Область техники, к которой относится изобретение
Настоящее изобретение относится к высокочистым порошкам оксида циркония, стабилизированного оксидами иттрия или иттербия, покрытиям, изготовленным из высокочистых порошков оксида циркония, стабилизированного оксидами иттрия или иттербия, и способам нанесения покрытий на подложки, предназначенным для эксплуатации в условиях циклических термических нагрузок, где покрытия обладают в значительной степени однородным распределением вертикальных макротрещин по всему покрытию, что улучшает его сопротивление термической усталости.
Уровень техники
Современные газотурбинные двигатели работают в условиях высоких температур, превышающих 2000°F (1094°C), при которых горячие газы расширяются в направлении, поперечном рядам лопаток турбины. К лопаткам турбины прилегают воздушное уплотнение или сегменты бандажа, предельно уменьшающие потери газа вдоль концевой части лопаток. Было обнаружено, что использование создающих термический барьер покрытий на лопатках газовой турбины и таких поверхностях, как сегменты бандажа, имеет ряд преимуществ. Благодаря использованию создающих термический барьер покрытий может быть достигнута более высокая эффективность эксплуатации, так как для поддержания температуры лопатки или бандажа нужно меньше охлаждающего воздуха. Кроме того, увеличивается срок службы деталей, поскольку из-за теплоизолирующего эффекта, создающего термический барьер покрытия, уменьшается интенсивность изменения температуры металла.
Чтобы изолировать металлические детали от потока горячего газа, на их поверхность наносят создающие термический барьер покрытия на основе оксида циркония, имеющие низкую теплопроводность. Стабилизированный оксид циркония разрабатывался и использовался как создающее термический барьер покрытие для деталей турбин и элементов бандажа. Были опробованы покрытия, такие как оксид циркония, стабилизированный СаО, оксид циркония, стабилизированный MgO, и оксид циркония, стабилизированный оксидом иттрия; наилучшие результаты получены для оксида циркония, частично стабилизированного оксидом иттрия.
В патенте США 5073433 описано создающее термический барьер покрытие для подложек, содержащее оксид циркония, частично стабилизированный оксидом иттрия, и обладающее плотностью, превышающей 88% теоретической плотности, со множеством вертикальных макротрещин, однородно распределенных по всему покрытию, что улучшает его сопротивление термической усталости. В этом патенте также описан способ нанесения создающего термический барьер покрытия.
В данной области остается потребность в создающих термических барьер покрытиях с усовершенствованными свойствами, предназначенных для использования в условиях циклических термических нагрузок, например, на поверхности лопаток газовых турбин, направляющих устройств и уплотнений, открытых для воздействия условий высокотемпературной зоны газотурбинных двигателей.
Сущность изобретения
Настоящее изобретение относится к высокочистым порошкам оксида циркония, стабилизированного оксидами иттрия или иттербия, содержащим от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония.
Настоящее изобретение также относится к наносимым термическим напылением покрытиям из высокочистого порошка, стабилизированного оксидами иттрия или иттербия оксида циркония, где высокочистый порошок стабилизированного оксидами иттрия или иттербия оксида циркония, содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония.
Настоящее изобретение также относится к создающему термический барьер покрытию для подложек, содержащему частично стабилизированный оксидом иттрия или иттербия оксид циркония и обладающему плотностью, превышающей 88% теоретической плотности, со множеством вертикальных макротрещин, по существу, однородно распределенных по всему покрытию, в котором поперечное сечение перпендикулярно подложке открывает множество вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия и достигающих в длину величины, равной полной толщине покрытия, и которое имеет от примерно 5 до примерно 200 вертикальных макротрещин на линейный дюйм (2-78,7 на см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки, где указанное создающее термический барьер покрытие образовано нанесенным термическим напылением покрытием из высокочистого порошка, стабилизированного оксидами иттрия или иттербия оксида циркония, где высокочистый порошок стабилизированного оксидами иттрия или иттербия оксида циркония, содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония.
Кроме того, настоящее изобретение относится к способу получения создающего термический барьер покрытия, включающему
а) термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония, на подложку с образованием монослоя, имеющего, по меньшей мере, два наложенных зерна осажденного на подложке порошка, причем температура позже осажденного зерна выше, чем осажденного ранее;
b) охлаждение и отверждение указанного монослоя, полученного на стадии а), после чего указанный монослой приобретает плотность, по меньшей мере, 88% теоретической плотности и в котором в результате усадки осажденных зерен образуется множество вертикальных макротрещин;
с) повторение стадий а) и b), по меньшей мере, один раз с целью получения слоя с полным поверхностным покрытием, в котором в каждом монослое имеются вертикальные трещины, проходящие сквозь зерна, и в котором множество вертикальных трещин каждого монослоя направлены так же, как вертикальные трещины соседнего монослоя, с образованием вертикальных макротрещин длиной, по меньшей мере, в половину толщины покрытия и достигающих в длину полной толщины покрытия, где нанесенный слой характеризуется наличием, по меньшей мере, 5 вертикальных макротрещин на линейный дюйм (2 на 1 см), измеренный вдоль линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки.
Настоящее изобретение также относится к способу термического напыления, включающему термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония, на подложку с получением покрытия с вертикальными сегментами из трещин, распределенными, по существу, по всей толщине покрытия, характеризующегося наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,9 на 1 см), отмеряемый вдоль линии, параллельной плоскости покрытия, и наличием структуры горизонтальных трещин, которых достаточно для снижения теплопроводности до менее чем 0,012 Вт/см при 25°C по толщине покрытия.
Настоящее изобретение также относится к способу термического напыления, включающему термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония, на подложку с получением покрытия с вертикальными сегментами из трещин, распределенными, по существу, по всей толщине покрытия, характеризующегося наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый вдоль линии, параллельной плоскости покрытия, и имеющего толщину от примерно 5 до примерно 200 мил (127-5080 мкм); и имеющего конечный поверхностный слой, образованный из указанного высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, толщиной до примерно 5 мил (127 мкм) с по существу нулевым сегментированием вертикальными трещинами.
Настоящее изобретение, кроме того, относится к способу термического напыления, включающему термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония, на подложку с получением покрытия с вертикальными сегментами из трещин, распределенными, по существу, по всей толщине покрытия, характеризующегося наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый вдоль линии, параллельной плоскости покрытия, и имеющего толщину от примерно 5 до примерно 200 мил (127-5080 мкм); и имеющего конечный поверхностный слой, содержащий полученное погружением или распылением раствора покрытие из керамической фритты толщиной до примерно 5 мил (127 мкм); и высокотемпературную обработку указанного поверхностного слоя горячим воздухом с целью связывания и закрепления поверхностного слоя.
