Изобретение относится к способу упаковки одного или более предметов в термоусадочную пленку, в котором две пленки сваривают вместе с помощью сварочного приспособления и в котором предметы подают к сваренным пленкам с помощью толкателя в один или более рядов, после чего пленки еще раз сваривают в месте, отрезают и заставляют окружать предметы. Изобретение также относится к устройству для осуществления этого способа.
Обычным способом в упаковочном производстве для компоновки групповых упаковок является упаковка одного или более предметов вместе в групповую упаковку, привлекательную для потребителя.
До настоящего времени упакованные в термоусадочную пленку предметы упаковывали с помощью одного пли двух отрезков пленки в ненатянутую бандероль, которая в процессе дальнейшего производства проходит канальную печь, где пленочная бандероль наполняется горячим воздухом, после чего пленка усаживается вокруг предметов.
Кроме того, операция усадки характеризуется тем, что в течение усадки пленка образует складки и отверстия. Следовательно, на практике оказывается трудным осуществление упаковки в такую термоусадочную пленку, имеющую печатный иллюстративный и/или декоративный орнамент, без его искажения.
Известно устройство для обертки в пленку предметов, упаковываемых в виде бандероли, содержащее сварочное приспособление для соединения вместе двух пленок и толкатель для перемещения предметов к пленочным лентам (выложенная заявка DE 25 48 786, кл. B 65 B 11/50, опубл. 12.05.77). Не касаясь множества прочих деталей известного устройства, не имеющих отношения к существу изобретения, отметим, что известное устройство использует для торможения подаваемой пленки механическое средство в виде пары тормозных щечек, расположенных с обеих сторон пленки. При схождении щечки зажимают пленку между собой, не позволяя ей перемещаться дальше. При этом, однако, пленка испытывает резкое торможение, и такое воздействие на пленку может вызвать ее дефекты вплоть до разрыва, особенно в случае тонких пленок.
Таким образом, задача изобретения состоит прежде всего в создании способа упаковки в термоусадочную пленку, при котором получают привлекательную и изящную аккуратную упаковку, не обладающую вышеописанными недостатками.
Другой задачей изобретения является снижение потребления материала и обеспечение возможности использования более тонких пленок.
Еще одной задачей изобретения является создание упаковочного узла, в котором можно использовать пленку с предварительно нанесенным рисунком.
Эти и другие задачи решаются признаками, представленными в отличительных частях пунктов формулы изобретения на способ и устройство по изобретению. Предпочтительные варианты выполнения указаны в зависимых пунктах формулы.
На фиг. 1 - 3 представлены схематические виды устройства по изобретению, показывающие последовательное осуществление способа по изобретению.
Следует учесть, что на чертежах для большей ясности представлены только те детали, которые необходимы для понимания существа изобретения, а сопутствующее оборудование, хорошо известное специалистам в данной области, на чертежах не представлено.
Устройство для упаковки изделий в термоусадочную пленку, выполненное в соответствии с изобретением, содержит первую пленочную ленту 1, далее называемую верхней пленочной лентой, которая с рулона на барабане 2 проходит через ряд сгибающих валиков 3 через устройство к месту, в котором она соединяется со второй пленочной лентой 4, ниже называемой нижней пленочной лентой.
Нижняя пленочная лента 4 также сходит с рулона на барабане 5 и поступает через ряд сгибающих валиков 6, чтобы соединиться с первой пленочной лентой 1.
Обе пленочные ленты 1 и 4 проходят на своем пути через устройство по изобретению через шланговый тормоз 7, 8. Каждый шланговый тормоз 7, 8 состоит из удлиненного полого корпуса, который может периодически то надуваться (воздухом), то сдуваться.
Упор 9, 10 действует против этого полого корпуса так, чтобы, когда полый корпус надувается, пленочные ленты 1, 4 прочно удерживались против упора 9 и 10, а когда из полого корпуса выпускают воздух, пленочные ленты 1, 4 снова могли свободно проходить. Пленочная лента 1, 4 может также быть освобождена перемещением упоров 9, 10 от наполняемого воздухом полого корпуса.
В месте, где обе пленочные ленты 1, 4 соединяются вместе, предусмотрена скользящая пластина 11, куда подают предметы 12, подлежащие упаковке в термоусадочную пленку. Эти предметы 12 подают с помощью толкателя 13.
В связи с плитой скольжения 11 также предусматривают сварочный зажим 14, который является подвижным в вертикальной плоскости для сваривания пленочных лент 1, 4.
Сварочный зажим 14 наклонен под углом, равным приблизительно 5-10o, к вертикали. Такой наклон сделан для того, чтобы сварочный зажим 14 был способен как можно ближе приближаться к предметам 12, которые должны быть окружены пленочными лентами 1,4.
