Изобретение касается установки для группирования предметов.
При изготовлении и транспортировке предметов или изделий очень часто требуется их группировать для облегчения упаковки предметов в соответствующие групповые упаковки. Это также относится к одноразовым упаковкам или картонным коробкам для пищевых продуктов, как то, молока или сока. Когда упаковка отходит от заполняющей машины на конвейере, то очень часто бывает желательно комбинировать упаковки в более крупные блоки для их более быстрого направления на доставку. Такое комбинирование и упаковывание в более крупные блоки обычно осуществляется на молочных заводах или на фабриках соков, а раздаточные блоки могут состоять из поддонов, из картона, пластмассы, но могут быть также различного типа группами, обернутыми в термоусадочную пленку.
Каждый тип машины для комбинирования различных распределительных блоков обычно имеет свой собственный тип группирующей установки. Последние обычно состоят из держателя или так называемого толкателя, размещающего вместе несколько упаковок для формирования группы. Эта система влечет за собой остановку входного конвейера с упаковками с тем, чтобы дать время толкателю осуществить его операцию группирования. Из заявки Швеции N 8900869-2, кл. B 65 G 29/00, 47/84, B 65 B 35/46 от 14.09.1990 известна установка для группирования предметов, содержащая входной конвейер, входящий в установку, с тормозом, освобождающим предметы в заранее выбранном количестве, держатель или толкатель и, по крайней мере, один выходной конвейер, идущий от установки. Толкатель в этой установке является вращающимся.
В этой установке также происходит уменьшение выходной производительности в связи с тем, что толкателю требуется время на осуществление группирования предметов.
Кроме того, эти известные решения требуют того, чтобы каждая распределительная машина была снабжена группирующим устройством, специально предназначенным для этой цели.
Техническим результатом настоящего изобретения является создание быстрой и надежной установки для группирования предметов, обеспечивающей группировку предметов, упаковок вместе без остановки входного конвейера с упаковками, и возможность использования установки для различных типов распределительных машин, как, например, машин для обертывания в термоусадочную пленку или машин для упаковки на поддонах.
Этот технический результат достигается тем, что в установке для группирования предметов, содержащей входной конвейер, входящий в установку, с тормозом, освобождающим предметы в заранее выбранном количестве, держатель или толкатель и, по крайней мере, один выходной конвейер, идущий от установки, согласно изобретению толкатель выполнен с возможностью перемещения, с одной стороны, поперек относительно транспортирующего устройства выходного конвейера, а, с другой стороны, так, что его контактирующая поверхность движется синхронно с транспортирующим устройством.
Целесообразно, чтобы толкатель был закреплен в двух точках, механически соединенных друг с другом, а его перемещение было бы эллиптическим. Желательно, чтобы ширина толкателя, по меньшей мере, соответствовала ширине выбранного количества предметов.
Предпочтительно, чтобы скорость входного конвейера было такой же как или несколько выше, чем скорость выходного конвейера.
Предпочтительно, чтобы имелся дополнительный толкатель, при этом основной и дополнительный толкатели были установлены с каждой стороны от выходного конвейера.