Настоящее изобретение также относится к изделиям с создающим термический барьер покрытием, причем создающее термический барьер покрытие содержит нанесенное термическим напылением покрытие из высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония.
Настоящее изобретение также относится к изделиям с создающим термический барьер покрытием, содержащим оксид циркония, частично стабилизированный оксидами иттрия или иттербия, обладающим плотностью более чем 88% от теоретической, и имеющим множество вертикальных макротрещин, по существу, однородно распределенных по всему покрытию, в котором поперечное, перпендикулярное подложке, сечение открывает множество вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия и достигающих в длину величины, равной полной толщине покрытия, и которое имеет от примерно 5 до примерно 200 вертикальных макротрещин на линейный дюйм (2-78,7 на 1 см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки, где создающее термический барьер покрытие образовано нанесенным термическим напылением покрытием из высокочистого порошка стабилизированного оксидами иттрия или иттербия оксида циркония, где высокочистый порошок стабилизированного оксидами иттрия или иттербия оксида циркония содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония.
Краткое описание чертежей
На фиг.1 графически представлена эффективность осаждения нового высокочистого порошка оксида циркония, стабилизированного оксидом иттрия (т.е. порошка С или ZrO-300, которому соответствует сплошная линия) и обычного порошка оксида циркония, стабилизированного оксидом иттрия (т.е. порошка D или ZrO-137, которому соответствует пунктирная линия) с целью получения покрытий на квадратных стальных пластинах 3/8 дюйма (9,525 мм).
На фиг.2 графически представлена измеренная плотность покрытий, полученных при расстоянии от подложки до горелки 1 дюйм (25,4 мм) на квадратных стальных пластинах 3/8 дюйма (9,525 мм) для нового высокочистого порошка оксида циркония, стабилизированного оксидом иттрия (т.е. порошка С или ZrO-300, которому соответствует сплошная линия), и для обычного порошка оксида циркония, стабилизированного оксидом иттрия (т.е. порошка D или ZrO-137, которому соответствует пунктирная линия).
На фиг.3 графически представлена зависимость плотности вертикальных сегментов трещин (число трещин на линейный дюйм (CPI) длины полированного поперечного сечения покрытия) от высоты монослоя для покрытия, полученного из нового высокочистого порошка оксида циркония, стабилизированного оксидом иттрия (т.е. порошка С или ZrO-300) на подложке в форме диска диаметром 1,0 дюйм (25,40 мм) (сплошная линия) и для покрытия, полученного из обычного порошка оксида циркония, стабилизированного оксидом иттрия (т.е. порошка D или ZrO-137) на подложке в форме диска диаметром 1,0 дюйм (25,40 мм) (пунктирная линия).
Фиг.4 представляет собой фазовую диаграмму обогащенной оксидом циркония области системы ZrO2 - Y2O3. (См. Bratton and Lau, Science & Technology of Zirconia, Amer. Ceram. Soc., 1981, р.226-240).
На фиг.5 представлен спектр рентгеноструктурного анализа с использованием К-альфа излучения меди для покрытия из обычного порошка ZrO-137 после его выдерживания в течение 100 часов на воздухе при 1400°C. Начальная строгая тетрагональная структура трансформировалась в структуру на 19,4% моноклинную.
На фиг.6 представлен спектр рентгеноструктурного анализа с использованием К-альфа излучения меди для покрытия из нового высокочистого порошка ZrO-300 после его выдерживания в течение 100 часов на воздухе при 1400°C. Начальная строгая тетрагональная структура спустя 100 часов при 1400°C не изменилась.
На фиг.7 графически представлена зависимость плотности покрытия из обычного порошка ZrO-137 от времени при температуре от 1200°C до 1400°C на воздухе. Плотность после нанесения покрытия (пунктир короткими штрихами) составила 91,5% от теоретической. Эта доля еще уменьшилась при 1300°C (сплошная линия) и 1400°C (пунктир длинными штрихами).
На фиг.8 графически представлена зависимость плотности покрытия из нового высокочистого порошка ZrO-300 от времени при температуре от 1200°C до 1400°C на воздухе. Плотность после нанесения покрытия (пунктирная линия) составила 92,7% от теоретической. После выдерживания в течение, по меньшей мере, 100 часов при 1400°C эта доля не изменилась (сплошная линия).
На фиг.9 графически представлено соотношение доли разламывающих (горизонтальных) трещин и плотности вертикальных сегментов трещин (CPI) для покрытия из нового высокочистого порошка ZrO-300 (пунктирная линия) и из обычного порошка ZrO-137 (сплошная линия).
На фиг.10 графически представлена зависимость доли краевых трещин после 2000 циклов испытания JETS от плотности вертикальных сегментов из трещин (в CPI) для покрытия из нового высокочистого порошка ZrO-300 без дополнительной обработки после нанесения. При растрескивании более 15% покрытие признавали негодным, что при примерно 10 CPI (4 на 1 см) или более не происходило.
На фиг.11 графически представлена зависимость доли краевых трещин после 2000 циклов испытания JETS от плотности вертикальных сегментов трещин (в CPI) для покрытия из нового высокочистого порошка ZrO-300, подвергнутого тепловой обработке (4 часа/1975°F/вакуум). При растрескивании более 15% покрытие признавали негодным, что при примерно 5 CPI (2 на 1 см) или более не происходило.
Подробное описание изобретения
Была обнаружена новая морфология порошка оксида циркония, стабилизированного оксидом иттрия, которая также применима к другим порошкам на основе оксида циркония с другими стабилизаторами помимо или в дополнение к оксидам иттрия или иттербия. Было обнаружено, что новые высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, в сочетании с новыми условиями плазменного напыления или термического напыления при помощи детонационной пушки обладают намного более высокой эффективностью осаждения, плотностью, допустимым отклонением параметров покрытия и пригодны для формирования нужной структуры трещин, обеспечивающей стойкость к механическим воздействиям. При испытании на тепловой удар при высокой температуре было обнаружено, что покрытия из новых высокочистых порошков оксида циркония, стабилизированного оксидами иттрия или иттербия, превосходят известные создающие термический барьер сегментированные покрытия из стабилизированного оксидом иттрия оксида циркония.
В контексте настоящего документа под зерном понимается отдельная расплавленная частица порошка, упавшая на поверхность подложки, где она расплющивается с образованием тонкой пластинки. Как правило, эти пластинки имеют от 5 до 100 мкм в диаметре и от 1 до 5 мкм в толщину, вообще, около 2 мкм в толщину.
