Изобретение относится главным образом к удалению коррозионных металлических загрязнений из жидких композиций, включающих карбоновые кислоты и/или ангидриды, и в частности к способу удаления коррозионных металлических загрязнений из жидкой композиции, включающей карбоновую кислоту и/или ее ангидрид, родиевый катализатор карбонилирования, сопромотор и коррозионные металлические загрязнения.
Процессы получения карбоновых кислот и ангидридов, таких как уксусная кислота и ангидрид уксусной кислоты, путем карбонилирования хорошо известны и применяются в промышленности.
В патенте Великобритании 1233121 описан способ получения органической кислоты и ее соответствующего эфира путем карбонилирования с использованием родиевого катализатора. В патенте США 4374070 описано получение ангидрида усусной кислоты путем карбонилирования метилацетата в присутствии родия, соединения иода и лития. В заявке на Европатент EP-A-087870 описан способ получения ангидрида уксусной кислоты наряду с совместным получением уксусной кислоты или без кислоты.
В ходе длительной эксплуатации процессов карбонилирования образуются коррозионные металлические загрязнения, такие как соединения железа, никеля, молибдена, хрома и тому подобные, которые входят в состав реакционной смеси карбонилирования. Такие коррозионные металлические загрязнения, если они присутствуют в значительных количествах, могут оказывать вредное воздействие на реакцию карбонилирования.
В патенте США 4628041 описан способ регенерации родия и иода при получении уксусной кислоты карбонилированием путем осаждения родия для отделения его от коррозионных солей металлов.
В патенте США 4007130 описан способ регенерирования отработанного раствора катализатора карбонилирования, включающего родиевый или иридиевый катализатор, путем контактирования его с катионообменной смолой в водородной форме.
В опубликованной заявке на Европатент EP-A-0384652 описано влияние металлов группы IVB на увеличение производительности по уксусной кислоте в жидкофазном процессе карбонилирования в присутствии родиевого катализатора и иодидного промотора. В этой заявке на патент предложен способ обработки технологических потоков, которые возникают при производстве уксусной кислоты из метанола, причем эти технологические потоки содержат родий и типичные соли коррозионных металлов. Этот способ отличается тем, что включает селективное удаление всех коррозионных металлов из технологических потоков, за исключением солей хрома, молибдена и вольфрама. В соответствии с EP-A-0384652 селективное удаление, например, железа из технологического потока, содержащего родий, железо, хром, молибден и вольфрам, может быть достигнуто путем использования селективных ионообменных смол, электродиализа, селективного осаждения и тому подобное. Подробности о подходящих ионообменных смолах не приведены.
В опубликованной заявке на Европатент EP-A-0161871 описано катализируемое родием карбонилирование спиртов для получения карбоновых кислот, например, уксусной кислоты из метанола; в этом процессе в качестве сопромоторов катализатора используются иодидные соли, предпочтительно иодид лития. Согласно публикации в заявке на Европатент EP-A-0265140 при регенерации каталитических растворов из процесса, описанного в заявке EP-A-0161874, по способу, раскрытому в патенте США 4007130, было найдено, что концентрация ионов лития также снижается при пропускании раствора через слой катионообменной смолы. Удаление ионов лития из каталитического раствора сильно понижает реакционную способность и стабильность реакционной среды.
Один способ разрешения этой проблемы раскрыт в заявке на Европатент EP-A-0265140, в которой описано контактирование каталитического раствора, включающего родий, ограниченную концентрацию ионов лития и коррозионных металлов, с катионнообменной смолой в литиевой форме. Согласно заявке на Европатент EP-A-0265140 катионнообменные смолы представляют собой смолу сильнокислотного или слабокислотного типа в литиевой форме, предпочтительно сильнокислотного типа.
Использование катионообменной смолы в литиевой форме может снизить потери лития из раствора. Однако поскольку литий и коррозионные металлы конкурируют за одни и те же центры ионного обмена, когда коррозионные металлы поглощаются смолой, эффективность смолы для удаления дополнительного количества коррозионных металлов снижается при падении концентрации металлов относительно лития.
Удаление металлических коррозионных продуктов из реакционной смеси карбонилирования, которое проводится в безводных условиях, описано в патенте США 5124290, в котором раскрыт процесс: а) приведения в контакт реакционного раствора, содержащего каталитическую систему и загрязненного продуктами коррозии металлов, с ионообменником ; б) разделения реакционного раствора; в) десорбции промотора до регенерации уксусной кислотой или ангидридом уксусной кислоты; г) комбинирования и рециркуляции на стадию карбонилирования элюата и раствора со стадий б) и в) соответственно; д) регенерации ионообменника, полученного на стадии в), сильной минеральной кислотой; и е) промывки уксусной кислотой или ангидридом уксусной кислоты. Согласно патенту США 5124290 предпочтительно используют сильнокислотный макропористый ионообменник. Этот патент использован в качестве ближайшего аналога.
