Изобретение относится к области металлургической отрасли, в частности к оборудованию для производства плоского проката по технологии, включающей выпуск непрерывно-литой плоской заготовки, горячей и холодной прокатки цветных и/или черных металлов, биметаллических и полиметаллических композиций, которое позволяет в рамках единого технологического процесса с наибольшей эффективностью использовать один набор комплекса оборудования для производства непрерывно-литых и горячекатаных полос и лент холоднокатаного проката в рулонах, листах и картах, в том числе повышенной точности производства специальных сплавов и биметаллов, триметаллов и полиметаллов разных композиций методами холодной прокатки. Известны линии непрерывного литья заготовок плоского проката фирмы "Крупп-Техника" (1), агрегаты непрерывной разливки и прокатки металлов (2), полунепрерывные станы горячей прокатки листов (3), реверсивные заготовительные станы, станы чистовой холодной прокатки, а также станы для холодного плакирования полосы (3)...(10), содержащие в технологической последовательности в зависимости от назначения следующие наборы оборудования:
- плавильная печь с загрузочным устройством шихты, миксер, кристаллизатор, обжимные формовочные клети, правильная и зачистная машины, ножницы, машина свертывающая /линия непрерывного горизонтального литья заготовок/;
- печь нагревательная слитков-заготовок, рольганги загрузочные и раскатные, стан горячей прокатки Дуо с клетью горизонтальных и вертикальных валков, правильное и зачистное устройства, машина свертывающая /стан горячей прокатки/;
- разматыватель с загрузочным устройством, намоточные устройства, левые и правые, с разгрузочными устройствами, клеть рабочая Дуо, Кварто или многовалковая, правильно-тянущее устройство /станы заготовительные, холодной прокатки, дрессировочные и плакирования/. Оборудование скомпоновано в одном уровне.
Известны агрегаты непрерывной разливки и прокатки металлов, станы прокатные различного назначения выполнены специализированными, предназначены, в основном, для выполнения одной или двух технологических операций, определяемых названием стана или агрегата, в узком диапазоне толщины и ширины обрабатываемо металла. Известные станы работают либо в рулонном, либо в полистовом процессе.
Наиболее близким по технической сущности и направлению технологического процесса к заявленному изобретению является выбранный в качестве "прототипа" агрегат непрерывной разливки и прокатки металлов (2), содержащий линию непрерывного горизонтального литья плоской заготовки с печью плавильной, миксером, кристаллизатором, правильным и зачистным устройствами, клетью обжимно-формовочной, петлевым столом с входными и выходными направляющими проводками, устройство для передачи литой заготовки в клеть стана, стан шаговой прокатки и адьюстажное оборудование: ножницы, свертывающая машина и устройство для снятия рулонов.
Рассматриваемые в качестве аналогов прокатные станы различного назначения содержат:
- стан горячей прокатки: печь нагрева слитков /заготовок/, рольганги транспортные и раскатные, клеть горячей прокатки Дуо, правильное и зачистное устройства, машина свертывающая;
- станы холодной прокатки, дрессировки и плакирования: приводные разматыватели рулонов полосы-основы и плакирующих компонентов, устройства для зачистки полос, моталку плакированной полосы, дисковые ножницы, кромкомоталка, загрузочные и разгрузочные устройства. Приводы технологического оборудования выполнены реверсивными.
К недостаткам прототипа и аналогов следует отнести:
- невозможность использования в режиме стана горячей прокатки из-за отсутствия раскатных полей и летучих ножниц, привод которых синхронизируется как с заготовкой, выходящей из кристаллизатора, так и с раскатом. Передача плоских заготовок на отдельно стоящий стан горячей прокатки не предусмотрена;
- отсутствует устройство передачи подката в линию стана холодной прокатки;
- низкая точность и надежность работы режущих устройств, снабженных одноканальными системами контроля и управления;
- невозможность использования стана холодной прокатки Кварто для выполнения чистовых, заготовительных и дрессировочных технологических процессов;
- невозможность работы стана холодной прокатки в полистовом и порулонном режиме прокатки;
- относительно узкий диапазон геометрических параметров прокатываемого металла;
- необходимость установки вне линии стана отдельного оборудования для производства готовой продукции в виде обрезных рулонов, полос, листов и карт;
- высокая суммарная энергоемкость технологического процесса.
Задачей изобретения является расширение технологических возможностей при совмещении литейно-прокатного оборудования, создание универсального литейно-прокатного стана, комплекс оборудования которого позволит на одном наборе конструкций машин осуществлять процессы: непрерывного литья заготовок в виде полос и лент, горячей прокатки, заготовительной прокатки, чистовой холодной прокатки, дрессировки и плакирования полос и лент из разных компонентов методом холодной прокатки, причем прокатные операции могут осуществляться из рулонной, полосовой и листовой заготовки.
В основу изобретения положена идея совмещенных различных технологических процессов в пределах замкнутого участка, причем реализация всех предусматриваемых возможных технологий или их части обеспечивается схемой размещения оборудования, наличием специальных режущих, намоточно-размоточных, транспортных средств, новыми техническими решениями в конструкции прокатных станов и основного технологического оборудования.
Для достижения поставленной цели универсальный литейно-прокатный стан по заявляемому изобретению скомпонован с последовательно-параллельным размещением заготовительно-чернового оборудования и последовательным размещением чистового и отделочного оборудования, причем технологическое оборудование за исключением плавильного оснащено регулируемыми реверсивными автоматизированными электроприводами и в рамках одного заданного процесса может работать в нескольких энерго-силовых поддиапозонах и энергосберегающих режимах технологических процессов. Это позволяет использовать рабочую клеть стана, вокруг которой конструктивно скомпановано остальное оборудование, для заготовительных черновых проходов, чистовой прокатки, дрессировки и плакирования, при замене рабочих валков стана "Кварто" на многовалковую кассету, осуществлять прокатку тонких и тончайших полос, лент и листов, в том числе полиметаллических, сплавов со специальными свойствами, также производить адьюстажно-отделочные технологические процессы и т.п.
