Изобретение относится к технологии электродуговой сварки металлов с помощью неподвижно закрепленного плавящегося изолированного электрода в узком стыке свариваемых частей изделия и может быть применено для автоматической сварки металлических изделий большой толщины.
Известно множество различных способ электросварки металлических изделий большой толщины. Один из них основан на создании шлаковой ванны в пространстве между свариваемыми кромками и формирующими приспособлениями. Несколько плавящихся электродов, выполненных в виде отрезков проволоки или пластин, погружают в шлаковую ванну. Один контакт источника постоянного тока подсоединяют к свариваемым частям изделия, а другой - к электродам, которые погружают в шлаковую ванну. Ток, проходящий между частями изделия и электродами разогревает шлаковую ванну до температуры плавления металлов электродов и изделия, вследствие чего кромки частей изделия сплавляются вместе расплавленными электродами (Сварка в СССР, т. 1. Развитие сварочной технологии и науки о сварке. Технологические процессы, сварочные материалы и оборудования. -М. : Наука, 1981). Недостатками этого способа сварки являются: высокое энергопотребление, низкая производительность, крупнозернистая структура металла шва и около шовной зоны, имеющей значительную ширину, дефекты сварного шва при сварке изделий из средне - и высоколегированных сталей.
Наиболее близким является способ электродуговой сварки металлических заготовок плавящимся электродом, при котором между свариваемыми изделиями закрепляют неподвижно плавящийся электрод, изолированный от изделий, форма и размеры которого соответствуют форме и размерам стыка (WO 90/06830, B 23 K 9/14, 28.06.90).
Электрическая дуга перемещается вдоль торца электрода возвратно- поступательно, а сварочная ванна перемещается вдоль стыка, формируя сварное соединение.
Данный способ сварки не учитывает необходимой величины избыточного давления паров расплавленного металла сварочной ванны, поэтому процесс сварки не всегда стабилен, что сказывается на качестве сварного шва.
Задачей изобретения является повышение стабильности процесса и улучшение качества сварного соединения за счет создания в зоне горения дуги избыточного давления заданной величины, которое препятствует проникновению атмосферного воздуха в сварочную ванну и окислению расплавленного металла.
Технический результат изобретения достигается способом электродуговой сварки состоящий в следующем. Способ электродуговой сварки основан на том, что в стыке между свариваемыми изделиями, закрепляют неподвижно плавящийся электрод, изолированный от изделий, один полюс источника электрического тока присоединяют к электроду, а второй, по меньшей мере, к одному изделию, возбуждают электрическую дугу между электродом и свариваемыми изделиями и плавят их. Форма плавящейся части сердечника выполнена по форме и размерам стыка и на нее нанесено электроизолирующее покрытие, кроме того на источнике электрического тока, после возбуждения электрической дуги, устанавливают значения напряжения и тока не менее мощности, которую определяют по формуле 1
q = cFP/G (Вт),
где
c - скорость звука в материале электрода, см/с;
F - площадь поперечного сечения сердечника электрода, см2;
P - значение избыточного давления паров металла, г/см2;
G - безразмерный коэффициент Грюнейзена,
создают избыточное давление паров расплавленного металла в сварочной ванне, перемещают возвратно-поступательно электрическую дугу вдоль торца сердечника, а сварочную ванну перемещают вдоль стыка, охлаждают расплавленный металл сварного шва и при приходе ванны на конец стыка гасят электрическую дугу.
Избыточное давление паров расплавленного металла в сварочной ванне создают в пределах от 1,5 до 2 атм.
Стык между свариваемыми деталями располагают вертикально или горизонтально.
Изобретение поясняется чертежами.
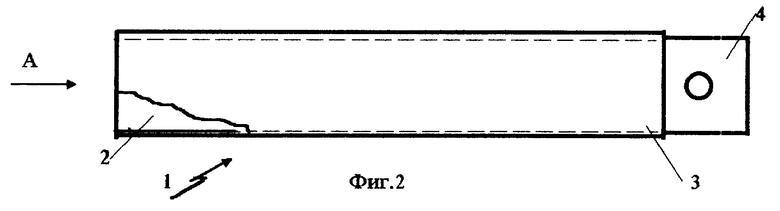
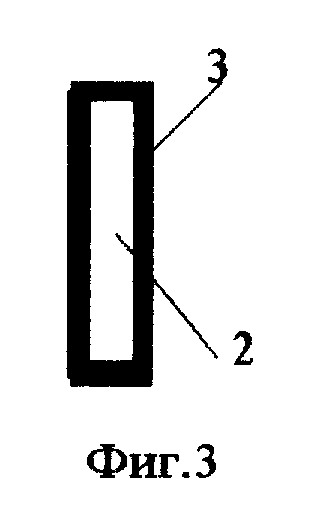
На фиг. 1 представлены свариваемые изделиями с плавящимся электродом в рабочем положении и их электрическая схема подключения к источнику электрического тока; на фиг. 2 - конструкция плоского плавящегося электрода; на фиг. 3 - вид на торец плавящейся электрод по стрелке А-А на фиг. 2.