Ниже приводится подробное описание предпочтительного варианта выполнения установки, для группирования предметов со ссылками на прилагаемые чертежи, на которых
фиг. 1 изображает вид в плане установки для группирования предметов, согласно настоящему изобретению;
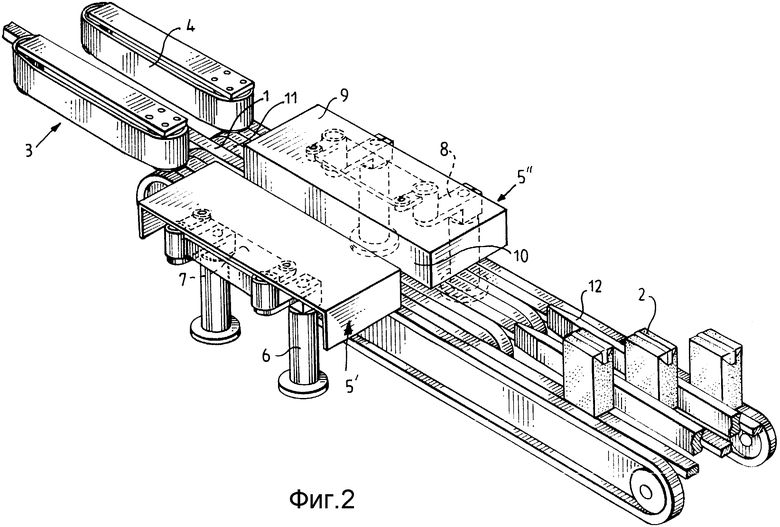
фиг.2 - перспективный вид установки, согласно настоящему изобретению;
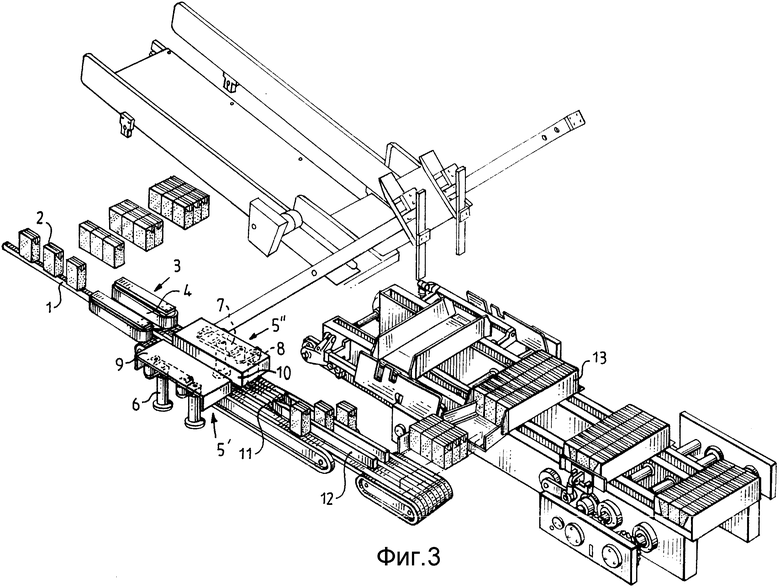
фиг. 3 - перспективный вид двух толкателей установки для группирования предметов;
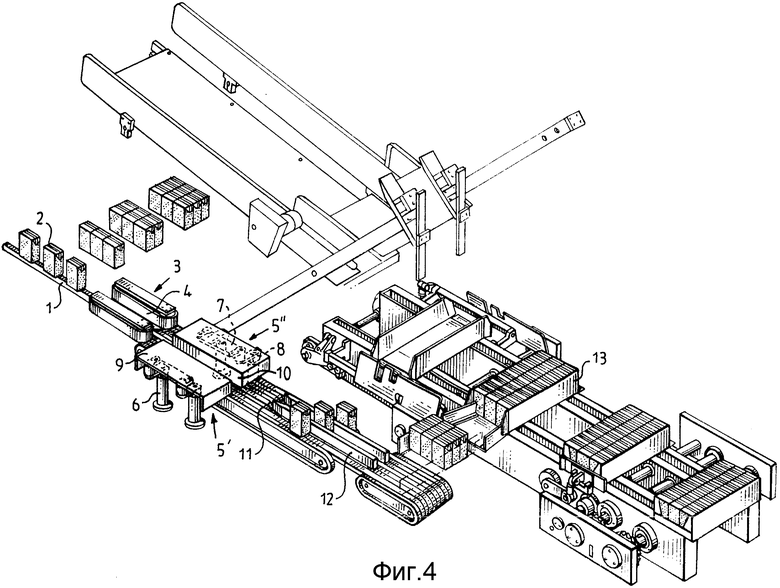
фиг. 4 - вариант использования установки, согласно настоящему изобретению, в распределительной машине.