Решение поставленных задач позволит в линии одного универсального литейно-прокатного стана для совмещенных технологических способов производить готовую продукцию или заготовки требуемого полосового проката из цветных и/или черных металлов, получаемого методом непрерывного переплава исходного сырья /шихты, металлолома, слитков и пр./ и перерабатываемого до требуемого вида марок, химических и механических свойств сортамента, сечения и параметров готовой продукции конечного технологического процесса или продукции любого вида полосовых или рулонных заготовок, так и заготовок различных видов, получаемых с любого передела иных производств, с обеспечением требований заказчиков по геометрии и допускам готового проката, включая производство продукции спецсплавов и плакированных полос из разных композиций металлов.
Продукция, выпускаемая на универсальном литейно-прокатном стане, соответствует продукции, которую можно также получить с отдельных технологических линий:
- линии непрерывного литья по производству плоских литых заготовок полос и лент, разрезаемых на мерные длины;
- стана горячей прокатки Дуо полосового и рулонного проката;
- заготовительного стана холодной прокатки из рулонной, полосовой и листовой литой и горячекатаной заготовки;
- чистового реверсивного стана "Кварто" холодной прокатки из рулонной, полосовой, листовой и штучной заготовки;
- многовалкового реверсивного стана холодной прокатки тонкого и тончайшего широкого проката;
- дрессировочного стана холодной прокатки из рулонной, полосовой и листовой заготовки;
- плакировочного стана холодной прокатки по производству полиметаллических многослойных композиций;
- перемоточных и контрольно-перемоточных агрегатов рулонной полосы;
- агрегата поперечной резки рулонной и полосовой заготовки.
По сравнению с прототипом заявляемое изобретение имеет следующие отличительные признаки:
- линии непрерывного литья заготовок и стана горячей прокатки конструктивно скомпонованы параллельно и связаны между собой роторно-шаговой передачей заготовок от ножниц летучих на раскатной рольганг между печью нагревательной и клетью стана Дуо горячей прокатки;
- линии стана горячей прокатки и заготовительного конструктивно расположены параллельно-последовательно и соединены между собой устройством роторно-шаговой передачи заготовок с раскатного рольганга стана Дуо горячей прокатки на транспортный рольганг и охладитель проката для последующей передачи заготовки в заготовительную линию;
- машины листоправильная, зачистная и свертывающая конструктивно установлены в технологическом потоке, чтобы обрабатывать заготовки, выходящие как с линии непрерывной разливки, так и со стана горячей прокатки;
- ножницы летучие с регулируемым приводом смонтированы за клетью обжимной Дуо в линии непрерывного литья заготовок и снабжены двухканальными непрерывно действующими автоматическими системами неразрушающего контроля и слежения синхронизации скорости безупорного дискретного мерного реза заготовок по задаваемой длине, обеспечивающих согласование скорости движения ножей при резе мерной длины заготовок, в функции скорости движения бесконечно литой заготовки, выходящей с кристаллизатора и валков клети обжимной;
- загрузка стана Дуо горячей прокатки нагретыми заготовками осуществляется с линии непрерывного литья заготовок и/или печи нагревательной;
- разматывающие и наматывающие устройства размещены в трех и двух уровнях;
- листоукладчик снабжен вакуумными присосками и выполнен с возможностью работы в режиме укладчика или раскладчика листовых заготовок для стана холодной прокатки;
- над устройством роторно-шаговой передачи заготовок от ножниц летучих и раскатными рольгангами стана Дуо горячей прокатки установлены раскрывающиеся теплоизилирующие колпаки, снабженные датчиками контроля температуры, обеспечивающие поддержание температуры заготовок или требуемый режим охлаждения.
Изобретение является новым, поскольку неизвестно из современного банка информации и имеет изобретательский уровень, так как не следует из существующих конструктивных решений устройств.
Изобретение является промышленно полезным и применимым, так как может быть использовано при строительстве новых и реконструкции действующих металлургических агрегатов. Его использование обеспечивает получение в пределах одного производственного комплекса и в рамках единого технологического потока реализовать технологические процессы, обеспечивающие использование и выпуск заготовок различных видов и назначений, а также готовой продукции: холодного проката, в том числе тонкого и тончайшего, плакированного и многослойного, в виде рулонов, полос и листов.
Реализация предлагаемых технических решений позволяет путем модернизации существующих агрегатов и станов и их дооснащения освоить и внедрить в производство новые технологии, обеспечить производство новых видов проката заготовок и готовой продукции в широкой номенклатуре и сечений проката при обесточении его высокого качества и существенном снижении удельной энергоемкости с повышением условий механизации и автоматизации технологических процессов непрерывного литья заготовок, прокатки и отделки готовой продукции.