Сильнокислотные ионообменники не вполне удовлетворяют задаче удаления коррозионных металлов из жидких композиций, включающих карбоновые кислоты и/или ангидриды, так как они могут осмолять кислоты и/или ангидриды.
Применение хелатирующих смол, имеющих аминоуглеродные и/или иминоуглеродные группы, для удаления ионов металлов из органического соединения или его раствора описано в опубликованной заявке на патент Японии 04022439. В этой публикации не рассматривается проблема селективного удаления загрязнений коррозионных металлов из жидкой композиции, которая также включает родиевый катализатор карбонилирования и сопромотор катализатора карбонилирования.
Задачей изобретения является разработка альтернативного способа удаления загрязнений коррозионных металлов из жидкой композиции, которая включает карбоновую кислоту и/или ее ангидрид, родиевый катализатор карбонилирования и его сопромотор и загрязнения коррозионных металлов.
В соответствии с изобретением задача решается способом удаления коррозионных металлических загрязнений из жидкой композиции, включающей карбоновую кислоту и/или ее ангидрид, родиевый катализатор карбонилирования и его сопромотор, и коррозионные металлические загрязнения путем контактирования жидкой композиции с селективной для удерживания коррозионных металлов хелатирующей смолой с выделением жидкой композиции, имеющей пониженную концентрацию коррозионных металлических загрязнений, в котором используют хелатирующую смолу, выбранную из группы хелатирующих смол, содержащих функциональные группы:
(а) функциональные группы общей формулы I:
в которой
(P) представляет собой основную цепочку полимера. Подходящие примеры хелатирующей смолы этого типа включают протонные формы Amberlite IRC-718, Lewatit TP207 и Lewatit TP 208 (товарные знаки).
б) функциональные группы аминофосфоновой кислоты общей формулы II:
в которой
(P) представляет собой основную цепочку полимера. Подходящие примеры хелатирующей смолы этого типа представляют собой протонные формы Bayer TP-1060, ранее именуемый как Lewatit VP OC 1060 MD, Purolite S940 и S950 и Duolite C467 (товарные знаки).
в) функциональные группы общей формулы III:
в которой
(P) представляет собой основную цепочку полимера. Подходящим примером хелатирующей смолы этого типа является Lewatit TP214 (товарный знак).
г) функциональные группы общей формулы IV:
в которой
(P) представляет собой основную цепочку полимера. Подходящим примером хелатирующей смолы этого типа является Purolite S920 (товарный знак).
l) функциональные группы общей формулы V:
в которой
R представляет собой 
Подходящим примером хелатирующей смолы этого типа является Lewatit VP OC1026 (товарный знак).
Задача также решается способом получения карбоновой кислоты и/или ее ангидрида путем реакции жидкофазного карбонилирования спиртов, эфиров, сложных эфиров и/или галогенидов в присутствии родиевого катализатора карбонилирования, галогенсодержащего промотора карбонилирования и сопромотора катализатора карбонилирования, в котором согласно изобретению жидкая композиция, полученная в реакции карбонилирования и включающая карбоновую кислоту и/или ее ангидрид, родиевый катализатор карбонилирования, сопромотор катализатора карбонилирования, и коррозионные металлические загрязнения, контактирует с селективной для удерживания коррозионных металлов хелатирующей смолой, выбранной из группы смол, содержащих функциональные группы формул I, II, III, IV, V, с последующим выделением жидкой композиции с пониженной концентрацией коррозионных металлических загрязнений и рециркуляцией ее на стадию жидкофазного карбонилирования.
Хелатирующие смолы могут применяться в протонной форме или в металлообменной форме, например, в натриевой форме. Предпочтительно хелатирующие смолы применяются в протонной форме для того, чтобы избежать введения в жидкую композицию металлов, которые не совместимы с реакцией карбонилирования.
Хелатирующие смолы могут быть основаны на органической основе, например, на полимерной основе, такой как полистирол с необязательной поперечной сшивкой, например, с дивинилбензолом, или могут быть основаны на неорганической основе, например, диоксиде кремния.
Когда применяются хелатирующие смолы на полимерной основе, они предпочтительно представляют собой макросетчатые смолы. Кроме того, могут применяться гелевые смолы, которые набухают в жидкой композиции.