В контексте настоящего документа вертикальная макротрещина представляет собой трещину в покрытии, которая, продолженная до контакта с поверхностью подложки, образует угол от 30° до 0°, с прямой, проходящей от указанной точки контакта перпендикулярно поверхности подложки. Предпочтительно, вертикальные макротрещины образуют с этим перпендикуляром угол от 10° до 0°. Помимо вертикальных макротрещин в покрытии может образоваться одна или более горизонтальных макротрещин. Предпочтительно, покрытие не должно иметь горизонтальных макротрещин. Горизонтальная макротрещина представляет собой трещину, образующую с плоскостью, делящей указанную трещину пополам и расположенную параллельно поверхности подложки, угол от 10° до 0°. Горизонтальные трещины, если они есть, предпочтительно, не должны иметь протяженность, позволяющую им пересекать более одной вертикальной макротрещины, поскольку это может ослабить покрытие и вызвать его скалывание. Длина вертикальной макротрещины и длина горизонтальной макротрещины представляют собой расстояние по прямой от одного конца трещины до противоположного конца этой трещины. Длина горизонтальной трещины, если она имеется, должна составлять от примерно 5 до 25% поперечного сечения покрытия, учитывая только те горизонтальные трещины, которые соприкасаются с двумя или более вертикальными сегментационными трещинами.
Покрытия настоящего изобретения представляют собой создающие термический барьер покрытия с низкой теплопроводностью, по природе присущей материалам из оксида циркония. Пористость и границы раздела внутри покрытия также являются препятствиями для теплового потока и, следовательно, ведут к снижению эффективной теплопроводности. Однако в соответствии с настоящим изобретением специально предусматривается, что такое покрытие обладает высокой плотностью (низкой пористостью) и, следовательно, высокой эрозионной стойкостью и склонностью к образованию сегментов трещин в результате описанного в настоящем документе процесса. Обычно подразумевается, что оно также обладает низкой плотностью горизонтальных трещин, поскольку это может влиять на срок службы в условиях тепловых ударов. Однако в соответствии с настоящим изобретением плотность горизонтальных трещин можно свести к минимуму или к максимуму, так как могут быть применены обе структуры. В случае, когда воздействие тепловых ударов не слишком интенсивно, можно специально увеличить плотность горизонтальных трещин и таким образом уменьшить теплопроводность. Это осуществляют в процессе нанесения покрытия, используя плазменную горелку для создания разрывов в обычно хорошо связанных границах раздела, образующихся при последовательных проходах горелки.
Как указано выше, настоящее изобретение относится к высокочистым порошкам оксида циркония, стабилизированного оксидами иттрия или иттербия, содержащим от примерно 0 до примерно 0,15, предпочтительно от примерно 0 до примерно 0,12% вес. примесных оксидов, от примерно 0 до примерно 2, предпочтительно от примерно 0 до примерно 1,5% вес. оксида гафния, от примерно 6 до примерно 25, предпочтительно от примерно 6 до примерно 10, более предпочтительно от примерно 6,5 до примерно 8% вес. оксида иттрия или от примерно 10 до примерно 36, предпочтительно от примерно 10 до примерно 16, более предпочтительно от примерно 11 до примерно 14% вес. оксида иттербия и остальное - оксид циркония. Примесные оксиды содержат от примерно 0 до примерно 0,02, предпочтительно от примерно 0 до примерно 0,01% вес. диоксида кремния, от примерно 0 до примерно 0,005, предпочтительно от примерно 0 до примерно 0,002% вес. оксида алюминия, от примерно 0 до примерно 0,01, предпочтительно от примерно 0 до примерно 0,005% вес. оксида кальция, от примерно 0 до примерно 0,01, предпочтительно от примерно 0 до примерно 0,005% вес. оксида железа, от примерно 0 до примерно 0,005, предпочтительно от примерно 0 до примерно 0,002% вес. оксида магния и от примерно 0 до примерно 0,01, предпочтительно от примерно 0 до примерно 0,005% вес. диоксида титана.
Высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, настоящего изобретения могут содержать смеси двух или более высокочистых порошков оксида циркония, стабилизированного оксидами иттрия или иттербия. Например, высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, настоящего изобретения может содержать от примерно 55 до примерно 95% об. первого высокочистого порошка оксида циркония, частично стабилизированного оксидами иттрия или иттербия, содержащего от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 10, предпочтительно от примерно 6 до примерно 8% вес. оксида иттрия или от примерно 10 до примерно 14, предпочтительно от примерно 10 до примерно 12% вес. оксида иттербия и остальное - оксид циркония, и от примерно 5 до примерно 45% об. второго высокочистого порошка оксида циркония, полностью стабилизированного оксидами иттрия или иттербия, содержащего от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 16 до примерно 22% вес. оксида иттрия или от примерно 25 до примерно 33% вес. оксида иттербия и остальное - оксид циркония.
Смеси высокочистых порошков оксида циркония, стабилизированного оксидами иттрия или иттербия, могут содержать смесь двух или более высокочистых порошков оксида циркония, стабилизированного оксидами иттрия или иттербия, которые снижают теплопроводность изготовленного из них составного покрытия и сохраняют термостойкость, свойственную покрытию из оксида циркония, частично стабилизированного 6-10, предпочтительно 6-8% вес. оксида иттрия. В одном из вариантов осуществления изобретения такие смеси содержат от примерно 20 до примерно 45% об. второго высокочистого порошка оксида циркония, полностью стабилизированного оксидами иттрия или иттербия, и от примерно 55 до примерно 80% об. первого высокочистого порошка оксида циркония, частично стабилизированного оксидами иттрия или иттербия.
Покрытия, в которых к оксиду циркония добавлено 6,5-8% вес. оксида иттрия, обладают искомой термостойкостью, как полагают, вследствие процесса термического улучшения на переднем крае растущей трещины, где при нагружении происходит трансформация тетрагональной фазы в моноклинную. Однако оксид циркония, стабилизированный 20% вес. оксида иттрия, называемый полностью стабилизированным, так как он обладает кубической структурой и не претерпевает фазовой трансформации, имеет более низкую теплопроводность. Обычно термостойкость более важна, чем низкая теплопроводность, поэтому в промышленности чаще используют оксид циркония, стабилизированный 7% вес. оксида иттрия.