Все детали, входящие в состав устройства, то есть шланговые тормоза 7, 8, толкатель 13 и сварочный зажим 14 механически связаны друг с другом, например, кулачковыми механизмами так, чтобы они могли синхронно взаимодействовать в заданном рабочем цикле. Кулачки и компоненты механических соединений на чертежах не показаны.
Кроме того, устройство может включать фотоэлемент 15, размещенный у верхней пленочной ленты, предназначенный для поддержания совмещения иллюстрации или орнамента на верхней пленочной ленте 1.
Чтобы сделать возможным использование поддержания иллюстрации на верхней пленочной ленте 1, нижняя пленочная лента 4 одновременно предусмотрена с ведущим валиком 16, который периодически может блокироваться и освобождаться. Привод ведущего валика 16 может входить и выходить из взаимодействия с помощью сцепления/тормоза.
В начале упаковки одного или более предметов 12 в термоусадочную пленку обе пленочные ленты 1, 4 сводят вместе и сваривают для образования первого соединения или шва.
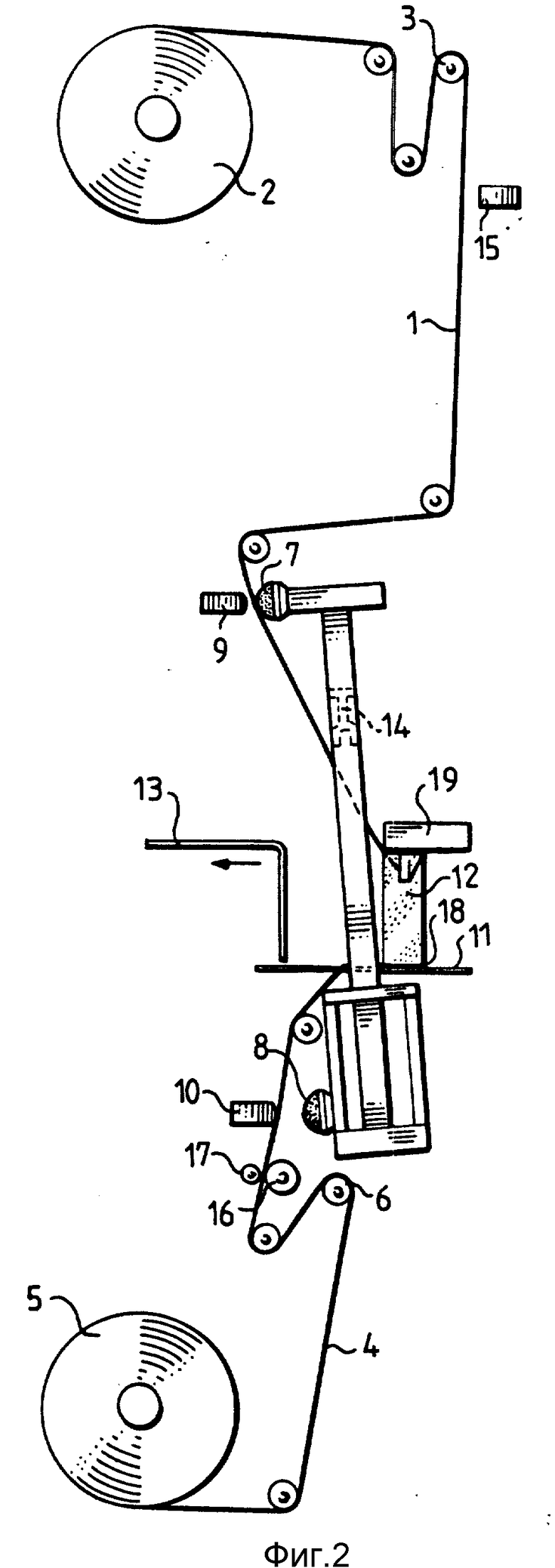
Как показано на фиг.1, толкатель 13 перемещает несколько расположенных в ряд предметов 12 так, чтобы их один нижний угол 18 был размещен против соединения или шва пленочных лент 1,4.
В таком случае предметы 12 будут стоять на нижней пленочной ленте 4, в то время как общая продольная сторона предметов перемещается к верхней пленочной ленте 1.
Непосредственно перед тем, как толкатель 13 завершает свое перемещение вперед предметов 12 и возвращением в свое заднее положение, приводятся в действие два шланговых тормоза 7, 8, причем каждый из них расположен на каждой соответствующей пленочной ленте 1,4.