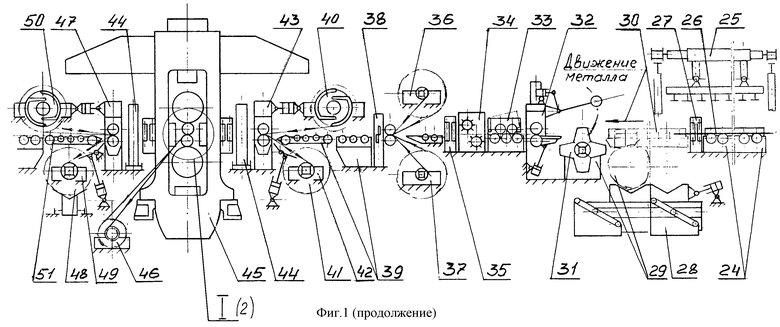
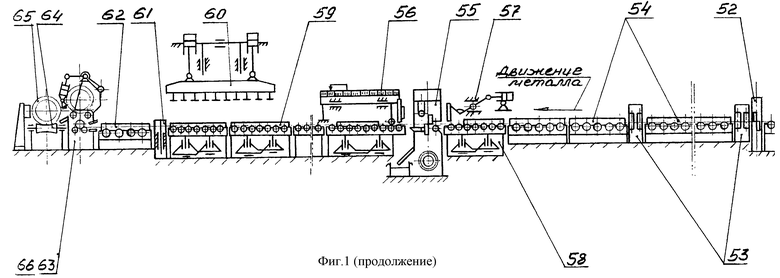
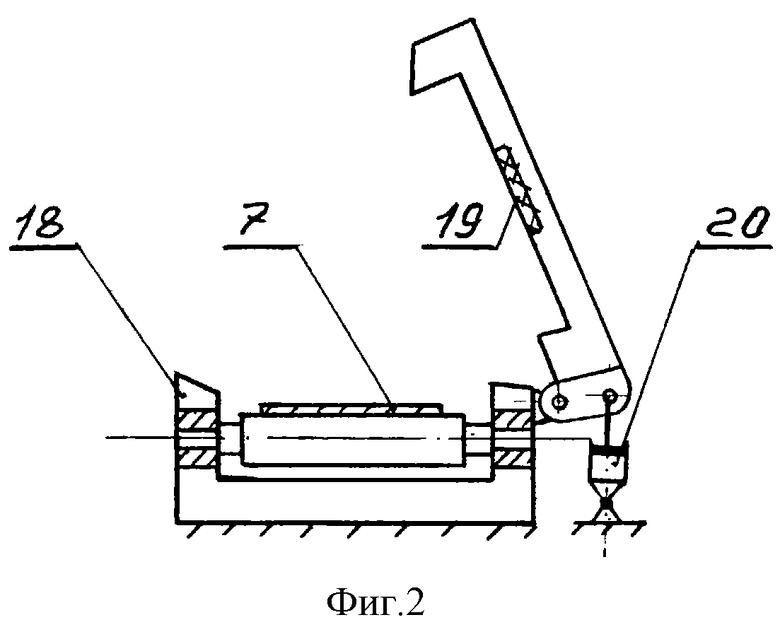
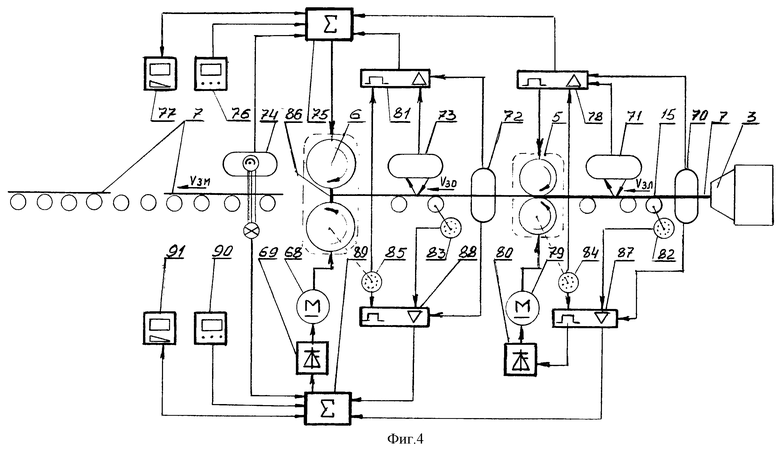
Сущность изобретения раскрывается в прилагаемых чертежах, где на фиг.1-3 изображен общий вид универсального литейно-прокатного стана; на фиг.4 приведена структурная блок-схема систем двухканального непрерывного самонастраивающего действия автоматического неразрушающего контроля и слежения синхронизации скорости безупорного мерного реза заготовок, а также учета продукции и диагностики работы оборудования и технологии.
Универсальный литейно-прокатный стан включает в себя: печь индукционную 1 непрерывного плавления, миксеры 2, кристаллизатор 3 с охладителем 4, клеть Дуо 5 обжимную-формовочную и ножницы летучие 6, входящие в состав участка непрерывного литья заготовок 7; печь 8 нагрева слитков-заготовок 9, рольганги загрузочные 10, клеть рабочую Дуо 11 горячей прокатки, рольганги раскатные 12, устройство охлаждения 13 проката, клеть 14 с валками вертикальными, рольганги транспортные 15, входящие в состав участка непрерывного литья заготовок, устройство роторно-шаговой передачи 16 заготовок 7 с линии непрерывного литья в линию стана горячей прокатки, устройство роторно-шаговой передачи 17 заготовок 7 с линии стана горячей прокатки в устройство охлаждающее 13 на рольганги транспортные 15, колпаки теплоизолирующие 18, секционированные и раскрывающие, устанавливаются над устройством передающим 16 и рольгангами раскатными 12, датчики 19 контроля температуры заготовки 7, устройство 20 гидромеханического привода раскрытия колпака.