Установка показанная на фиг. 1 и 2, содержит обычный входной конвейер 1, идущий в установку. Конвейер 1 имеет транспортирующее устройство, которое может состоять из бесконечной ленты или цепи. Конвейер 1 приводится в действие, например, с помощью электрического двигателя (на чертеже не показан). Входной конвейер 1 подает предметы 2 в установку, например, от заполняющей машины.
Тормоз 3 обычного типа установлен в том месте, где предметы 2 удаляются с входного конвейера 1. Тормоз 3 может быть, например, ленточного типа, у которого ленты движутся в сторону предметов и прочно удерживают их так, что одна лента 4 зажимает предметы с каждой стороны. Тормоз 3 удерживает предметы 2 так, что они скользят относительно входного конвейера 1, но он может быть и таким, который поднимает предметы 2 с транспортирующего устройства входного конвейера 1. Тормоз 3 программируется так, что он освобождает предметы 2 в заданном количестве и дает возможность им продвигаться дальше в установку.
Следующими в направлении транспортирования предметов 2 являются один, но в предпочтительном варианте два держателя 5, так называемого "толкающего" типа. Толкатель 5 крепится с помощью горизонтальных валов 6 в двух точках, при этом валы 6 механически соединены друг с другом с помощью соединительной плиты 7. Между горизонтальными валами 6 и соединительной плитой 7 расположены два плеча 8, которые обеспечивают ей эллиптическое движение толкателей 5. Толкатель 5 приводится в действие либо непосредственно электродвигателем, либо через зубчатый ремень. На соединительной плите 7 закреплена плита 9 толкателя, которая, по крайней мере, на одном торце загнута вниз до контактирующей поверхности 10, воздействующей на предметы 2. Ширина контактирующей поверхности 10 должна, по крайней мере, соответствовать ширине количества предметов 2, удаляемых за один и тот же рабочий цикл, т.е. количеству предметов 2, заранее выбранных тормозом 3.
Таким образом, толкатель 5 совершает перемещение, которое с одной стороны, направлено поперек относительно транспортирующего устройства конвейера 1, а с другой стороны, так, что контактирующая поверхность толкателя 5 движется синхронно с этим транспортирующим устройством в то время, как оно перемещает предметы 2 вперед толкателя 5. Для достижения этих двух перемещений толкатель 5 может быть выполнен удобно, но должен иметь ленту, расположенную на контактирующей поверхности 10, движущуюся синхронно с транспортирующим устройством и продвигающую предметы 2, тогда как толкатель 5 перемещает их в поперечном направлении.
Как только предметы 2 покинут тормоз 3 в их заранее выбранном количестве, они перемещаются дальше на выходном конвейере 11 обычного типа с бесконечной лентой или цепью, приводящейся в действие, например, электродвигателем. Выходной конвейер 11 может состоять из одного широкого транспортирующего устройства или, как в предпочтительном варианте, из нескольких транспортирующих устройств, разделенных так, что между ними могут подниматься рельсы 12 и, таким образом, выстраивать предметы в различных укрытиях или отсеках. Скорость выходного конвейера 11 может быть такой же, как входного конвейера 1, но для обеспечения более равномерной скорости работы установки в целом, более предпочтительно, если выходной конвейер 11 работает на более медленной скорости. Кроме того, входной конвейер 1 может являться продолжением одного из выходных конвейеров 11. Путем разделения выходного конвейера 11 на несколько параллельных транспортирующих устройств с направляющими рельсами 12, выступающими между ними, достигается более гибкая установка. Направляющие рельсы 12 могут быть выполнены с возможностью их опускания до уровня ниже выходного конвейера 11, что позволяет транспортировать более крупные предметы 2.