В соответствии с настоящим изобретением, если в покрытии материал, стабилизированный небольшим количеством оксида иттрия, образует непрерывную фазу, а материал, стабилизированный большим количеством оксида иттрия, при этом изолирован в матрице, существует возможность извлечения пользы из более низкой теплопроводности материала, стабилизированного большим количеством оксида иттрия, поскольку тепловой поток, проходящий сквозь покрытие, т.е. все составляющие его материалы, границы раздела и поры, усредняется. Если под воздействием теплового удара в частицах с высоким содержанием оксида иттрия появляются трещины, они оказывают влияние только на эту фазу и не переходят в окружающую матрицу с низким содержанием оксида иттрия.
Этого достигают путем смешивания в нужной пропорции двух отдельных порошков и их термического напыления с образованием составного покрытия. Основным компонентом должен быть порошок с низким содержанием оксида иттрия, так, чтобы он образовывал непрерывную фазу, или матрицу, покрытия. Уровень снижения теплопроводности компенсируют увеличением количества оксида циркония с высоким содержанием оксида иттрия, т.е. в соответствии с предполагаемым назначением подбирают соотношение компонентов. Если воздействие тепловых ударов не слишком интенсивно, может быть добавлено больше компонента с высоким содержанием оксида иттрия.
В контексте настоящего изобретения также применимы составные высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, предназначенные для улучшения абразивных свойств. Если покрытие содержит второй компонент, обладающий более высокой абразивной способностью, чем оксид циркония, предпочтительно, чтобы размер частиц второго компонента составлял в любом направлении, по меньшей мере, 2 мил (50,8 мкм) и до 95% толщины покрытия. В этом варианте осуществления изобретения, предусматривающем использование, по меньшей мере, двух порошков, является предпочтительным, чтобы тонкодисперсные частицы оксида циркония прилипали к поверхности более крупных абразивных частиц. Подходящие абразивные частицы могут представлять собой оксид алюминия, оксид хрома или их сплавы, введенные в порошковую композицию в количестве от 10 до 40% вес. общего веса порошка, предпочтительно от 20 до 30% вес. общего веса порошковой композиции.
В объем настоящего изобретения также включаются составные высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, предназначенные для снижения теплопроводности. Пояснительным примером составных порошков является составной высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, содержащий высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, в котором от примерно 0 до примерно 0,15% вес. составляют примесные оксиды, от примерно 0 до примерно 2% вес. составляет оксид гафния, от примерно 6 до примерно 25% вес. - оксид иттрия или от примерно 10 до примерно 36% вес. - оксид иттербия и остальное - оксид циркония, и который имеет номинальный средний размер частиц 20-60 мкм, с поверхностью которых связаны частицы оксида гадолиния с номинальным средним размером 0,5-2 мкм.
Составные высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, предназначенные для снижения теплопроводности, предоставляют простую и рентабельную возможность дополнительного регулирования теплопроводности порошка. Обычно такой порошок может быть изготовлен одним из описанных в настоящем документе способов, таких как способ плавления и дробления. В расплавленную смесь в нужном количестве может быть добавлен дополнительный компонент, например оксид гадолиния. Эту операцию обычно осуществляют для больших порций, например 100 фунтов или более. Если введенное количество немного отличается от заданного, вся порция может пойти в отходы, что представляет собой значительные издержки.
Кроме того, на стадии сортировки по размеру сплавленная масса может быть раздроблена в тонкодисперсный порошок. Обычно эта операция связана с большими потерями, так как более крупные и более мелкие частицы идут в отходы. В данном варианте осуществления настоящего изобретения основной материал может быть изготовлен обычным образом, например представлять собой оксид циркония, стабилизированный 7% вес. оксида иттрия, с нужным размером частиц. Частицы большего и меньшего размера можно повторно использовать на стадии плавления следующей порции. Затем основной порошок с нужным размером частиц, обычно со средним размером около 20-60 мкм, смешивают с ультрадисперсными частицами оксида гадолиния с добавлением связующего, такого как разбавленный белый клей. Порошок сушат и немного встряхивают для разделения слипшихся крупных частиц. Тонкодисперсный оксид гадолиния прилипает к поверхности крупных основных частиц в примерно нужном количестве.
Можно рассчитать, сколько тонкодисперсного оксида гадолиния или аналогичного ему компонента нужно добавить в смесь, чтобы получить заданный составной порошок. Это делают путем измерения среднего объема крупных основных частиц при помощи анализатора крупности Microtrac. Ту же операцию проводят с ультрадисперсными частицами добавки. Важно, чтобы добавляемые частицы были очень мелкими, тогда они могут быть однородно распределены и склеены с крупными частицами в нужной пропорции. Надлежащим считается размер примерно 0,5-2 мкм для тонкодисперсных и примерно 60 мкм для крупных основных частиц. Чтобы найти адекватное количество добавки, в каждом случае следует выполнять такой расчет. Затем составные частицы напыляют при помощи любого устройства термического напыления, в котором в результате плавления частиц сплавляется вся композиция. Этот способ позволяет изготавливать и маленькие, и большие порции; путем добавления к заданной массе основных крупных частиц большего или меньшего количества ультрадисперсного компонента может быть получена любая составная композиция.
Средний размер частиц наносимых термическим напылением порошков, применимых в контексте настоящего изобретения, устанавливают, предпочтительно, в соответствии с типом устройства термического напыления и используемых условий термического напыления. Средний размер частиц может составлять от примерно 1 до примерно 150 мкм, предпочтительно от примерно 5 до примерно 50 мкм, более предпочтительно от примерно 10 до примерно 45 мкм.
Настоящим изобретением обеспечиваются высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, из которых может быть образовано наносимое термическим напылением покрытие плотностью более 88% от теоретической со множеством вертикальных макротрещин, распределенных, по существу, однородно по всему покрытию, в котором поперечное сечение покрытия, перпендикулярное подложке, открывает множество вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия и достигающих в длину величины полной толщины покрытия, и в котором имеется от примерно 5 до примерно 200 (2-78,7 на 1 см), предпочтительно, от примерно 20 до примерно 200 (7,9-78,7 на 1 см), более предпочтительно, от примерно 40 до примерно 100 вертикальных макротрещин на линейный дюйм (15,7-39,3 на 1 см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки.
Наносимые термическим напылением порошки, применимые в контексте настоящего изобретения, могут быть получены обычными способами, такими как агломерация (распылительная сушка и спекание или спекание и дробление) или литье и дробление. В соответствии со способом распылительной сушки и спекания сначала готовят суспензию, смешивая множество порошкообразных исходных материалов и надлежащую дисперсионную среду. Затем, в ходе распылительной сушки, эту суспензию гранулируют, после чего гранулированный порошок подвергают спеканию с образованием когерентных частиц порошка. Порошок для термического напыления получают путем просеивания и сортировки (если агломераты слишком велики, их размер уменьшают путем дробления). Температура спекания гранулированного порошка составляет, предпочтительно, 1000-1300°C.