В состав участка стана холодной прокатки и отделки готового проката входят: машина листоправильная раскрывающаяся 21, машина зачистная 22, машина свертывающая 23, рольганги раскатные входные 24, раскладчик 25 полос - листов-карт 26, ролики центрирующие 27, устройство загрузочное 28 рулонов 29, секции рольгангов 30 входных раскатных и откидных, разматыватель 31, ролики тянущие 32 с отгибателем, машина листоправильная 33 раскрывающаяся, машина зачистная 34, ролики центрирующие 35, разматыватель плакирующих материалов верхний 36, разматыватель плакирующих материалов нижний 37, ножницы гильотинные 38, секции рольгангов 39 входных раскатных и откидных, устройство намоточное 40 верхнее, устройство намоточное 41 нижнее, устройство разгрузочно-загрузочное 42, ролики гибочно-тянущие задающие 43, измеритель толщины 44, клеть Кварто 45 холодной прокатки, кромкомоталка 46, ролики гибочно-тянущие задающие 47, устройство намоточное 48 нижнее, устройство разгрузочно-загрузочное 49, устройство намоточное 50 верхнее, причем устройства намоточные 40 и 50 имеют диаметр барабана, равный 1000 мм, а устройства намоточные 41 и 48 с барабанами диаметром 500 мм.
Секции рольгангов 51 выходных раскатных и откидных, ножницы гильотинные 52, ролики центрирующие 53, секции рольгангов 54 выходных раскатных, ножницы летучие 55, выполненные с возможностью работы в стационарном режиме от упора передвижного 56, сталкиватель некондиции 57, рольганги 58 участка порезки листов и карт, рольганги 59 участка укладки листов и карт, укладчик 60 листов, полос и карт в пакет, упор убирающийся 61, накопитель 64 рулонов 65, упор стационарный 66, установка многовалковой кассеты 67.
Привод 68 ножниц летучих 6 питается от статического преобразователя 69 и управляется двухканальными автоматическими самонастраивающимися системами непрерывного контроля и регулирования синхронизации скорости непрерывно-литой и обжатой заготовки и регулирования горизонтальной составляющей скорости ножей 86 ножниц летучих 6, безупорного программируемого мерного реза. Система автоматизации "первого" канала включает в себя работающие от контролируемой верхней поверхности заготовки совмещенными бесконтактными датчиками 71 скорости и длины заготовки 7 также измерения температуры и сечения датчиком 70 заготовки на выходе из кристаллизатора 3, бесконтактными датчиками 72 измерения температуры и сечения также 73 скорости и длины заготовки 7 на выходе из клети обжимной 5, фотодатчик 74 счета и контроля выхода конца отрезаной заготовки мерной и начала отсчета очередной; усилитель управления 75 "первого" канала автоматизации; пульт 76 задачи программы реза с микропроцессором; пульт управления 77 диагностики работы оборудования и технологии, учета продукции с монитором и печатающим устройством протоколов информации работы "первого" канала автоматизации; блок 78 "первого" канала управления электроприводом 79 клети обжимной 5 регулируется статическим преобразователем питания 80 в функции скорости заготовки литой V3л, что контролирует датчик 71 длины и датчик 70 сечения и температуры заготовки 7, выходящей с кристаллизатора 3; блок 81 "первого" канала управления электроприводом 68 ножниц летучих 6 с регулируемым статическим преобразователем питания 69 в функции скорости заготовки обжатой V30 контролирует датчик 73 длины и датчик 72 сечения и температуры заготовки 7, выходящей с клети обжимной 5.
От нижней поверхности заготовки литой работают входящие во "второй" канал автоматизации: датчик 82 скорости заготовки литой V3л и ее длины на выходе из кристаллизатора 3, датчик 83 скорости заготовки обжатой V30 и ее длины на выходе из клети обжимной 5, датчик кодовый импульсный 84 контроля скорости валков клети обжимной 5, датчик кодовый импульсный 85 контроля положения ножей 86 ножниц летучих 6; блок 87 "второго" канала управления электроприводом 79 клети обжимной 5 с регулируемым преобразователем питания 80 в функции скорости заготовки литой V3л, ее длины - датчик 82, сечения и температуры - датчик 70, заготовки 7, выходящей с кристаллизатора 3; блок 88 "второго" канала управления электроприводом 68 ножниц летучих 6 с регулируемым преобразователем питания 69 в функции скорости заготовки обжатой V30, ее длины - датчик 83, сечения и температуры - датчик 72 заготовки 7, выходящей с клети обжимной 5; усилитель суммирующий 89 выхода сигналов управления "второго" канала автоматизации; пульт управления 90 /объединенный/ "второго" канала автоматизации задачи программы реза с микропроцессором; пульт 91 /объединенный/ диагностики работы оборудования и технологического процесса, контроля работы "второго" канала автоматизации, учета продукции с монитором и печатающим устройством протоколов информации.
Ниже рассматривается работа комплекса оборудования универсального литейно-прокатного стана /в дальнейшем обозначается УЛПС/ при реализации каждого из заявляемых способов технологических процессов из различных заготовок.
1. Работа УЛПС на участках непрерывного литья и горячей прокатки заготовок.
1.1. При производстве непрерывно-литых заготовок плоского проката в виде полос и лент, которые получают с линии непрерывного литья заготовок требуемых сечений, длины и марок металлов и сплавов по своему заданному химсоставу.
Линия непрерывного горизонтального литья заготовок плоского проката приведена на чертеже общего вида фиг.1,2 и включает в себя следующее основное технологическое оборудование:
печь индукционная 1 непрерывного плавления с устройством загрузки шихты, миксеры 2, кристаллизатор 3 с охладителем 4, клеть обжимная-формовочная 5 с горизонтальными и вертикальными валками, ножницы летучие 6, снабженные регулируемым электроприводом 68, фиг.4, с двухканальными непрерывно действующими автоматическими самонастраивающимися системами неразрушающего контроля, слежения и синхронизации скорости безупорного /безударного/ дискретного мерного реза заготовок 7 по задаваемым программой длине, сечению и развесу, рольганги транспортные 15, охладитель проката 13, машины правильная раскрывающаяся 21, зачистная 22 и свертывающая 23.