Контактирование с хелатирующей смолой жидких композиций с металлическими загрязнениями может осуществляться в перемешиваемом сосуде, в котором смола интенсивно перемешивается с жидкой композицией, и затем жидкая композиция, имеющая пониженную концентрацию коррозионных металлических загрязнений, выделяется посредством декантации, фильтрации, центрифугирования и др. Однако обработка жидкой композиции обычно осуществляется путем пропускания композиции с металлическими загрязнениями через колонку с неподвижным слоем смолы. Обработка жидкой композиции может осуществляться как процесс с однократной загрузкой, с полунепрерывным и непрерывным режимом работы с использованием методов и методик ручного и автоматического контроля, которые хорошо известны в области техники ионообменных смол.
Жидкая композиция может контактировать с хелатирующей смолой при любой подходящей температуре, выше температуры застывания жидкой композиции и ниже температуры, при которой проявляется неприемлемое разложение смолы и/или композиции. Предпочтительные температуры находятся в интервале примерно от 20 до 70oC. При использовании температур выше точки кипения жидкой композиции при атмосферном давлении может потребоваться работа при повышенном давлении для того, чтобы поддерживать композицию в жидком состоянии. Обычно могут применяться атмосферное давление или давление несколько выше атмосферного, но при желании можно использовать давление выше или ниже атмосферного.
Скорость потока жидкой композиции через колонку с неподвижным слоем смолы в процессе удаления коррозионных металлических загрязнений вообще может быть такой, которая рекомендована производителем смолы и обычно может составлять примерно 1 - 20 объемов слоя в 1 час. Предпочтительно скорость потока составляет примерно 1 - 12 объемов слоя в час.
Когда хелатирующая смола достигает своей емкости в отношении коррозионных металлических загрязнений, она может быть сначала промыта жидкостью, которая совместима с процессом карбонилирования, например, карбоновой кислотой, для того, чтобы удалить остатки жидкой композиции, и затем ее можно регенерировать. Хелатирующую смолу можно регенерировать методами, которые рекомендованы производителем для того, чтобы удалить удерживаемые коррозионные металлические загрязнения. Удобно могут быть использованы водные растворы уксусной кислоты и иодистоводородной кислоты для того, чтобы регенерировать хелатирующие смолы.
Способ согласно изобретению может осуществляться как процесс с однократной загрузкой или непрерывный процесс. Предпочтительно предусматривается несколько слоев хелатирующей смолы с тем, чтобы в период пропускания жидкой композиции через один слой смолы другие слои смолы можно было регенерировать.
Способ согласно изобретению может особенно применяться для удаления коррозионных металлических загрязнений, таких как железо, никель, хром, марганец и молибден, предпочтительно железо и никель Каждое коррозионное металлическое загрязнение может присутствовать в жидкой композиции в количестве до его предела растворимости, и обычно это может составлять до 10000 вес. ч. металла на миллион (ч./млн). Количество каждого коррозионного металла, удаляемого из жидкой композиции, будет зависеть от начальной концентрации, емкости хелатирующей смолы, условий работы и т.п.
Сопромотор катализатора карбонилирования может включать иодид четвертичного амина, фосфина, соединение мышьяка или сурьмы, или иодидную соль щелочного или щелочноземельного металла. Подходящие четвертичные фосфиновые сопромоторы карбонилирования описаны в патенте США 4333884. Подходящие четвертичные аминные сопромоторы карбонилирования описаны в патентах США 4333884, 4430273 и в заявке на Европатент EP-A-0047463.
Способ согласно изобретению может особенно применяться для удаления коррозионных металлических загрязнений из жидких композиций, в которых сополимеры катализатора карбонилирования включают один или несколько иодидов щелочного металла, например, лития, натрия и/или калия, предпочтительно иодид лития.
Жидкая композиция, обрабатываемая по способу изобретения, может также включать не превращенные реагенты карбонилирования, например, спирты, простые эфиры, галогениды и/или сложные эфиры. Подходящие реагенты карбонилирования могут включать спирты C1 - C10, например, метанол; диалкиловые эфиры, в которых алкильные группы независимо имеют от 1 до 10 атомов углерода, например, простой диметиловый эфир; алкилгалогениды, имеющие от 1 до 10 атомов углерода, например, метилиодид, и сложные эфиры спиртов C1-C10 и карбоновых кислот C2-C11, например, метилацетат. Жидкая композиция, обрабатываемая по способу согласно изобретению, может также включать галогенсодержащие промоторы карбонилирования, например, алкилгалогениды, такие как метилиодид. Жидкая композиция, обрабатываемая по способу изобретения, может также включать растворитель, совместимый со способом карбонилирования, который дает жидкую композицию, а также совместимый с хелатирующей смолой. Если жидкая композиция получена в процессе карбонилирования для производства карбоновых кислот, то жидкая композиция может также включать воду.