На фигурах введены обозначения:
1 - плавящийся электрод;
2 - электродный металлический сердечник;
3 - электроизолирующее покрытие сердечника;
4 - клемма электрода;
5 - свариваемые изделия;
6 - сжимное устройство;
7 - губки сжимного устройства;
8 - винт сжимного устройства;
9 - сварочная ванна.
10 - сварной шов;
11 - электрическая дуга;
12 - источник электрического тока;
Сердечник 2 электрода 1 выполняют из металла или сплавов металлов. Материалом могут быть: материалы свариваемых изделий, специально подобранные сплавы в соответствии с диаграммой состояний, ковар, железоникелевые сплавы и др. По форме сердечник может быть выполнен: плоским, криволинейным, ступенчатым и др.
Электроизолирующее покрытие 3 сердечника 2 должно состоять из компонентов, эффективный потенциал ионизации которых больше потенциала ионизации металла шва, за счет чего обеспечивается равномерное горение дуги и автоматический процесс сварки. Материалами таких покрытий, например, могут служить конденсаторная бумага и фторопласта, а также мелкоразмолотый сварочный флюс, приготовленный с использованием раствора силиката натрия. Кроме того, температура перехода в газовое состояние компонентов такого покрытия и способных образовываться шлаковых соединений меньше температуры плавления металла шва, что обеспечивает отсутствие дефектов шва за счет полного испарения вещества покрытия в процессе сварки.
Изделия 5 выполняются из черных или цветных металлов.
Зажимное приспособление 6 с губками 7 и винтом 8 может быть выполнено в виде струбцины, тисков и т.п. устройств.
Сварочная ванна 9 - это расплавленный металл электрода 1 и свариваемых поверхностей изделий 5.
Сварной шов 10 - это затвердевший металл сварочной ванны, который образуется за самопроизвольно перемещающейся сварочной ванной 9 путем охлаждения расплавленного металла электрода и изделий.
Источником 12 электрического тока может служить, например, источник постоянного электрического тока, содержащий многофазный силовой трансформатор, блок силовых тиристоров, схему фазового управления тиристорами с резистором, регулирующим величину тока нагрузки и блок обратной связи (Никифоров Г.Д. и др. Технология и оборудование сварки плавлением.- М.: Машиностроение, 1986, с. 254 -257).
В соответствии с изобретением разработан автоматический способ электродуговой сварки металлических изделий в атмосфере воздуха с помощью плавящегося тонкого (по сравнению с его шириной) электрода 1. Электрод 1 содержит металлический сердечник 2 и электроизолирующее покрытие 3, нанесенное на боковую поверхность сердечника. Сердечник 2 может быть выполнен из металла свариваемых частей изделия или специально подобранного сплава, например, при сварке изделий из малоуглеродистой стали сердечник может быть выполнен из легированных сталей (аустенитной нержавеющей стали). Неизолированный конец сердечника 2 выполняет функцию токоподводящей клеммы 4 (фиг.2). Торец другого конца сердечника 2 тоже не изолирован (фиг.3). Вся плавящаяся часть сердечника 2 изолирована и выполнена по форме и размерам стыка частей свариваемого изделия. Стык должен быть много меньше (в 5 и более раз) ширины свариваемых поверхностей изделий 5, а толщина электрода должна быть равна ширине стыка.
Электроизолирующее покрытие 3 выполняется из изоляционного материала, например, из мелкоразмолотого сварочного флюса, приготовленного с использованием раствора силиката натрия. Толщина изолирующего покрытия 3 должна быть много меньше (в 5 и более раз) толщины сердечника 2.
Изделия 5 выполняются из металла (черного или цветного).
Электрическая дуга 11 возбуждается путем закорачивания, подключенных к разным полюсам источника 12 электрического тока, по меньшей мере одного из свариваемых изделий 5 и сердечника 2 электрода 1, например, прутом из материала изделия.