Исходным сырьем для линии непрерывного литья заготовки является соответствующая шихта, металлолом и разного вида слитки. Готовую продукцию с данной линии получают в виде полос и лент плоского проката требуемых длины, сечений, развеса и марок металла, которые дальше передаются с помощью предусматриваемых транспортных механизмов в качестве исходной заготовки в линию для стана реверсивного горячей прокатки или в линию заготовительного стана для дальнейшего технологического процесса и производства необходимого холоднокатаного проката. В зависимости от условий и требований производства, готовая полоса проката может быть смотана в рулон на машине свертывающей 23 и передана в качестве исходной рулонной заготовки для дальнейшей технологической обработки как в заготовительном стане этой линии, так и на других агрегатах вне линии УЛПС.
1.2. При производстве горячекатаных заготовок плоского проката используется реверсивный стан горячей прокатки Дуо 11, который является составным технологическим оборудованием комплекса УЛПС и своим технологическим процессом с помощью специально предусматриваемых устройств и машин увязан с работой линий непрерывного литья заготовок и заготовительного стана холодной прокатки. Линия реверсивного стана горячей прокатки Дуо приведена на чертеже общего вида, фиг.1, 2, и состоит из следующих основных технологических машин: печь нагрева 8 слитка-заготовки 9, рольганги транспортные 10, клеть Дуо горячей прокатки с горизонтальными 11 и вертикальными 14 валками, раскатные рольганги 12, установленные по обе стороны клети Дуо 11, устройство роторно-шаговое 16 передачи заготовки, расположенное перед клетью Дуо и служит для передачи горячей заготовки с линии непрерывного литья заготовок в линию стана горячей прокатки, устройство роторно-шаговое 17, расположенное за клетью Дуо, служит для передачи горячекатаной полосы с раскатного рольганга 12, расположенного за клетью 11, в устройство охлаждения 13 и на рольганг транспортный 15, расположенный на входе стана заготовительного холодной прокатки. Затем полоса горячекатаной заготовки транспортируется и правится в листоправильной машине 21, после передается в машину зачистную 22, если это требуется технологией, и затем соответствующими транспортными устройствами непосредственно передается полоса 26 в линию заготовительную стана холодной прокатки для дальнейшей технологической обработки или для набора в пакет заготовок листоукладчиком 25, чтобы передать этот подкат другим производителям.
Для стана горячей прокатки исходной заготовкой может быть горячая полоса, подаваемая устройством 16 с линии непрерывного литья заготовок, или горячий слиток, подаваемый рольгангами транспортными 10 и раскатными 12 с нагревательной печи 8.
Готовой продукцией со стана горячей прокатки является горячекатаная полоса, раскатанная до требуемого сечения и передаваемая в заготовительный стан, или эта полоса может быть смотана в рулон на свертывающей машине 23 для дальнейшей технологической обработки как в заготовительном стане этой линии, так и на других агрегатах вне линий УЛПС.
2. Работа УЛПС как заготовительного или чистовой холодной прокатки может осуществляться из рулонной или полосовой заготовки.
2.1. Работа стана из рулонной заготовки.
В режимах заготовительной или чистовой прокатки в клеть рабочую 45 универсального стана завалены валки системы "Кварто". Перед началом работы производят настройку валков рабочей клети 45 на требуемую толщину первого пропуска, для чего верхние валки выставляют с помощью электромеханического нажимного устройства на заданный раствор.
Рулоны 29, получаемые, например, с линии непрерывного литья заготовок и/или других агрегатов вне комплекса УЛПС, подаются по одному с устройства загрузочного 28 в разматыватель 31 двухконусного типа и закрепляются на нем. С помощью отгибателя конца полосы 32 передний конец полосы отделяется от рулона 29 и за счет вращения рулона разматывателем 31, также использования правильно-тянущих роликов отгибателя 32 передается в правильную машину 33 для предварительной правки рулонной кривизны задаваемой полосы, прижимной ролик в это время прижимают к разматываемому рулону 29, предотвращая его распушивание. Затем задаваемая полоса центрируется центрирующими роликами 35, дефектная часть полосы, если она имеется, отрезается гильотинными ножницами 38 и ровный передний конец полосы через задающую проводку, рольганги подводящий и поворотный 39 и гибочно-тянущие ролики 43 задается роликовым столом в клеть рабочую 45.
При выходе из клети рабочей 45 полоса поступает в створ гибочно-тянущих роликов 47 и далее, двигаясь по поворотному рольгангу 51, который поднимают в верхнее положение, полоса передается в щель двухопорного барабана намоточного устройства 50 верхнего уровня. Включают привод клети рабочей 45. На барабан моталки 50 наматывают более одного витка полосы, что позволяет обеспечить необходимое установленное натяжение, а поворотный рольганг 51 возвращают в горизонтальное исходное положение. Далее осуществляют прокатку по заданной технологии. После выхода из рабочей клети 45 заднего конца полосы, удерживаемого гибочно-тянущими роликами 47, производится реверс приводов клети рабочей 45 и гибочно-тянущих роликов 47, и полоса задним концом подается в клеть рабочую 45 и затем гибочно-тянущими роликами 43 с помощью поворотного рольганга 39, находящегося в верхнем положении, задается в щель барабана устройства намоточного 40 верхнего уровня. Производится реверсивная заготовительная прокатка по схеме: устройство намоточное 50 верхнего уровня - клеть рабочая 45 - устройство намоточное 40 верхнего уровня и т.д. до достижения заданной толщины металла согласно требованию карты технологии прокатки. Раствор между рабочими валками клети 45 устанавливают для каждого пропуска при помощи электромеханического нажимного устройства.