Те предметы 2, которые должны группироваться (в данном конкретном случае упаковки одноразового типа), поступают на входном конвейере 1 в установку. Предметы 2 могут прямо поступать из упаковочной машины или могут храниться перед этим в установках магазинного типа. Предметы 2 сначала достигают тормоза 3, где обращенные друг к другу ленты 4 тормоза движутся к предметам 2, упаковкам, и зажимают их так, что они удерживаются в этом положении. После этого, тормоз освобождает упаковки 2 в заданном количестве, например, в количестве трех, которые продолжают движение на выходном конвейере 11. Когда предметы 2 проходят толкатель или толкатели 5, то они (или один из них) начинает свое перемещение.
В случае, показанном на фиг. 1 и 2, используются два толкателя 5, установленных с каждой стороны выходного конвейера 11. Когда упаковки 2 покидают тормоз 3, то или один толкатель 5' или другой толкатель 5'' могут начать свое перемещение или не перемещается ни один из них. Тогда упаковки 2 перемещаются или к одной стороне выходного конвейера 11 или к другой его стороне, или остаются посередине. Следовательно, перемещение толкателей 5 осуществляется, с одной стороны, поперек относительно транспортирующего устройства выходного конвейера 11, а, с другой стороны, синхронно с направлением движения этого транспортирующего устройства, в результате чего толкатели 5 осуществляют эллиптическое перемещение. В таком случае толкатель 5 перемещает упаковки 2, не нарушая из продвижения на выходном конвейере 11. Для упаковок 2 параллелепипедной формы, которые могут быть относительно высокими и тонкими, это, в частности, является пригодным, поскольку достигается плавное и надежное смещение упаковок в поперечном направлении. Упаковки 2 не должны останавливаться с целью их группирования.
Как только упаковки 2 будут смещены к одной или другой стороне или останутся посередине на выходном конвейере 11, они перемещаются через различные направляющие рельсы 12 в различные укрытия или отсеки. Эти отсеки могут, конечно, использоваться для распределения упаковок 2 на различные транспортные ленты, но, как показано на фиг. 4, они используются для группирования упаковок 2 перед последующей их упаковкой в картонный поддон 13 для облегчения их доставки.
Оставляя толкатель 5 в его выдвинутом положении, когда его контактирующая поверхность 10 контактирует с упаковками 2, можно за счет использования встроенного цилиндра с поршнем (на чертеже не показаны) продолжить перемещение толкателя 5 в поперечном направлении, в результате чего упаковки могут быть распределены по большему числу отсеков.
То количество упаковок 2, которое распределяется при каждом ходе толкателя 5, зависит от размера упаковок 2, которые должны распределяться, а контактирующая поверхность 10 толкателя 5 соответственно приспособлена. За счет изменения ширины контактирующей поверхности 10 толкателя 5 может распределяться большее или меньшее количество упаковок 2.
Как следует из вышеприведенного описания, настоящее изобретение создает установку для группирования предметов, которая является гибкой и может использоваться вместе с различными распределительными установками. Кроме того, она может применяться для упаковок различных размеров и, за счет распределения среди различного числа отсеков можно добиться оптимального группирования или распределения на различных выходных конвейерах.