Наносимые термическим напылением порошки, соответствующие настоящему изобретению, могут быть получены другим способом, включающим агломерацию, спекание и дробление. При спекании и дроблении сначала получают прессовку, смешивая множество порошкообразных исходных материалов, которые прессуют и затем спекают при температуре от 1200 до 1400°C. Затем путем дробления и сортировки образовавшейся спеченной прессовки в соответствии с заданным гранулометрическим составом получают порошок для термического напыления.
Наносимые термическим напылением порошки, соответствующие настоящему изобретению, также могут быть получены способом литья (плавки) и дробления, заменяющего способ агломерации. В соответствии со способом плавки и дробления, сначала, путем смешивания множества порошкообразных исходных материалов и последующего быстрого нагревания, литья и охлаждения получают слиток. После этого путем дробления этого слитка и сортировки частиц получают порошок для термического напыления.
Как правило, порошки для термического напыления могут быть получены следующими обычными способами:
способ распылительной сушки и спекания - порошкообразные исходные материалы смешивают с получением суспензии, которую гранулируют путем распылительной сушки. Затем агломерированный порошок спекают при высокой температуре (по меньшей мере 1000°C) и просеивают с целью отделения нужного для напыления гранулометрического состава частиц;
способ спекания и дробления - порошкообразные исходные материалы спекают при высокой температуре в атмосфере водорода или инертного газа (при низком парциальном давлении кислорода), затем подвергают механическому дроблению и просеивают с целью отделения нужного для напыления гранулометрического состава частиц;
способ литья и дробления - порошкообразные исходные материалы расплавляют в тигле, полученную отливку подвергают механическому дроблению и просеивают частицы; и
способ уплотнения - порошок, полученный любым из описанных выше способов (i)-(iii), нагревают плазменной струей или лазером и просеивают (способы плазменного уплотнения или лазерного уплотнения).
Средний размер частиц порошка каждого из исходных материалов, используемых в способе распылительной сушки, составляет предпочтительно не менее 0,1 мкм, более предпочтительно не менее 0,2 мкм, но предпочтительно не более 10 мкм. Если средний размер частиц порошка исходного материала слишком мал, могут увеличиться затраты. Если средний размер частиц порошка исходного материала слишком велик, может усложниться достижение равномерного распределения порошка исходного материала.
Отдельные частицы, составляющие порошок для термического напыления, предпочтительно обладают достаточной механической прочностью, чтобы в процессе термического напыления оставаться когерентными. Если их механическая прочность слишком мала, частицы порошка могут разрушаться, засоряя сопло, или накапливаться на внутренних стенках устройства термического напыления.
Процесс нанесения покрытия включает протекание порошка сквозь устройство термического напыления, нагревающее порошок и придающее ему ускорение в направлении подложки. При соударении нагретая частица деформируется, превращаясь в нанесенную термическим напылением чешуйку или зерно. Из перекрывающихся зерен состоит структура покрытия. Способ детонации, применимый в контексте настоящего изобретения, описан в патенте США №2714563, включаемом в настоящее описание путем ссылки. Более того, способ детонации описан в патентах США №4519840 и №4626476, включаемых в настоящее описание путем ссылки. В патенте США №6503290, включаемом в настоящее описание путем ссылки, описан применимый в контексте настоящего изобретения способ использования кислородного топлива, имеющего высокую скорость.
Как указано выше, настоящее изобретение относится к покрытиям, наносимым термическим напылением, например, создающим термический барьер покрытиям, из высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония. Выше описаны высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, применимые для получения наносимых термическим напылением покрытий.
Наносимые термическим напылением покрытия, например создающие термический барьер покрытия, обычно обладают плотностью, составляющей более 88% теоретической, и множеством вертикальных макротрещин, по существу, однородно распределенных по всему покрытию, в котором поперечное, перпендикулярное подложке, сечение открывает множество вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия и достигающих в длину величины, равной полной толщине покрытия, предпочтительно, плотностью, составляющей от 90% до 98% от теоретической, и множеством указанных вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия и достигающих в длину величины, равной полной толщине покрытия, которое имеет от примерно 5 до примерно 200 вертикальных макротрещин на линейный дюйм (2-78,7 на 1 см), предпочтительно от примерно 20 до примерно 100 вертикальных макротрещин на линейный дюйм (7,9-39,3 на 1 см), более предпочтительно от примерно 40 до примерно 60 вертикальных макротрещин на линейный дюйм (15,7-23,6 на см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки. Ширина вертикальных макротрещин обычно составляет менее примерно 1 мил (25,4 мкм). В одном из вариантов осуществления изобретения покрытия, наносимые термическим напылением, могут иметь вертикальные сегментационные трещины, которые в толще покрытия образуют трехмерные ячейки со средней шириной ячейки 0,02 дюйма (508 мкм) при диапазоне от примерно 0,005 до примерно 0,2 дюйма (127-5080 мкм).
Наносимые термическим напылением покрытия, например создающие термический барьер покрытия, могут иметь одну или более горизонтальных макротрещин, проходящих внутри покрытия параллельно поверхности подложки. Горизонтальные макротрещины, предпочтительно, не контактируют более чем с одной вертикальной макротрещиной. Наносимые термическим напылением покрытия могут содержать сегменты горизонтальных трещин, соединяющие любые две вертикальные сегментационные трещины, суммарная общая длина которых, измеренная в полированном поперечном сечении, составляет менее 10% ширины покрытия.
В одном из вариантов осуществления изобретения между подложкой и наносимым термическим напылением покрытием, например создающим термический барьер покрытием, может быть нанесено связующее покрытие. Связующее покрытие обычно содержит сплав хрома, алюминия, иттрия с металлом, подбираемым из группы, состоящей из никеля, кобальта и железа. Связующее покрытие предпочтительно представляет собой покрытие MCrAlY+X, наносимое способами плазменного напыления, или способами детонационного напыления, или способами электроосаждения, где М означает Ni, Со или Fe или любую комбинацию этих трех элементов, Х означает добавление Pt, Ta, Hf, Re или других редкоземельных металлов или тонкодисперсных частиц оксида алюминия - диспергирующего агента, отдельно или в сочетании.