В этом положении обе пленочные ленты 1, 4 блокированы на упорах 9, 10, перемещенных в направлении наполненных воздухом полых корпусов тормозов 7, 8, и вследствие этого на остаток хода толкателя 13 вперед пленочные ленты 1, 4 растягиваются так, чтобы они тесно прилегали к общей продольной стороне предметов 12.
Если требуется упаковать в термоусадочную пленку несколько рядов предметов 12, шланговые тормоза 7 и 8 приводятся в действие до тех пор, пока не установлен последний ряд предметов 12.
Это выражается в том, что полый корпус при первых рядах находится в сдутом состоянии и наполняется воздухом только при установке последнего ряда предметов 12.
Одновременно при обратном ходе толкателя 13 верхняя опора 19 опускается вниз и неподвижно удерживает предметы 12 в положении, когда толкатель 13 растягивает пленочные ленты 1 и 4 так, чтобы они легли растянутыми на предметы 12.
Верхняя опора 19 неподвижно удерживает предметы 12 в этом положении и шланговые тормоза 7 и 8 перестают действовать, так как упоры отходят от спущенных полых корпусов, как показано на фиг.2, и пленочные ленты 1, 4 могут свободно проходить.
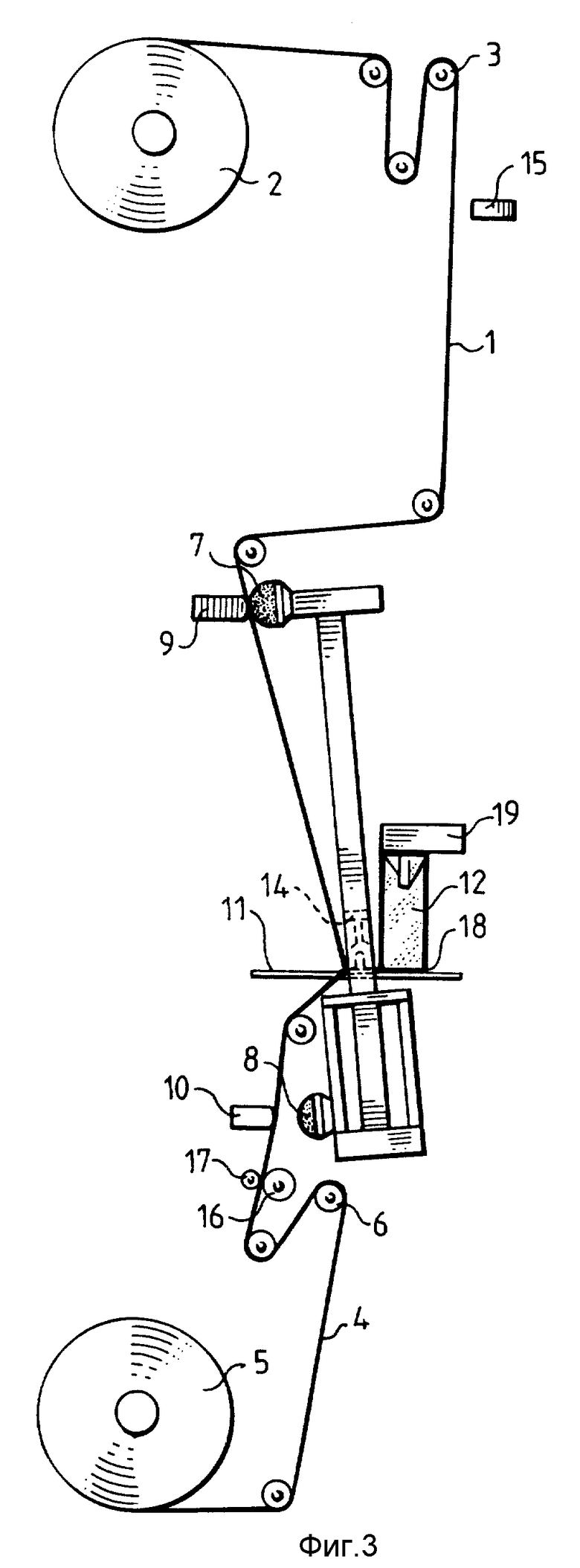
После этого сварочный зажим 14 перемещается вниз, как показано на фиг.3. Непосредственно перед тем, как сварочный зажим 14 достигнет в своем перемещении вниз скользящую пластину 11, верхний шланговый тормоз 7 снова приводится в действие тем, что упор 9 перемещается с помощью кулачка в направлении к наполненному полому корпусу так, чтобы сварочный зажим 14 остатком хода вниз окончательно натягивал верхнюю пленочную ленту 1 на оставшиеся стороны упаковываемых предметов 12.