Установка для группирования предметов, в которой предметы на входном конвейере, идущем в установку, освобождаются в выбранном количестве с помощью тормоза. Заранее выбранное количество предметов, предпочтительно упаковок, проходит один или более держателей или толкателей, установленных так, что они осуществляют перемещение, с одной стороны, поперек относительно транспортирующего устройства выходного конвейера, идущего от установки, а с другой стороны, синхронно с этим транспортирующим устройством. Поскольку, толкатели движутся один за другим, то первый толкатель группирует первым, за которым следует второй, после чего оба толкателя остаются в своих исходных положениях, а предметы сгруппированы в три различные ряда на выходном конвейере. Обеспечивается группирование предметов, упаковок вместе без остановки входного конвейера с упаковками и возможность использования установки для различных типов распределительных машин, как, например, машин для обертывания в термоусадочную пленку или машин для упаковки на поддонах. 1 с. и, 4 з. п. ф-лы, 4 ил.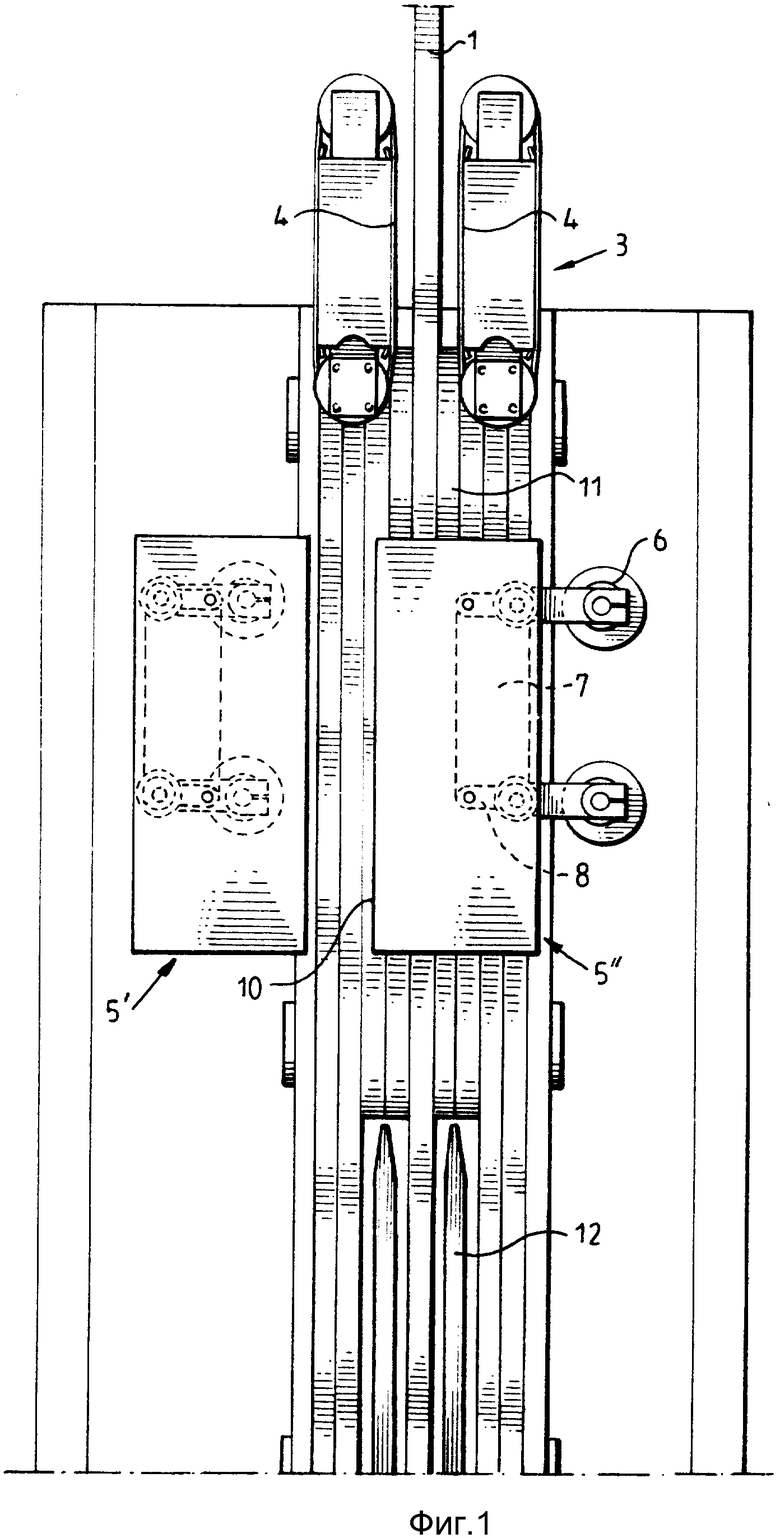
| SE, заявка, 8900869-2, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
