в аморфном состоянии зажимают между двумя пластинами, за счет создания переднего натяжения разматывают одновременно все рулоны 16 и задают ленты в приводные направляющие ролики 2. Затем с помощью направляющих роликов 2 ленты транспортируют к сварочной клети и задают в зазор между верхней и нижней пленками и далее совместно с пленками в ролики 7 сварочной клети. При этом продолжается независимое разматывание каждого из рулонов 16 за счет вращения втулок 15 на подторможенных подшипниковых узлах 14 относительно оси 13. Разделительные кольца 17 предотвращают смещение лент с заданных направлений.
Так как разматыватель 1 лент выполнен секционированным и его отдельные секции независимы друг от друга, ленты в различных рулонах 16 могут иметь разную длину, толщину и скорость размотки под действием переднего натяжения. Независимое подтормаживание отдельных секций обеспечивает необходимое натяжение лент и исключает распушивание рулонов 16.
Затем включают разогрев роликов 7 сварочной клети, синхронизированные приводы направляющих роликов 2, S-образных натяжных роликов 5 и 6, роликов 7, дисковых ножниц 8, тянущих роликов 9 и направляющего ролика 10, что обеспечивает транспортирование пленок и лент вдоль агрегата с натяжением.
Разогретые ролики 7 сварочной клети производят сваривание (ламинирование) верхней и нижней пленок из полиэтилентерефталата и расположенных между ними параллельных лент из сплава сопротивления в аморфном состоянии. Дисковые ножницы 8 в процессе движения сваренной ленты обрезают ее кромки и, при необходимости, осуществляют продольный роспуск. Затем сваренную ленту посредством направляющего ролика 10 подают к ножницам 11 поперечной резки и отрезают электронагревательный элемент заданной длины. Готовые изделия с помощью транспортера 12 передают в накопитель.
Технико-экономические преимущества предложенного устройства состоят в том, что дополнительная установка перед разматывателями полимерных пленок разматывателя для лент из сплава сопротивления в аморфном состоянии, который выполнен секционированным и снабжен устройствами подтормаживания секций и разделительными кольцами, а также размещение дисковых ножниц продольной резки за сварочной клетью, обеспечивает расширение сортамента изготавливаемых гибких электронагревательных элементов как по размерам, так и по теплофизическим параметрам.
За базовый объект принято устройство-прототип. Применение предложенной конструкции агрегата позволит повысить рентабельность производства гибких электронагревательных элементов на 20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 1996 |
|
RU2098927C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Агрегат для резки стальных полос | 1981 |
|
SU1030107A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2007 |
|
RU2348493C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| МАГНИТОМЯГКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЖЕЛЕЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2269174C2 |
| ПОТОЛОЧНЫЙ ПЛЕНОЧНЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ, СИСТЕМА ОБОГРЕВА ПОМЕЩЕНИЯ, СОДЕРЖАЩАЯ ПОТОЛОЧНЫЙ ПЛЕНОЧНЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ, СПОСОБ ПРОИЗВОДСТВА ПОТОЛОЧНОГО ПЛЕНОЧНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОТНА ПОТОЛОЧНОГО ПЛЕНОЧНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2008 |
|
RU2389161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122910C1 |
Изобретение относится к области обработки полимерных ленточных материалов и может быть использовано в конструкциях непрерывных агрегатов для производства гибких электронагревательных элементов, работающих в инфракрасном диапазоне частот излучения. Изобретение позволяет расширить сортамент производимых гибких электронагревательных элементов. Агрегат для непрерывного изготовления гибких электронагревательных элементов содержит установленные в технологическую линию разматыватели полимерных пленок, направляющие ролики, сварочную клеть с подогреваемыми валками и средства приема готовых изделий. Перед разматывателями полимерных пленок установлен разматыватель для лент из сплава сопротивления в аморфном состоянии. После сварочной клети установлены ножницы продольной резки. Разматыватель для лент выполнен секционированным и снабжен устройствами подтормаживания секций и разделительными кольцами. 2 ил.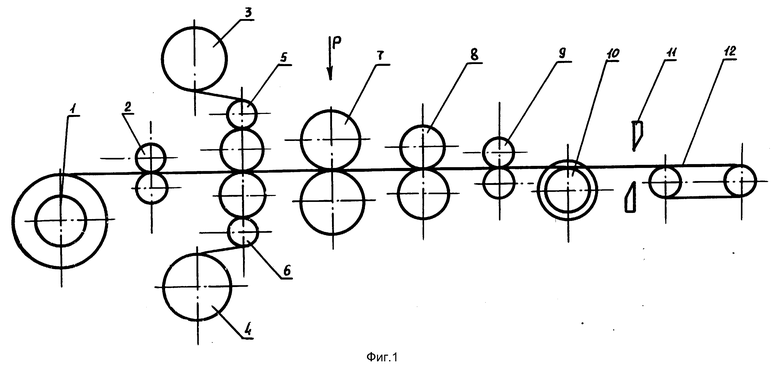
Агрегат для непрерывного изготовления гибких электронагревательных элементов, содержащий установленные в технологическую линию разматыватели полимерных пленок, направляющие ролики, сварочную клеть с подогреваемыми валками, ножницы поперечной резки и средства приема готовых изделий, отличающийся тем, что он дополнительно содержит разматыватель для лент из сплава сопротивления в аморфном состоянии, установленный перед разматывателями полимерных пленок, и дисковые ножницы продольной резки, установленные после сварочной клети, при этом разматыватель для лент выполнен секционированным и снабжен устройствами подтормаживания секций и разделительными кольцами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU, патент, 2057015, B 29 C 51/18, 27.03.96 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2041070, B 29 D 9/00, 1995. | |||