При чистовой прокатке рулонной полосы в настройке рабочих валков клети 45 кроме электромеханического используется электрогидравлическое нажимное устройство, включающее гидравлические цилиндры, взаимодействующие с винтом через сферический подпятник, и датчик линейных перемещений штока гидроцилиндра, что позволяет использовать систему автоматического регулирования толщины прокатываемой полосы по пропускам.
При чистовой прокатке используются устройства намоточные 41 и 48 нижнего уровня с консольными барабанами, а задача полосы в их зев осуществляется соответственно поворотными рольгангами 39 и 51, находящимися в крайнем нижнем положении. Пережимные ролики гибочно-тянущих роликов 43 и 47 используют для уменьшения рулонной кривизны заднего конца полосы в рулоне. Реверсивную прокатку производят по схеме: устройство намоточное 48 нижнего уровня - клеть рабочая 45 - устройство намоточное 41 нижнего уровня - клеть рабочая 45 и т.д. до достижения заданной толщины.
В зависимости от количества проходов прокатываемый рулон снимают разгрузочным устройством 42 с консольного барабана устройства намоточного 41 или соответственно разгрузочным устройством 49 с моталки 48. Чистовая холодная прокатка по вышеописанной схеме может осуществляться при загрузке исходного рулона на барабан одного из устройств намоточных 40 или 50 верхнего уровня.
2.2. Работа стана из полосовой заготовки.
Штучные заготовки 26 в виде полос, листов или карт, горячекатаные или литые, фрезерованные, подаются с машины зачистной 22 линии непрерывного литья заготовок или раскладчиком 25 по одной на рольганг подводящий 24, а затем через рольганг съемный 30 и центрирующие ролики 27, тянущими роликами 32 задаются в раскрытую многовалковую машину правильную 33, где после сведения роликов полоса правится, центрируется роликами 35 и через раскрытые зачистную машину 34 и гильотинные ножницы 38 по рольгангам 39 задается в створ гибочно-тянущих роликов 43, которые задают передний конец штучной заготовки 26 в клеть рабочую 45, рабочие валки которой настроены на толщину прохода. Заднее натяжение полосы при прокатке создается роликовым столом, расположенным у клети 45. Вышедшая из клети прокатаная полоса 26 размещается на рольгангах 51 и 54, причем задний конец ее удерживается роликовым столом. Затем рабочие валки клети рабочей 45 настраиваются на толщину следующего прохода, привод клети рабочей и другие соответствующие машины реверсируют и осуществляют следующий проход. Процесс повторяют до достижения необходимой толщины, а затем полосу гибочно-тянущими роликами 47 по рольгангам 51 и 54 подают до упора передвижного 56, выставляемого на требуемую мерную длину, включают ножницы летучие 55 и отрезанную мерную полосу передают через рольганг участка резки 58 до упора убирающегося 61, где и останавливают. Листоукладчик 60 укладывает порезанные мерные полосы в стопы. Досылатель 57 используют при порезке коротких полос, а также для сброса некондиционных задних концов полос в короб.
2.3. Работа стана при комбинированном рулонно-полосовом процессе прокатки.
Работа УЛПС при комбинированном процессе холодной прокатки осуществляется аналогично работе из полосовой заготовки /п.2.2/ до достижения требуемой толщины полосы, которая затем не режется на мерные листы и карты, а при убранных упоре передвижном 56 и убирающимся 61 через раскрытые летучие ножницы 55 задается в машину свертывающую 63, где свертывается полоса в рулон 65 и передается в накопитель 64 для дальнейших технологических процессов. При необходимости смотка прокатанной полосы может осуществляться устройством намоточным 50 /40/ верхнего уровня или устройством намоточным 48 /41/ нижнего уровня.
2.4. Работа УЛПС при чистовой холодной прокатке тонких и тончайших полос и лент.
В клеть рабочую 45 вместо рабочих валков системы "Кварто" заваливают комплект установки многовалковой кассеты 67, фиг.1 и 3, содержащую поворотные кассеты, фиксирующиеся клиньями с реечным механизмом перемещения, размещенным на опорных балках. Установка межвалкового зазора и выбор всех люфтов осуществляется гидроцилиндрами, закрепленными на опорных балках и взаимодействующими с рабочими валками через рычаги, а также поворотом эксцентриковых осей. Нижний рабочий валок многовалковой кассеты 67 устанавливается на уровень прокатки посредством того же механизма, что и нижний рабочий валок системы "Кварто" /п. 2.1/. Осевое перемещение для регулировки профиля полосы и фиксацию подушек промежуточных валков многовалковой кассеты 67 осуществляют предусмотренным приводом через винтовую пару и кинематически соединенный с ней датчик контроля осевых перемещений.
Загрузка рулонов, передача переднего конца полосы до клети рабочей 45, задача его в устройство намоточное 48 нижнего уровня осуществляется аналогично холодной прокатке рулонной заготовки /п.2.1/. Прокатку ведут по схеме: устройство намоточное нижнего уровня 48 - клеть рабочая 45 - устройство намоточное 41 согласно требований карты технологического процесса прокатки.
Толщина прокатываемой полосы в каждом проходе непрерывно контролируется измерителями толщины 44 и регулируется "системой автоматического регулирования толщины полосы" с помощью встраиваемого быстродействующего электрогидравлического нажимного устройства. Съем рулонов после прокатки осуществляется в зависимости от числа проходов с устройства намоточного 41 или 48 нижнего уровня с помощью разгрузочного устройства 42 или 49.
2.5. Работа УЛПС как стана дрессировочного.
Используют клеть рабочую 45, где нажимные устройства настраивают по давлению на величину обжатия 1-5%. В зависимости от толщины подката и требований поверхностной нагартовки прокатываемой полосы дрессировку осуществляют, используя устройства намоточные 41 и 48 нижнего уровня или 40 и 50 верхнего уровня, т.е. технологический процесс дрессировки осуществляется по схеме моталка-клеть-моталка с соответствующим технологическим обжатием.
3. Работа УЛПС как плакировочного, а также стана для производства многослойных полиметаллических композиций и спецсплавов.
3.1. Работу УЛПС как стана плакировочного рассмотрим на примере производства методом холодной рулонной прокатки триметаллической или биметаллической полосы, состоящей из основы /средний слой/ и плакирующих компонентов /крайние слои: верхний и нижний/. Настройку клети рабочей 45, загрузку рулонов 29 полосы-основы и передачу ее переднего конца до машины зачистной 34, которую предварительно настраивают на толщину полосы-основы, а затем до роликов гибочно-тянущих 43, где и останавливают, осуществляя это в последовательности, описанной в /п.2.1/. Рулоны полос плакирующих компонентов загружают в разматыватели верхнего уровня 36 и нижнего уровня 37. Передние концы полос плакирующих компонентов подают к раскрытым роликам гибочно-тянущим 43 таким образом, чтобы передний конец полосы верхнего плакирующего компонента сравнялся с передним концом полосы-основы, а передний конец полосы нижнего плакирующего компонента выступал за передние концы двух других полос. Ролики гибочно-тянущие 43 закрывают, зажимая полосы движением ролика пережимного, передний выступающий конец нижнего плакирующего компонента изгибают, обводя передние концы полосы-основы и полосы верхнего плакирующего компонента, а затем все три полосы подают роликами гибочно-тянущими 43 в валки - клети рабочей 45, где осуществляют их обжатие до 60-80% за проход в зависимости от технологий и структуры заданных плакирующих композиций полос. Далее полоса направляется в створ роликов гибочно-тянущих 47, которые посредством ролика пережимного и рольганга поворотного 51 с подвижной проводкой задают передний конец триметаллической полосы в зев консольного барабана устройства намоточного 48 нижнего уровня. Отделившиеся от триметаллической полосы в результате прокатки кромки полос плакирующих компонентов верхнего и нижнего с левой и правой стороны передаются по специальным проводкам для намотки кромкомоталкой 46 в бухту отхода металлолома для дальнейшего переплава.
Сплакированный рулон триметаллической полосы перематывают для уменьшения межвиткового натяжения полосы с устройства намоточного 48 на барабан устройства намоточного 41 с малым натяжением полосы, откуда рулон с триметаллом снимают устройством разгрузочным 42 и передают для дальнейшей технологической обработки.
3.2. Работа УЛПС как стана при производстве многослойных композиций с иным количеством слоев и специальных сплавов.
Работа УЛПС как стана при производстве многослойных композиций с иным количеством слоев и специальных сплавов осуществляется аналогично описанному в /п. 3.1/, при этом для задачи компонентов в количестве до пяти могут быть использованы также в качестве разматывателей плакирующих компонентов, подготовленных для этого процесса, устройства намоточные 41 нижнего уровня и 40 верхнего уровня. Остальное аналогично технологическому процессу плакирования, описанному ранее в /п.3.1/.
4. Работа УЛПС как агрегата перемоточного.
Перемотку полосы в рулоны с уменьшенным межвитковым натяжением и контроль качества поверхности полосы ленты осуществляют, используя устройства намоточные 41 и 48 нижнего уровня с консольными барабанами и разгрузочные устройства 42 и 49.
При перемотке рабочие валки клети рабочей 45 разводят на зазор, превышающий толщину перематываемой полосы, а привод устройства намоточного, выполняющего функцию разматывателя, регулируют на минимальную заданную величину натяжения. Предусматривается возможность перемотки полосы с устройства намоточного верхнего уровня на барабан устройства намоточного нижнего уровня. Описанный процесс перемотки полосы совмещается на принятом оборудовании машин вместо необходимости установки отдельно стоящих перемоточных агрегатов.
5. Работа УЛПС в режиме агрегата поперечной резки прокатываемых рулонов и полос на мерные листы и карты.
Исходный рулон в зависимости от толщины прокатываемой горячекатаной, холоднокатаной и плакированной полосы и предшествующей технологической операции поступает на одно из разматывающих устройств - моталок 31, или 41, или 40. Передний конец полосы проводят до роликов гибочно-тянущих 43 через клеть рабочую 45. Ролик пережимной гибочно-тянущих роликов 43 и поворотный рольганг 39 устанавливают в горизонтальное исходное положение и, включив приводы роликов гибочно-тянущих 43, клети рабочей 45 и других машин на рабочую скорость, начинают транспортировать полосу по рольгангам 51 и 54 через раскрытые ножницы гильотинные 52 и ролики центрирующие 53. Следящий ролик с датчиком контроля длины движущейся полосы связан при помощи следящей системы автоматизации мерного реза с кодовым импульсным датчиком привода летучих ножниц 55, обеспечивают их синхронизацию со скоростью движения и длины полосы, а также автоматически дают команду на выполнение рабочего хода устройств и требуемую порезку полосы на листы и карты мерной длины, которые поступают на рольганги участка резки 58 и 59 до поднятого упора 61. С рольганга участка резки 58 порезанные листы и карты мерной длины снимают листоукладчиком 60 и укладывают в стопы готовой продукции. Порезка полос на мерные листы и карты, а также их укладка в стопы готовой продукции изложена в описании /п.2.2/.
Изобретение имеет также дополнительные отличительные признаки в том, что в зависимости от рабочей технологической нагрузки используемого комплекса оборудования УЛПС, электроприводы клети рабочей 45 и/или устройств намоточных 41, 48, 40 и 50 нижнего и верхнего уровня могут работать с включенными одним, двумя, тремя или четырьмя электродвигателями соответственно, что является одной из составляющих энергосберегающих технологий и процессов.