В соответствии с настоящим изобретением автоматический процесс электродуговой сварки происходит только при обеспечении обязательных условий: минимально необходимой мощности источника 12 тока, высокой концентрации этой мощности в сварочной ванне, требуемого избыточного давления паров расплавленного металла в ней и определенных геометрических размерах и физических параметров электрода 1, оговоренных выше. Только при этих условиях электрическая дуга 11 не гаснет, а самоорганизуется, т.е. автоматически самопроизвольно перемещается с большой скоростью от одного края торца сердечника 2 к другому, расплавляя сердечник 3 и поверхности свариваемых изделий 5.
Необходимая для такой электродуговой сварки мощность (q) источника 12 электрического тока зависит от требуемого для автоматического процесса сварки значения избыточного давления паров расплавленного металла в сварочной ванне 9, площади поперечного сечения сердечника 2 электрода 1, постоянных величин и рассчитывается по формуле (1).
Высокая концентрация мощности практически может быть достигнута только в малом объеме сварочной ванны 9, для чего электрод 1 должен быть тонким, изолированным от свариваемых изделий 5 электроизолирующим покрытием 3, толщина которого должна быть много меньше толщины сердечника 2.
Избыточное давление паров металла препятствует проникновению атмосферного воздуха в сварочную ванну, а следовательно, предохраняет расплавленный металл от окисления и создает условия для непрерывного горения электрической дуги 11. Экспериментально установлено, что автоматическая сварка происходит при избыточном давлении в 1,5-2,0 атм., в зависимости от материала свариваемых частей изделия.
Мощность сварки, значение которой определяется по формуле (1), обеспечивает энергию, достаточную для расплавления сердечника 2 и поверхностей свариваемых изделий 5, а также стабильное горение электрической дуги при автоматическом процессе сварки. Такой процесс достигается за счет высокой ионизации паров расплавленного металла и самопроизвольного возвратно-поступательного перемещения электрической дуги от одного края торца электрода к другому с частотой от 50 Гц и более. Значение частоты перемещения электрической дуги зависит от геометрических размеров электрода, химического состава изолирующего покрытия, теплофизических свойств свариваемых материалов и режима сварки. Автоматическое перемещение электрической дуги вдоль торца сердечника 2 электрода 1 происходит за счет того, что при расплавлении сердечника с одного края увеличивается зазор между ним и свариваемыми изделиями, а следовательно, и электрическое сопротивление зазора. Электрическая дуга, как известно, горит в зазоре с наименьшим электрическим сопротивлением между разнополярными сердечником 2 и свариваемыми изделиями 5, где существует наибольшая степень ионизации паров металла, поддерживающих ее горение. При соблюдении режима сварки в сварочной ванне за счет испарения металла обеспечивается избыточное давление паров расплавленного металла, которые препятствуют проникновению воздуха в ванну и тем самым защищают расплавленный металл шва от окисления. Расплавленный металл из сварочной ванны 9 не вытекает благодаря силам поверхностного натяжения жидкого металла и быстрого его охлаждения на краях стыка.
Сварочная ванна 9 перемещается вслед за укорочением электрода 1, расплавляемого электрической дугой, со скоростью V, которая равна скорости сварки. Эту скорость определяют по формуле 3
V = Kq/FSпл (см/с),
где
K- безразмерный коэффициент, значения которого лежат в пределах 0,5 - 0,8;
Sпл - теплосодержание расплавленного металла, Дж/см3.
При значении коэффициента K меньше 0,5 электрическая дуга может погаснуть, а при значении больше 0,8 увеличивается расход мощности источника тока.
Теплосодержание Sпл расплавленного металла определяется по формуле 4
Sпл = g(CTпл + Zпл) (Дж/см3),
где
g - плотность металла сердечника электрода, г/см3;
C - теплоемкость электрода, Дж/гр.(градусы Кельвина);
Tпл - температура плавления металла сердечника электрода, гр. Кельвина;
Zпл - теплота плавления металла сердечника электрода, Дж/г.
Окончательно математическое выражение (4) для скорости сварки с учетом формул (1), (2) и (3), записывается в виде
V = cKP/Gg(CTпл+Zпл) (см/с),
Расплавленный металл за перемещающейся сварочной ванной 9 охлаждается путем передачи изделиям тепла ванны, образуя сварной шов 10. В конце стыка происходит самопроизвольный обрыв электрической дуги 11 из-за увеличения расстояния между сердечником 2 электрода 1 и свариваемыми изделиями 5. В результате сварка изделия осуществляется автоматически за один проход.
Сварку производят следующим образом. Электрод 1 закрепляют в стыке изделий 5 с помощью губок 7 и винта 8 струбцины 6 (Фиг. 1). К клемме 4 электрода 1 присоединяют один полюс источника тока 12, второй полюс которого присоединяют по меньшей мере к одному из свариваемых изделий 5 (Фиг. 1). В зависимости от материала свариваемого изделия, экспериментально определяют требуемое значение избыточного давления паров металла в сварочной ванне 9, которое обеспечивает автоматический режим сварки и хорошее качество сварного шва. По формуле (1) определяют необходимую для сварки мощность источника тока 12. Между сердечником 2 и свариваемыми изделиями 5 возбуждают электрическую дугу 11, например, с помощью закорачивания электропроводящим предметом (прутом из материала изделия) сердечника 2 и одного из изделий. На источнике тока 12 устанавливают значение тока и напряжения, которые соответствуют рассчитанной мощности сварки, например, с помощью автотрансформатора, включенного в первичную обмотку трансформатора источника тиристорного тока. Плавят торец сердечника 2 и расположенные в стыке поверхности изделий с помощью электрической дуги 11 самопроизвольно совершающей возвратно-поступательное перемещение вдоль торца сердечника 2. Сварочная ванна 9, имеющая малый объем, удерживается в узком стыке и при избыточном давлении паров металла за счет сил поверхностного натяжения расплавленного металла и его быстрого твердения на краях стыка. Металл сварного шва 10, за самопроизвольно перемещающейся сварочной ванной 9, охлаждают путем передачи изделиям 5 тепла сварочной ванны. Когда ванна приходит на конец стыка, электрическая дуга 11 гаснет в связи с ее самопроизвольным обрывом.
Пример: Производилась сварка образцов из нержавеющей стали толщиной 30 мм электродом 1 с сердечником 2 из того же материала толщиной 2 мм. Изолирующее покрытие 3 было выполнено из фторопласта толщиной 0,1 мм. Режим сварки: напряжение дуги Uд = 37 В, ток I = 500 А и скорость сварки V = 0,85 см/с. При сварке использовался источник постоянного тока с напряжением холостого хода 90 В и максимальным током 1100 А. Осуществляли сварку двух пластин с размерами 200х30х10 мм. Электрод имел размеры 2х220х30 мм. Конец сердечника, к которому подсоединялся источник электрического тока, на длину 15 мм был не изолирован. Свариваемые изделия 5, с установленным между ними электродом, были зажаты в струбцину, как показано на фиг. 1. К клемме электрода был подсоединен один полюс источника 12 электрического тока, а другой его полюс к одному из свариваемых изделий 5. С помощью токопроводящей закоротки возбуждалась электрическая дуга с другого конца электрода. Дуга самопроизвольно совершала возвратно- поступательные движения вдоль торца электрода с частотой около 150 Гц, плавила сердечник и поверхности свариваемых изделий. По мере остывания расплавленного металла сердечника и изделий формировался шов.
Анализ пяти микрошлифов сварного шва показал отсутствие пористости и каких-либо других дефектов сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119416C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2124423C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОДВИЖНЫМ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2005 |
|
RU2278771C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОДВИЖНЫМ ПЛАВЯЩИМСЯ ПЛАСТИНЧАТЫМ ЭЛЕКТРОДОМ | 2005 |
|
RU2291036C1 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ СТАЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2053075C1 |
| СПОСОБ СВАРКИ | 1999 |
|
RU2174067C2 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069613C1 |
Способ может быть использован при сварке изделий большой толщины. В стыке свариваемых частей изделия неподвижно закрепляют плавящийся изолированный электрод, который выполнен по форме стыка изделий. К электроду присоединяют один полюс источника тока. Rfi. Второй полюс присоединяют к свариваемым изделиям. Выбирают требуемое значение избыточного давления паров металла в сварочной ванне из интервала значения 1,5-2,0 атм. Определяют минимально необходимую для сварки мощность источника тока по формуле
q = cFp/G (Вт),
где с - скорость звука в материале электрода, см/с;
F - площадь поперечного сечения материала электрода, см2;
P - значение избыточного давления паров металла, г/см2;
G - безразмерный коэффициент Грюнейзена. Между электродом и свариваемыми деталями возбуждают электрическую дугу. Устанавливают соответствующие значения тока и напряжения. Дуга автоматически самопроизвольно перемещается вдоль торца электрода. Расплавленный металл сварного шва охлаждается путем передачи изделия тепла ванны. В конце стыка, электрическая дуга гаснет путем самопроизвольного обрыва. Позволяет повысить стабильность процесса и улучшить качество сварного соединения. 2 з.п.ф-лы, 3 ил.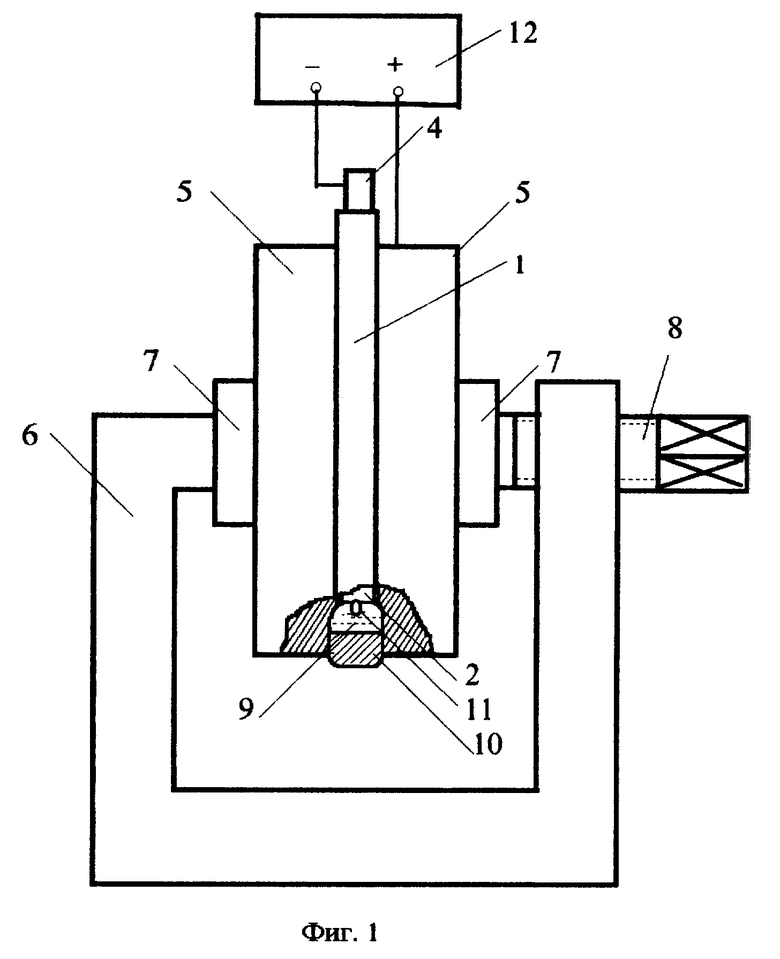
\ \ \1 1. Способ электродуговой сварки, при котором в стыке между свариваемыми изделиями закрепляют неподвижно плавящийся электрод, изолированный от изделий, форма и размеры которого соответствуют форме и размерам стыка, один полюс источника электрического тока присоединяют к электроду, а второй по меньшей мере к одному изделию, возбуждают электрическую дугу между электродом и свариваемыми изделиями, обеспечивая возвратно-поступательное перемещение дуги вдоль торца электрода и перемещение сварочной ванны вдоль стыка, и формируют сварное соединение, отличающийся тем, что выбирают значения напряжения и тока, исходя из необходимой величины избыточного давления паров расплавленного металла, соответствующие мощности, которую определяют по формуле \\\6 q = с F P / G (Вт), \\\1 где с - скорость звука в материале электрода, см/с; \ \ \ 4 F - площадь поперечного сечения сердечника электрода, см<M^ >2<D>; \\\4 P - значение избыточного давления паров, металла, г/см<M^ >2<D>; \\\4 G - безразмерный коэффициент Грюнейзена. \\\2 2. Способ по п.1, отличающийся тем, что величину избыточного давления паров расплавленного металла в сварочной ванне выбирают в пределах 1,5 - 2,0 атм. \\\2 3. Способ по п.1 или 2, отличающийся тем, что стык между свариваемыми деталями располагают горизонтально.
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1937 |
|
SU53628A1 |
| Окрашенная полистирольная композиция | 1987 |
|
SU1521743A1 |
| Плавучий волнолом | 1985 |
|
SU1291654A1 |
| "Прикладная физика", Межотраслевой научно-технический сборник, вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для охлаждения жидкостей в зимнее время | 1921 |
|
SU1994A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