Обе пленочные ленты свариваются вместе, чтобы образовать сварное соединение или шов, состоящий из двух параллельных швов, и теперь упакованный ряд предметов 12 отделяется от пленочных лент 1, 4 двумя параллельными сварными соединениями или швами.
В этот момент узлы устройства возвращаются в исходное положение, и цикл повторяется. Готовые упакованные предметы 12 перемещаются дальше по устройству, где части пленки 1, 4, выступающие за предметы 12, подвергают тепловому воздействию с помощью сопла, подающего горячий воздух (не показано).
При использовании верхней пленки 1 с предварительно напечатанной иллюстрацией в то же самое время используется нижняя пленка 4 без печати.
Верхняя пленка 1 с предварительной печатью имеет так называемые иллюстративные маркировки, которые имеют место с регулярно повторяющимися промежутками, которые могут считываться с помощью фотоэлемента 15. Расстояние между иллюстративными маркировками немного больше, чем вычисленное потребление для упаковки предметов 12.
После сваривания вместе двух пленочных лент 1, 4, когда сварочный зажим 14 выполняет движение вверх, фотоэлемент 15 считывает иллюстративные маркировки.
Когда маркировка не совпадает с фотоэлементом 15, поддержание совмещения иллюстрации регулируется так, чтобы две соединенные пленочные ленты 1, 4 оттягивались вниз в правильное положение.
Задание расстояния между иллюстративными маркировками более ожидаемого потребления пленочного материала ведет к тому, что нижняя пленочная лента 1 вытягивается, причем она сваривается с верхней пленочной лентой 1 так, чтобы иллюстративная маркировка могла считываться фотоэлементом 15.
Нижняя пленочная лента 4 вытягивается вниз в результате того, что ведущий валик 16 блокируется, например, сцеплением/тормозом против опорного валика 17.
После того, как компенсация поддержания совмещения иллюстрации выполнена, ведущий валик 16 освобождается, опорный валик перемещается в сторону, и нижняя пленка 4 может свободно проходить ведущий валик 16.
Как очевидно из предшествующего описания, в настоящем изобретении реализуется упаковка в термоусадочную пленку, которая дает привлекательно и изящно упакованные предметы, делая возможным использование пленочных лент, на которых выполнен иллюстративный орнамент.
При использовании способа и устройства упаковки в термоусадочную пленку в соответствии с настоящим изобретением потребление пленки уменьшается от 30 до 35%, а также становится возможным использование более тонких пленок, поскольку в описанном выше способе широко используется сопротивление растяжению и способность пленок к растяжению, которая дополняется окончательной термоусадкой оставшейся пленки.
Настоящее изобретение не должно рассматриваться ограниченным приведенным выше описанием и показанным на сопроводительных чертежах, при этом может быть выполнено множество модификаций без отклонения от объема приложенной формулы изобретения.