Карбоновая кислота и/или ее ангидрид может включать карбоновую кислоту, имеющую от 1 до 10 атомов углерода, или ее ангидрид, предпочтительно уксусную кислоту и/или ее ангидрид. Карбоновая кислота и/или ее ангидрид может быть продуктом карбонилирирования и/или растворителем процесса карбонилирования, из которого получена жидкая композиция.
Соответственно жидкая композиция получается из жидкой реакционной смеси жидкофазного процесса карбонилирования для производства карбоновых кислот и/или ангидридов, предпочтительно уксусной кислоты и/или ее ангидрида, посредством карбонилирования спиртов, эфиров, сложных эфиров и/или галогенидов в присутствии родиевого катализатора карбонилирования, галогенсодержащего промотора карбонилирования и сополимера катализатора карбонилирования. Проходящие процессы карбонилирования описаны в заявке Великобритании 2146637-A, патентах США 4994608, 5001259, 5026908, в заявках на Европатент ЕР-А-0144935, EP-A-0144936, которые относятся к производству карбоновых кислот путем карбонилирования; в патенте США 5003104 раскрыты процессы карбонилирования для производства карбоновых кислот и их ангидридов; в патенте США 4374070 раскрыто получение уксусного ангидрида посредством карбонилирования, в заявке на Европатент EP-A-87870 описано производство уксусного ангидрида совместно с получением уксусной кислоты или без нее.
Типичный процесс карбонилирования проводят при 150-250oC и при повышенном давлении, причем парциальное давление монооксида углерода составляет 2-30 атм.
Образование коррозионных металлических загрязнений в жидкой композиции реакции карбонилирования может быть снижено посредством обработки всей реакционной смеси карбонилирования или ее части. Жидкая композиция реакции карбонилирования может быть обработана с целью удаления некоторых других компонентов, которые присутствуют в композиции, до обработки по способу настоящего изобретения. В типичном жидкофазном процессе карбонилирования, для которого применим способ настоящего изобретения, жидкая композиция реакции карбонилирования выводится из реактора карбонилирования и пропускается в зону быстрого испарения при давлении ниже, чем давление в реакторе, в котором с подводом тепла или без подвода тепла парообразная фракция, включающая летучие компоненты, такие как непрореагировавшие реагенты карбонилирования, галогенсодержащий промотор карбонилирования и продукт карбонилирования, отделяется от жидкой фракции, включающей нелетучие компоненты, такие как родиевый катализатор карбонилирования и сопромотор катализатора карбонилирования, например, иодид четвертичного амина, фосфина, соединение мышьяка или сурьмы, или иодид щелочного или щелочноземельного металла. Продукт карбонилирования выделяется из паровой фракции, например, посредством дистилляции, причем остающиеся компоненты могут быть рециркулированы в реактор карбонилирования. Было обнаружено, что коррозионные металлические загрязнения могут присутствовать в любом из технологических потоков. Однако их удаление из зоны испарения жидкой фракции с помощью традиционных процессов может быть затруднено из-за присутствия родиевого катализатора карбонилирования и сопромотора катализатора карбонилирования. Посредством обработки по меньшей мере части этой жидкой фракции по способу изобретения может быть снижено образование коррозионных загрязнений в жидкой композиции реакции карбонилирования. Предпочтительно льющийся поток удаляется из зоны быстрого испарения жидкой фракции и обрабатывается по способу изобретения для того, чтобы удалить коррозионные металлические загрязнения и обеспечить жидкую композицию, имеющую пониженное содержание коррозионных металлических загрязнений, которая может быть рециркулирована в реактор карбонилирования.
В альтернативном варианте воплощения способ изобретения может использоваться для того, чтобы удалить коррозионные металлы из технологических потоков, включающих уксусную кислоту и/или ангидрид уксусной кислоты, которые могут находиться в процессах для выделения ценного родиевого катализатора из содержащих смолу технологических потоков, полученных при производстве уксусной кислоты. В заявках на Европатент EP-А-087870, EP-А-0255389, EP-А-0314352 и EP-А-0584964 описаны примеры таких процессов.
На чертеже представлена диаграмма результатов определения емкости смол Amberlyst 15 и Lewatit OC1060 в отношении коррозионных металлов.