Наносимые термическим напылением покрытия, например создающие термический барьер покрытия, настоящего изобретения обладают несколькими желательными свойствами, включая следующие: повышенная устойчивость к спеканию, т.е. при 1200°C их плотность через 4 часа увеличивается менее чем на 0,5%; модуль упругости в плоскости покрытия менее 0,6 МПа и когезионная прочность в направлении толщины покрытия более 40 МПа; после выдерживания в течение 4 часов при 1200°C модуль упругости в плоскости покрытия менее 0,9 МПа и когезионная прочность в направлении толщины покрытия более 45 МПа; теплопроводность в направлении вдоль толщины покрытия менее 0,014 Вт/см при 25°C и менее 0,0135 Вт/см при 500°C; спустя 4 часа при 1200°C теплопроводность в направлении вдоль толщины покрытия менее 0,015 Вт/см при 25°C и менее 0,014 Вт/см при 500°C; скорость эрозии частиц при бомбардировке заостренными частицами оксида алюминия 50 мкм под углом 20° со скоростью 200 фут/с (61 м/с) при 25°C менее 1 мг на 1 г эродента; спустя 4 часа при 1200°C скорость эрозии частиц при бомбардировке заостренными частицами оксида алюминия 50 мкм под углом 20° со скоростью 200 фут/с (61 м/с) при 25°C менее 0,5 мг на 1 г эродента; менее 3% моноклинной фазы, обнаруживаемой рентгеноструктурными методами; спустя 4 часа при 1200°C менее 3% моноклинной фазы, обнаруживаемой рентгеноструктурными методами.
Наносимые термическим напылением покрытия настоящего изобретения могут быть дополнительно стабилизированы путем тепловой обработки в вакууме или на воздухе при температуре 1000°C или выше. Как указано более подробно в примере 7, приводимом ниже, пороговое значение CPI, соответствующее отличной выносливости к тепловым ударам, было снижено с 20 CPI (7,9 на 1 см) для покрытий из обычного порошка ZrO-137 до примерно 5 CPI (2 на 1 см) для покрытий из нового высокочистого порошка ZrO-300. Одним из вариантов осуществления настоящего изобретения является нанесение покрытий из высокочистого порошка ZrO-300 со структурой с безопасным уровнем CPI и затем тепловая обработка изделия с покрытием.
Как указано выше, настоящее изобретение относится к создающим термический барьер покрытиям, предназначенным для защиты подложки, например поверхностей лопаток, направляющих устройств и уплотнений газотурбинных двигателей, где покрытия содержат частично стабилизированный оксидом иттрия оксид циркония, обладают плотностью более 88% теоретической и имеют множество вертикальных макротрещин, по существу, однородно распределенных по всему покрытию, в котором поперечное, перпендикулярное подложке, сечение открывает множество вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия, предпочтительно, по меньшей мере, на 2/3 толщины покрытия и достигающих в длину величины, равной полной толщине покрытия, и которое имеет от примерно 5 до примерно 200 (2-78,7 на 1 см), предпочтительно от примерно 20 до примерно 200 вертикальных макротрещин (7,9-78,7 на 1 см), более предпочтительно от примерно 40 до примерно 100 вертикальных макротрещин на линейный дюйм (15,7-39,3 на 1 см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки. Длина множества вертикальных макротрещин должна составлять, по меньшей мере, половину толщины покрытия и достигать величины полной толщины покрытия с тем, чтобы трещины проходили, по меньшей мере, через 50 зерен осажденного порошка.
Во многих случаях использования покрытия его плотность, предпочтительно, должна составлять от 90% до 98% теоретической, наиболее предпочтительно, около 92% теоретической плотности. Вертикальные макротрещины формируются в покрытии при плазменном нанесении порошков покрытия на поверхность подложки отдельными монослоями, в которых толщина каждого монослоя образована, по меньшей мере, двумя перекрывающимися зернами осаждаемого порошка (около 0,16 мил (4 мкм)) и содержит предпочтительно от примерно трех до пяти зерен осаждаемого порошка (от примерно 0,24 мил (6 мкм) и 0,40 мил (10,2 мкм) соответственно).
Без связи с определенной теорией полагают, что результатом осаждения двух или более перекрывающихся зерен порошка является то, что второе и последующие зерна осаждаются при более высокой температуре, чем предыдущие. Причина этого в том, что первое зерно порошка осаждается на относительно более холодную подложку, тогда как второе и последующие зерна осаждаются на предыдущие зерна, температура которых более и более повышается. Таким образом, осаждение двух или более зерен в целом приводит к созданию температурного градиента, т.е. температура увеличивается к верхней поверхности. При охлаждении и отверждении осажденного монослоя второе и последующие зерна дают большую усадку, чем предыдущие зерна, в результате чего образуются вертикальные макротрещины, пересекающие осажденный слой.
При осаждении на подложку дополнительных перекрывающихся монослоев в каждом монослое образуются вертикальные макротрещины, которые имеют тенденцию располагаться так же, как ранее образовавшиеся макротрещины в предыдущих монослоях. Таким образом, в сущности, образуются несколько макротрещин, проходящих, по существу, по всей толщине покрытия. Ширина вертикальных макротрещин, т.е. расстояние между противоположными берегами, образующими вертикальную макротрещину, как правило, меньше примерно 1 мил (25,4 мкм), предпочтительно меньше ½ мил (12,7 мкм).
Если плотность покрытия составляет менее 88% теоретической, напряжение, создаваемое усадкой зерен в монослое, может быть амортизировано или компенсировано пористостью покрытия. Это фактически предотвращает образование макротрещин по всему покрытию, как было бы нужно в соответствии с настоящим изобретением, и препятствует получению покрытия с надлежащим сопротивлением термической усталости. По существу, однородное распределение вертикальных макротрещин по всему покрытию, необходимое в контексте настоящего изобретения, позволяет снизить модуль упругости покрытия и, следовательно, снизить местное напряжение. В результате покрытие приобретает надлежащее сопротивление термической усталости, т.е. возможность безотказно функционировать в условиях циклических термических нагрузок.
Плотность вертикальных макротрещин должна составлять предпочтительно 20 или более, наиболее предпочтительно 40 или более вертикальных макротрещин на линейный дюйм (соответственно 7,9 или более, 15,7 или более на 1 см), отмеряемый в плоскости поперечного сечения покрытия вдоль линии, параллельной поверхности подложки. Это является гарантией наличия в покрытии такого количества макротрещин, которого достаточно для обеспечения надлежащего сопротивления термической усталости. Чтобы получить нужное количество вертикальных макротрещин в данном покрытии, плазменное устройство должно обладать высокой эффективностью и стабильностью в течение всего периода нанесения покрытия. Горелка-распылитель должна быть расположена на фиксированном расстоянии от подложки, скорость движения горелки относительно подложки нужно регулировать так, чтобы гарантировать, что монослой, наносимый горелкой за один раз, достаточен для перекрывания осажденных зерен порошка, при котором, по изложенным выше причинам, второе и последующие осажденные зерна имеют более высокую температуру, чем зерна, осажденные ранее.
Общая толщина покрытия может изменяться в зависимости от назначения изделия. Для деталей газотурбинных двигателей толщина покрытия может изменяться от 0,0025 до 0,10 дюйма (63,5-2540 мкм). Предпочтительным оксидом циркония, частично стабилизированным оксидом иттрия, является порошок, содержащий 6-8% вес. оксида иттрия и остальное - оксид циркония, наиболее предпочтительно около 7% вес. оксида иттрия и остальное - оксид циркония. Создающие термический барьер покрытия настоящего изобретения идеально подходят для использования в качестве верхнего покрытия подложки, имеющей металлическое связующее покрытие, а именно лопатки, направляющие устройства и уплотнения газотурбинных двигателей. Предпочтительное металлическое связующее покрытие содержит (i) сплав хрома, алюминия, иттрия с металлом, выбранным из группы, состоящей из никеля, кобальта и железа, или (ii) сплав алюминия и никеля. Это связующее покрытие может быть нанесено обычным способом плазменного напыления или любым другим обычным способом. Подложка может представлять собой любой подходящий материал, такой как сплав на основе никеля, кобальта или железа.
Создающие термический барьер покрытия настоящего изобретения могут быть дополнительно стабилизированы путем тепловой обработки в вакууме или на воздухе при температуре 1000°C или выше. Как указано более подробно в примере 7, приводимом ниже, пороговое значение CPI, соответствующее отличной выносливости к тепловым ударам, было снижено с 20 CPI (7,9 на 1 см) для покрытий из обычного порошка ZrO-137 до примерно 5 CPI (2 на 1 см) для покрытий из нового высокочистого порошка ZrO-300. Одним из вариантов осуществления настоящего изобретения является нанесение покрытий из высокочистого порошка ZrO-300 со структурой с безопасным уровнем CPI и затем тепловая обработка изделия с покрытием.
Создающие термический барьер покрытия настоящего изобретения являются в высокой степени термостойкими и пригодными для длительной службы при высокой температуре, в условиях циклических температурных нагрузок, например, в применении к деталям авиационных двигателей, промышленных газовых турбин, опорным валкам линий отжига стали и стекла и т.д. Обычно создающие термический барьер покрытия после нанесения обладают высокой плотностью (например, около 88% или более от теоретической плотности), тетрагональной кристаллографической структурой с отсутствием моноклинной фазы и имеют от примерно 5 до примерно 200 вертикальных сегментов трещин, проходящих по всей толщине покрытия. Создающие термический барьер покрытия обладают термостойкостью, даже если нанесены толщиной 2 мм или более.
Как указано выше, настоящее изобретение относится к способу получения создающего термический барьер покрытия, включающему
а) термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония, на подложку с образованием монослоя, имеющего, по меньшей мере, два наложенных зерна осажденного на подложке порошка, причем температура позже осажденного зерна выше, чем осажденного ранее;
b) охлаждение и отверждение указанного монослоя, полученного на стадии а), после чего указанный монослой приобретает плотность, по меньшей мере, 88% от теоретической плотности и в котором в результате усадки осажденных зерен образуется множество вертикальных макротрещин;
с) повторение стадий а) и b), по меньшей мере, один раз с целью получения слоя с полным поверхностным покрытием, в котором в каждом монослое имеются вертикальные трещины, проходящие сквозь зерна, и в котором множество вертикальных трещин каждого монослоя направлено так же, как вертикальные трещины соседнего монослоя, с образованием вертикальных макротрещин длиной, по меньшей мере, в половину толщины покрытия и достигающих в длину полной толщины покрытия, где нанесенный слой характеризуется наличием, по меньшей мере 5, предпочтительно по меньшей мере 20, вертикальных макротрещин на линейный дюйм (соответственно, 2, предпочтительно 7,9 на 1 см), измеренный вдоль линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки.
Настоящее изобретение относится к способу термического напыления, включающему термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидом иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония, на подложку с получением покрытия с вертикальными сегментами из трещин, распределенными, по существу, по всей толщине покрытия, характеризующегося наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый вдоль линии, параллельной плоскости покрытия, и наличием структуры горизонтальных трещин, которых достаточно для снижения теплопроводности до менее чем 0,012 Вт/см при 25°C по всей толщине покрытия.
В способе термического напыления настоящего изобретения число горизонтальных трещин можно регулировать с целью снижения теплопроводности нанесенного слоя. Структура горизонтальных трещин наносимых термическим напылением покрытий является однородной по всей толщине покрытия и выраженная как сумма сегментов горизонтальных трещин вдоль любой линии, параллельной плоскости покрытия в полированном поперечном сечении, составляет, по меньшей мере, 25% ширины покрытия; такая структура может быть стабилизирована путем необязательной тепловой обработки в вакууме или на воздухе при температуре 1000°C или выше.
Настоящее изобретение относится к способу термического напыления, включающему термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония, на подложку с получением покрытия с вертикальными сегментами из трещин, распределенными, по существу, по всей толщине покрытия, характеризующегося наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый вдоль линии, параллельной плоскости покрытия, и имеющего толщину от примерно 5 до примерно 200 мил (127-5080 мкм); и имеющего конечный поверхностный слой, образованный из указанного высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, толщиной до примерно 5 мил (127 мкм) с, по существу, нулевым сегментированием вертикальными трещинами.
Настоящее изобретение относится к способу термического напыления, включающему термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где порошок содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония, на подложку с получением покрытия с вертикальными сегментами из трещин, распределенными, по существу, по всей толщине покрытия, характеризующегося наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый вдоль линии, параллельной плоскости покрытия, и имеющего толщину от примерно 5 до примерно 200 мил (127-5080 мкм); и имеющего конечный поверхностный слой, содержащий полученное погружением или распылением раствора покрытие из керамической фритты толщиной до примерно 5 мил (127 мкм); и высокотемпературную обработку указанного поверхностного слоя горячим воздухом с целью связывания и закрепления поверхностного слоя.