Изобретение относится к способу упаковки одного или более предметов (12), расположенных в один или несколько рядов, в термоусадочную пленку. Изобретение также относится к устройству для осуществления этого способа. Предметы оборачивают двумя пленочными лентами (1,4), которые сваривают с помощью сварочного зажима (14). Предметы (12) перемещаются к двум пленочным лентам (1,4) посредством толкателя, который при завершении подающего перемещения растягивает эти ленты. При этом каждая из пленочных лент (1,4) неподвижно удерживается шланговым тормозом (7,8). Когда сварочный зажим (14) выполняет движение вниз для завершения обертывания пленок (1,4) вокруг предметов (12), сварочный зажим (14) окончательно вытягивает верхнюю пленку (1). Части пленки (1,4), выступающие за предметы (12), подвергают термоусадке с помощью сопл, направляющих горячий воздух на предметы (12). Изобретение позволяет получить привлекательную, изящную, аккуратную упаковку, делает возможным использование более тонких пленок с иллюстративным орнаментом. При этом потребление пленки уменьшается на 30 - 35%. 2 с. и 6 з.п. ф-лы, 3 ил.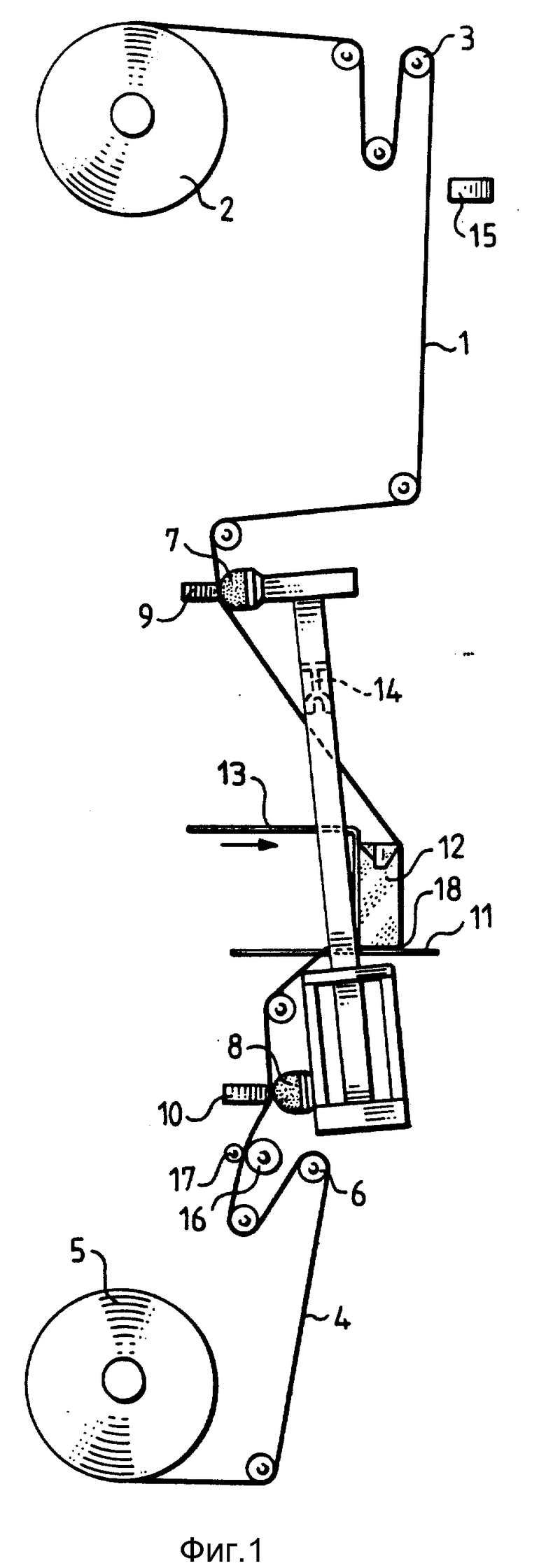
\ \ \1 1. Способ упаковки в термоусадочную пленку одного или более предметов (12), предусматривающий сваривание двух пленочных лент, первой (1) и второй (2), с помощью сварочного приспособления (14), перемещение предметов (12), расположенных в один или более рядов, в направлении сваренных вместе пленочных лент (1, 4) посредством толкателя (13), после чего пленочные ленты снова сваривают вместе, отделяют и заставляют обертываться вокруг предметов (12), отличающийся тем, что обе пленки (1, 4) неподвижно удерживают и предварительно растягивают перемещением толкателя (13), первая пленка (1) удерживается и окончательно растягивается перемещением сварочного приспособления (14), а части пленки (1, 4), выступающие за предметы (12), подвергают тепловому воздействию. \\\2 2. Способ по п.1, отличающийся тем, что приемы способа циклически повторяются. \\\2 3. Способ по п.2, отличающийся тем, что между циклами корректируется положение пленок (1, 4) посредством считывания с помощью фотоэлемента (15) иллюстративной маркировки на первой пленке, после чего вторая пленка (4), которая сваривается с первой пленкой (1), вытягивается в правильное положение. \\\2 4. Способ по п.3, отличающийся тем, что вторая пленка (4) вытягивается в положение с помощью блокированного ведущего валика (16) против опорного валика (17). \\\2 5. Способ по п.4, отличающийся тем, что ведущий валик (16) блокируется с помощью сцепления/тормоза. \\\2 6. Устройство для упаковки в термоусадочную пленку одного или более предметов (12), содержащее сварочное приспособление (14), которое соединяет вместе две пленочные ленты, первую (1) и вторую (2), и толкатель (13) для перемещения предметов (12) к пленочным лентам (1, 4), отличающееся тем, что у каждой пленочной ленты (1, 4) предусмотрен шланговый тормоз (7, 8), а также сопла для подачи горячего воздуха для нагрева пленки, выступающей от предметов (12). \ \ \ 2 7. Устройство по п.6, отличающееся тем, что сварочное приспособление (14) наклонено под углом 5 - 10<198> к вертикальной плоскости. \\\2 8. Устройство по п.6, отличающееся тем, что устройство дополнительно включает в себя фотоэлемент (15), расположенный на первой пленочной ленте (1), и ведущий валик (16), который может блокироваться против опорного валика (17), причем ведущий валик (16) располагают у второй пленочной ленты (4).
| DE, заявка, 2548786, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |