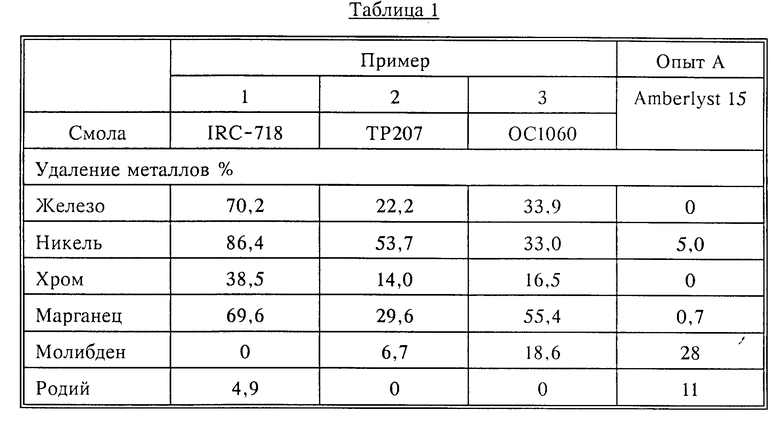
Примеры 1-3 и Опыт А. Жидкая композиция, полученная в процессе карбонилирования для производства ангидрида уксусной кислоты и включающая по весу 31,6% уксусной кислоты, 13% ангидрида уксусной кислоты, n-метилимидазолиний иодид (оценка около 30%), 6,7% метилацетат, 4,4% метилиодида, 3880 ч./млн железа, 2180 ч./млн никеля, 1330 ч./млн хрома, 345 ч./млн марганца, 630 ч. /млн молибдена и 617 ч./млн родия, обрабатывается, чтобы удалить коррозионные металлы. В каждом эксперименте 100 мл смолы предварительно промывали уксусной кислотой (50 мл) и заполняли колонку с неподвижным слоем. Жидкая композиция пропускается через смолу при комнатной температуре и атмосферном давлении с часовой объемной скоростью, равной 2, и жидкий поток, имеющий пониженную концентрацию коррозионных металлических загрязнений, анализируется для того, чтобы определить удерживание коррозионных металлических загрязнений.
Для примеров 1-3 были использованы хелатирующие смолы IRC-718, TP207 и OC1060. В эксперименте А, выполненном не в соответствии с изобретением, была использована сильнокислотная смола Amberlyst 15. Эти смолы использовались в протонной форме. Результаты показаны ниже в табл. 1.
Результаты табл. 1 показывают, что в этих экспериментах хелатирующие смолы по изобретению превосходили сильнокислотную смолу, такую как Amberlyst 15, при удалении коррозионных металлических загрязнений.
Эксперимент Б. Эти эксперименты, выполненные не в соответствии с изобретением, иллюстрируют проблему, связанную с использованием сильнокислотной смолы для удаления коррозионных металлов до очень низкой концентрации в присутствии иодида лития - сопромотора катализатора карбонилирования.
Была приготовлена жидкая композиция, имеющая следующий весовой состав:
Вода - 10%
Метилацетат - 0,7%
Уксусная кислота - 72%
Иодистый метил - 2%
Железо - 2400 ч./млн
Никель - 400 ч./млн
Хром - 600 ч./млн
Литий - 3100 ч./млн
Металлы добавляли в виде иодидов.
Эту жидкую композицию пропускали через колонку с неподвижным слоем (60 мл) сильнокислотной смолы Amberlyst 15 в течение 60 ч с часовой объемной скоростью, равной 4 при комнатной температуре. Смолу использовали в протонной форме, как она была получена, и перед ее использованием кондиционировали путем пропитки в уксусной кислоте. Жидкую композицию, имеющую пониженное содержание коррозионных металлических загрязнений, выходящую из слоя смолы, рециркулировали в точку подачи сырья на слой смолы. Жидкую сырьевую композицию периодически анализировали, чтобы определить остаточную концентрацию металлов, из которой рассчитывали удержание металлов слоем смолы. Эта смола удаляет очень малое количество лития. Однако оценить его количественно трудно. Величины поглощения коррозионных металлов, выраженные как вес металла на 1л пропитанной смолы, составили: для железа 21,7 г/л, никеля 1,2 г и для хрома 1,5 г/л.
Этот эксперимент повторяли с аналогичной жидкой композицией, за исключением того, что концентрации металлов были следующими в ч./млн: железо 1500, никель 1000, хром 360 и литий 3800. Величины поглощения коррозионных металлов составили для железа 3,6 г/л, никеля 8,5 г/л и для хрома 0 г/л.
Этот эксперимент повторяли с аналогичной жидкой композицией, за исключением того, что концентрации металлов были следующими в ч./млн: железо 560, никель 410, хром 430 и литий 4850. Величины поглощения коррозионных металлов составили для железа 1,6 г/л, никеля 2,1 г/л и для хрома 0 г/л.
Результаты представлены на чертеже в виде блок-диаграммы. Как можно увидеть, емкость Amberlyst 15 в отношении коррозионных металлов зависит от концентрации лития. Когда концентрация коррозионных металлических загрязнений относительно концентрации лития является низкой, смола становится неэффективной.