Как следует из описания работы предлагаемого изобретения универсального литейно-прокатного стана, последний позволяет на одном совмещенном комплексе оборудования машин осуществлять ряд вышеописанных способов реализации новых технологических процессов при оптимальных энергозатратах и минимальных потерях времени на переходы между технологическими операциями, что обеспечивается следующими конструктивными и техническими решениями:
- целевым использованием и рациональным размещением машин технологического оборудования;
- конструктивно-новым исполнением отдельных машин и устройств;
- оптимальным выбором технических решений гибких схем работы оборудования, систем автоматизированных электроприводов и технологической автоматизации клети рабочей, устройств намоточных, ножниц летучих и других машин, устройств и всего комплекса универсального литейно-прокатного стана с учетом совмещения основных технологических процессов непрерывного литья заготовок, их горячей и холодной прокатки до выпуска требуемой готовой продукции проката.
"Универсальный литейно-прокатный стан"
Источники информации
1. ФРГ, фирма "Крупп-Техника". Линия непрерывного литья плоской заготовки. Проспект.
2. Л.И. Софийский, И.М. Ершов. Современные агрегаты непрерывной разливки и прокатки цветных металлов в СССР и за рубежом. Металлургическое машиностроение. Москва, 1965г. - протопит.
3. А. И. Целиков, В.И. Зюзин. "Современное развитие прокатных станов". Москва, "Металлургия", 1972г.
4. ФРГ, фирма "Зундвиг". Станы холодной прокатки. Каталог 1988г.
5. ФРГ, фирма "Зундвиг Z-HIGH". Вставки в прокатный стан фирмы "Зундвиг" с целью изготовления тонких и широких полос. Д-р Бергер, 1989г.
6. ФРГ, фирма "Фрелинг". Прокатные станы. Каталог.
7. ФРГ, фирма "Фрелинг". Стан 420•420/150•400. Информация 06-04-41, 1983г.
8. ФРГ, фирма "Манесман Демаг Зак". Каталог.
9. "Steel Metal Industries". Сборник, 1974г. 1, р. 15.
10. ФРГ, Акционерное общество "Сименс". Приводы и системы регулирования станов бесконечной прокатки. Каталог 128190.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| Прокатный стан | 1988 |
|
SU1600869A1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС В ПРОКАТНОЙ КЛЕТИ СТЕККЕЛЯ | 2003 |
|
RU2336960C2 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ СМОТАННОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ В КОМБИНИРОВАННОЙ УСТАНОВКЕ ДЛЯ РАЗЛИВКИ И ПРОКАТКИ, СПОСОБ ПУСКА КОМБИНИРОВАННОЙ УСТАНОВКИ ДЛЯ РАЗЛИВКИ И ПРОКАТКИ И КОМБИНИРОВАННАЯ УСТАНОВКА ДЛЯ РАЗЛИВКИ И ПРОКАТКИ | 2017 |
|
RU2750305C2 |

Изобретение относится к металлургической отрасли, в частности к оборудованию для производства плоского проката, включающей выпуск непрерывно-литой плоской заготовки, горячей и холодной прокатки цветных и/или черных металлов, биметаллических и полиметаллических композиций, которое позволяет в рамках единого технологического процесса с наибольшей эффективностью использовать один набор комплекса оборудования для производства непрерывно-литых и горячекатаных полос и лент, холоднокатаного проката в рулонах, лентах, листах и картах, в том числе повышенной точности производства специальных сплавов и биметаллов, триметаллов и полиметаллов разных композиций методами холодной прокатки. Универсальный литейно-прокатный стан скомпонован с последовательно-параллельным размещением заготовительно-чернового оборудования и последовательным размещением чистового и отделочного оборудования, причем технологическое оборудование за исключением плавильного оснащено регулируемыми реверсивными автоматизированными электроприводами и в рамках одного заданного процесса может работать в нескольких энергосиловых поддиапазонах и энергосберегающих режимах технологий. Изобретение позволяет освоить и внедрить в производство новые технологии, выпуск новой специальной продукции и оборудования, до настоящего времени закупаемых по импорту. 2 з.п.ф-лы, 4 ил.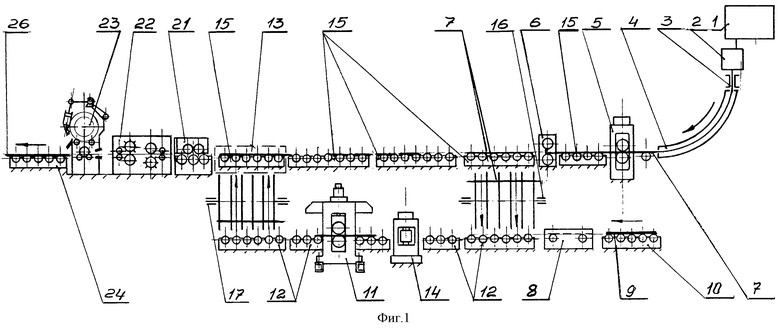
| СОФИНСКИЙ Л.И., ЕРШОВ И.М | |||
| Современные агрегаты непрерывной разливки цветных металлов в СССР и за рубежом | |||
| - М.: НИИИНФОРМТЯЖМАШ, 1965, с.46-48 | |||
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОСОРТОВОГО ПРОКАТА В СОВМЕЩЕННОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2134179C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| 0 |
|
SU347662A1 | |
| DE 3816469 А1, 23.11.1989 | |||
| УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ТЕПЛОВОГО ПРОЦЕССА | 2012 |
|
RU2498092C2 |