Пример 4. Для иллюстрации преимуществ, связанных с использованием хелатирующих смол, сравнительный пример Б повторяли с использованием смолы Lewatit ОС1060 (емкость 2,9 мг-экв/мл, водно-влажная протонная форма). Была использована жидкая композиция, аналогичная композиции эксперимента Б, за исключением того, что концентрации металлов были следующими в ч./млн: железо 1215, никель 905, хром 395 и литий 3860. Величины поглощения коррозионных металлов составили для железа 14,2 г/л, никеля 3,9 г/л и для хрома 0,1 г/л.
Этот эксперимент повторяли с аналогичной жидкой композицией, за исключением того, что концентрации металлов были следующими в ч./млн: железо 640, никель 510, хром 370 и литий 4450. Величины поглощения коррозионных металлов составили: для железа 14,8 г/л, никеля 4,7 г/л и для хрома 1,5 г/л.
Результаты представлены на чертеже в виде блок-диаграммы, куда для сравнения включены данные эксперимента Б. Как можно увидеть из экспериментов, удерживание коррозионных металлических загрязнений хелатирующей смолой в пределах ошибки эксперимента не зависит от отношения концентрации металлов к концентрации лития.
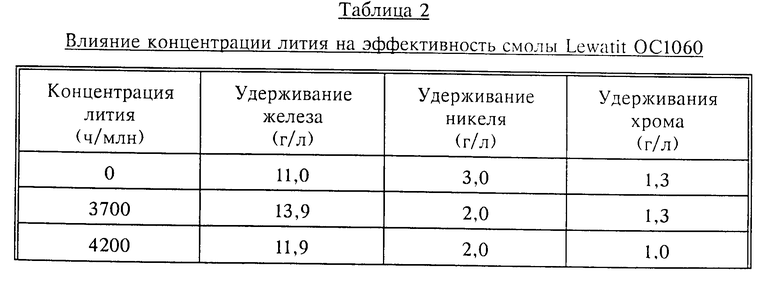
Пример 5. Этот пример показывает эффективность Lewatit ОС1060 в широком интервале концентраций литиевой соли - сопромотора карбонилирования. Были приготовлены растворы жидкой композиции, аналогичные композиции эксперимента Б, за исключением того, что концентрации металлов были следующими в ч./млн: железо 660, никель 450 и хром 365. Концентрации лития варьировали между 0 и 9000 ч. /млн. При повторении экспериментальной методики эксперимента Б были определены величины удерживания металлов смолой, приведенные в табл. 2.
Пример 6. Для иллюстрации преимуществ, связанных с использованием хелатирующих смол, опыты примера 4 повторены с использованием смолы Amberlite IRC718 (емкость 1,1 мг-экв/мл, водно-влажная протонная форма). Была использована аналогичная жидкая композиция, за исключением того, что концентрации металлов были следующими в ч./млн: железо 1500, никель 1100, хром 520 и литий 4850. Величины удерживания коррозионных металлов смолой составили: для железа 5,4 г/л, никеля 18,5 г/л и для хрома 1,8 г/л.
Этот эксперимент повторяли с аналогичной жидкой композицией, за исключением того, что концентрации металлов были следующими в ч./млн: железо 660, никель 450, хром 145 и литий 4990. Величины удерживания коррозионных металлов смолой составили: для железа 4,9 г/л, никеля 9,9 г/л и для хрома 1,0 г/л.
Таким образом, можно видеть, что могут быть селективно удалены различные коррозионные металлы посредством подбора конкретно используемой смолы.
Пример 7. Для иллюстрации влияния родия, присутствующего в растворе, был отобран 1 л образца из зоны испарительного разделения типичного процесса карбонилирования метанола для производства уксусной кислоты. Образец содержал следующие металлы: иодид лития 14 вес. %, железо 305 ч./млн, никель менее 10 ч. /млн, хром 60 ч./млн и родий 640 ч./млн. Этот раствор приводили в контакт с 50 г смолы Lewatit OC1060 при нормальной температуре и давлении в течение 48 часов. Анализ раствора после его обработки смолой показал, что он содержит следующее: железо 55 ч./млн, никель менее 10 ч./млн, хром 60 ч./млн и родий 630 ч./млн.
Отсюда следует, что смола способна удалять коррозионные металлы до очень низкого уровня в присутствии высоких концентраций иодида лития - сопромотора катализатора карбонилирования и родиевого катализатора карбонилирования.
Эксперимент В. Для иллюстрации неспособности сильнокислой смолы Amberlyst 15 понижать концентрации коррозионных металлов в растворе до низкого уровня в присутствии иодида лития - сопромотора катализатора карбонилирования были использованы 1,5 л образца типичной жидкой композиции процесса карбонилирования метанола в уксусную кислоту. Образец содержал следующие металлы: иодид лития 10 вес. %, железо 2240 ч./млн, никель менее 10 ч./млн, хром 23 ч./млн и родий 360 ч./млн. Было рассчитано, что совокупное содержание этих металлов значительно меньше, чем ожидаемая общая емкость смолы (около 1,7 мг-экв/мл, водно-влажная протонная форма). Этот раствор пропускали несколько раз через два 800 мл слоя литиево-обменного Amberlyst 15 с часовой объемной скоростью жидкости, равной 0,25. Анализ раствора обработки показал, что он еще содержит: железо 900 ч./млн, хром 35 ч./млн и родий 355 ч./млн.
Этот эксперимент показывает, что хотя сильнокислотная смола и имеет высокую емкость в условиях имеющихся центров, она неспособна селективно удалять железо до низкого уровня в присутствии иодида лития. Этот пример не является примером согласно настоящему изобретению.
Пример 8. Для иллюстрации преимуществ, связанных с использованием хелатирующей смолы при повышенной температуре, пример 4 был повторен с использованием смолы Lewatit OC1060 при 40oC. Была использована аналогичная жидкая композиция за исключением того, что концентрации металлов были следующими в ч. /млн: железо 765, никель 315, хром 425 и литий 4560. Величины удерживания коррозионных металлов составили: для железа 20,2 г/л, никеля 3,0 г/л и для хрома 3,6 г/л.
Этот эксперимент повторяли со следующими концентрациями металлов в ч. /млн: железо 860, никель 470, хром 410 и литий 5062. Величины удерживания коррозионных металлов составили: для железа 17,0 г/л, никеля 2,7 г/л и для хрома 1,2 г/л.
Из этих экспериментов следует, что селективность смолы в отношении железа увеличилась по сравнению с опытами при комнатной температуре.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УКСУСНОЙ КИСЛОТЫ | 1993 |
|
RU2102379C1 |
| СПОСОБ УДАЛЕНИЯ КАТАЛИТИЧЕСКИХ МЕТАЛЛОВ И ПРОМОТОРНЫХ МЕТАЛЛОВ ИЗ ПОТОКОВ ПРОЦЕССА КАРБОНИЛИРОВАНИЯ | 2005 |
|
RU2378247C2 |
| СПОСОБ УДАЛЕНИЯ КОРРОДИРУЮЩИХ МЕТАЛЛОВ ИЗ РАСТВОРОВ КАТАЛИЗАТОРОВ КАРБОНИЛИРОВАНИЯ | 2005 |
|
RU2381836C2 |
| СПОСОБ ПОЛУЧЕНИЯ УКСУСНОЙ КИСЛОТЫ КАРБОНИЛИРОВАНИЕМ МЕТАНОЛА И/ИЛИ ЕГО РЕАКЦИОННОСПОСОБНОГО ПРОИЗВОДНОГО | 1997 |
|
RU2184724C2 |
| СПОСОБ И КАТАЛИЗАТОР ПРОИЗВОДСТВА УКСУСНОЙ КИСЛОТЫ | 2005 |
|
RU2393918C2 |
| СПОСОБ ОЧИСТКИ УКСУСНОЙ КИСЛОТЫ И/ИЛИ УКСУСНОГО АНГИДРИДА ОТ ПРИМЕСЕЙ ИОДИДОВ | 1992 |
|
RU2072981C1 |
| СПОСОБ КАРБОНИЛИРОВАНИЯ СПИРТА И/ИЛИ ЕГО РЕАКЦИОННОСПОСОБНОГО ПРОИЗВОДНОГО | 1996 |
|
RU2173314C2 |
| СПОСОБ КАРБОНИЛИРОВАНИЯ СПИРТА | 1996 |
|
RU2173313C2 |
| Способ получения уксусного ангидрида | 1991 |
|
SU1834883A3 |
| СПОСОБ ПОЛУЧЕНИЯ УКСУСНОЙ КИСЛОТЫ КАРБОНИЛИРОВАНИЕМ ДИМЕТИЛОВОГО ЭФИРА | 1996 |
|
RU2183619C2 |

Использование: в химии. Сущность: коррозионные металлические загрязнения удаляются из жидкой композиции, включающей карбоновую кислоту и/или ее ангидрид, родиевый катализатор карбонилирования и сопромотор катализатора карбонилирования, путем использования хелатирующей смолы, селективной для удаления коррозионных металлов, а не катализатора карбонилирования и сопромотора. Способ позволяет эффективно удалять металлические загрязнения. 2 с. и 5 з.п. ф-лы, 1 ил., 2 табл.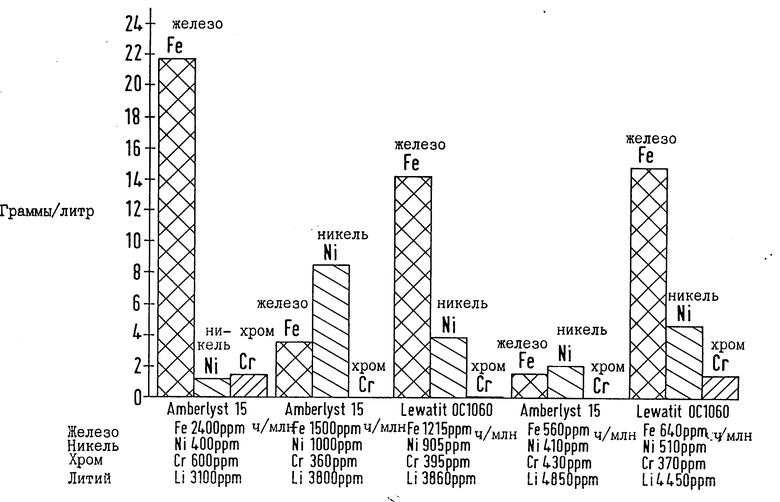
\\\1 1. Способ удаления коррозионных металлических загрязнений из жидкой композиции, включающей карбоновую кислоту и/или ее ангидрид, родиевый катализатор карбонилирования и его сопромотор и коррозионные металлические загрязнения, путем контактирования жидкой композиции с селективной для удерживания коррозионных металлов хелатирующей смолой с последующим выделением жидкой композиции с пониженной концентрацией коррозионных металлических загрязнений, отличающийся тем, что используют хелатирующую смолу, выбранную из группы хелатирующих смол, содержащих функциональные группы: (а) функциональные группы общей формулы I \\\6 $$$ \\\1 где Р представляет собой основную цепочку полимера; \ \ \1 (б) функциональные группы аминофосфоновой кислоты общей формулы II \ \\6 $$$ \\\1 где Р представляет собой основную цепочку полимера; \\\1 (в) функциональные группы общей формулы III \\\6 $$$ \\\1 где Р представляет собой основную цепочку полимера; \\\1 (г) функциональные группы общей формулы IV \\\6 $$$ \\\1 где Р представляет основную цепочку полимера, \\\1 и (д) функциональные группы общей формулы V \\\6 $$$ \\\1 где R представляет собой \\\6 $$$ \\\2 2. Способ по п.1, отличающийся тем, что хелатирующая смола находится в протонной форме. \\\2 3. Способ по п.1 или 2, отличающийся тем, что жидкая композиция включает уксусную кислоту и ангидрид уксусной кислоты. \\\2 4. Способ по любому из пп.1 - 3, отличающийся тем, что коррозионные металлические загрязнения включают железо, никель, хром, марганец и/или молибден. \\\2 5. Способ по любому из пп.1 - 4, отличающийся тем, что сопромотор катализатора карбонилирования включает иодид четвертичного амина, фосфина, соединение мышьяка или сурьмы или является иодидной солью щелочного или щелочноземельного металла. \\\2 6. Способ по п.5, отличающийся тем, что сопромотором катализатора карбонилирования является иодид лития. \ \\2 7. Способ получения карбоновой кислоты и/или ее ангидрида путем реакции жидкофазного карбонилирования спиртов, эфиров, сложных эфиров и/или галогенидов в присутствии родиевого катализатора карбонилирования, галогенсодержащего промотора катализатора карбонилирования и сопромотора катализатора карбонилирования, отличающийся тем, что жидкая композиция, полученная при реакции жидкофазного карбонилирования и включающая карбоновую кислоту и/или ее ангидрид, родиевый катализатор карбонилирования, сопромотор катализатора карбонилирования и коррозионные металлические загрязнения, контактирует с селективной для удерживания коррозионных металлов хелатирующей смолой, выбранной из группы смол, содержащих функциональные группы формулы I, II, III, IV, V по п.1, с последующим выделением жидкой композиции с пониженной концентрацией коррозионных металлических загрязнений и рециркуляцией ее на стадию жидкофазного карбонилирования.
| US, 5124290 A, 1993 | |||
| Ласкорин Б.Н | |||
| Ионообменные материалы для очистки сточных вод и водоподготовки | |||
| - М.: ВНИИХТ, 1980, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Амиров А | |||
| Ионообменная оснастка сточных вод, растворов и газов | |||
| - Л.: Химия, 1983, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ | 0 |
|
SU265140A1 |
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ | 0 |
|
SU384652A1 |
| Центрифуга для непрерывного обезвоживания угольной мелочи | 1953 |
|
SU106271A1 |
| US 4007130 A, 1977 | |||
| Способ извлечения кобальта из никелькобальтсодержащего раствора | 1981 |
|
SU1011544A1 |
| Способ очистки растворов от многозарядных анионов | 1983 |
|
SU1082770A1 |
| SU 1159895 A, 1985. | |||