В описанном выше способе термического напыления слой фритты наносят путем нетеплового напыления или путем термического напыления порошка, представляющего собой смесь оксидов, включающую оксид кремния, оксид алюминия и оксиды никеля, хрома, магния, меди, кальция и железа.
Способы настоящего изобретения могут быть осуществлены при помощи плазменной горелки, работающей на газовой смеси аргон-водород или азот-водород, или при помощи детонационной пушки или устройства, работающего на газовой смеси кислород-ацетилен или кислород-ацетилен-пропилен.
Настоящее изобретение относится к изделиям с создающим термический барьер покрытием, где создающее термический барьер покрытие содержит нанесенное термическим напылением покрытие из высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, где высокочистый порошок оксида циркония, стабилизированный оксидами иттрия или иттербия, содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония.
Настоящее изобретение относится к изделиям с создающим термический барьер покрытием, содержащим оксид циркония, частично стабилизированный оксидами иттрия или иттербия, обладающим плотностью более 88% теоретической и имеющим множество вертикальных макротрещин, по существу, однородно распределенных по всему покрытию, в котором поперечное, перпендикулярное подложке сечение открывает множество вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия и достигающих в длину величины, равной полной толщине покрытия, и которое имеет от примерно 5 до примерно 200 (2-78,7 на 1 см), предпочтительно от примерно 20 до примерно 200 (7,9-78,7 на 1 см), более предпочтительно от примерно 40 до примерно 100 вертикальных макротрещин на линейный дюйм (15,7-39,3 на 1 см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки, где создающее термический барьер покрытие образовано нанесенным термическим напылением покрытием из высокочистого порошка стабилизированного оксидами иттрия или иттербия оксида циркония, где высокочистый порошок стабилизированного оксидами иттрия или иттербия оксида циркония содержит от примерно 0 до примерно 0,15% вес. примесных оксидов, от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия и остальное - оксид циркония.
Нанесенные термическим напылением на изделия настоящего изобретения покрытия могут быть дополнительно стабилизированы путем тепловой обработки в вакууме или на воздухе при температуре 1000°C или выше. Как указано более подробно в примере 7, приводимом ниже, пороговое значение CPI, соответствующее отличной выносливости к тепловым ударам, было снижено с 20 CPI (7,9 на 1 см) для покрытий из обычного порошка ZrO-137 до примерно 5 CPI (2 на 1 см) для покрытий из нового высокочистого порошка ZrO-300. Одним из вариантов осуществления настоящего изобретения является нанесение покрытий из высокочистого порошка ZrO-300 со структурой с безопасным уровнем CPI и затем тепловая обработка изделия с покрытием.
К примерам изделий, на которые может быть нанесено покрытие в соответствии с настоящим изобретением, относятся лопатки турбины или направляющие устройства, изготовленные из сплава на основе никеля или кобальта, на которые сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, при этом создающее термический барьер покрытие имеет толщину от примерно 5 до примерно 25 мил (127-635 мкм) и структуру вертикальных сегментов трещин, характеризующуюся наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый в полированном поперечном сечении в направлении, параллельном поверхности покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия.
К другим изделиям относятся камеры сгорания турбинного двигателя, изготовленные из сплава на основе никеля или кобальта, на которые сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, при этом создающее термический барьер покрытие имеет толщину от примерно 5 до примерно 200 мил (127-5080 мкм) и структуру вертикальных сегментов трещин, характеризующуюся наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый в полированном поперечном сечении в направлении, параллельном поверхности покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия.
К другим изделиям относятся сегменты воздушного уплотнения или кольцо воздушного уплотнения турбинного двигателя, изготовленные из сплава на основе никеля или кобальта, на которые сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, при этом создающее термический барьер покрытие имеет толщину от примерно 5 до примерно 150 мил (127-3175 мкм) и структуру вертикальных сегментов трещин, характеризующуюся наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый в полированном поперечном сечении в направлении, параллельном поверхности покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия.
К другим изделиям относятся лопатки турбины или компрессора, изготовленные из сплава на основе никеля или кобальта, на которые сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, при этом создающее термический барьер покрытие имеет толщину от примерно 5 до примерно 45 мил (127-1143 мкм) и структуру вертикальных сегментов трещин, характеризующуюся наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый в полированном поперечном сечении в направлении, параллельном поверхности покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия.
К другим изделиям относятся цилиндры или транспортные валки линий отжига стали и стекла, на которые сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, при этом создающее термический барьер покрытие имеет толщину от примерно 5 до примерно 45 мил (127-1143 мкм) и структуру вертикальных сегментов трещин, характеризующуюся наличием от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на 1 см), отмеряемый в полированном поперечном сечении в направлении, параллельном поверхности покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия.
Хотя были описаны предпочтительные варианты осуществления настоящего изобретения, следует понимать, что в высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, покрытия, изготовленные из высокочистых порошков оксида циркония, стабилизированного оксидами иттрия или иттербия, и способы нанесения покрытий на подложки, предназначенные для эксплуатации в условиях циклических термических нагрузок, могут быть внесены различные модификации, не выходящие за пределы существа и объема настоящего изобретения.
Пример 1
В приведенной ниже таблице А показан состав обычного порошка оксида циркония, стабилизированного оксидом иттрия (т.е. порошка В), и высокочистого порошка оксида циркония, стабилизированного оксидом иттрия (т.е. порошка А). Данные о составе обычного получаемого плавкой и дроблением порошка взяты из его технического описания и представляют собой максимально допустимые значения, при этом анализ реальной партии обычно дает значения 10-50% от максимальных. Состав нового высокочистого порошка получен в результате анализа пяти реальных партий, при этом для любой партии даны только максимальные величины. Подразумевается, что в оксиде циркония, стабилизированном оксидом иттрия, оксид иттрия составляет от 6,5 до 8% вес. и стабилизирует тетрагональную фазу в структуре материала. Роль оксида гафния неизвестна, однако обычно он присутствует в количестве примерно 1,5% вес. Из таблицы А видно, что порошок А существенно более чистый, чем порошок В, в части содержания нежелательных примесей - оксида алюминия, оксида кремния, оксида железа, оксида титана и оксида магния.
Морфология/структура порошка является важной характеристикой высокочистых порошков оксида циркония, стабилизированного оксидом иттрия, настоящего изобретения. Истинную плотность порошка определяли методом стереопикнометрии. В соответствии с этим методом точно определяют объем контейнера, измеряя объем наполняющего его газа, добавляют известную массу порошка и определяют объем контейнера с порошком. На основании этого рассчитывают объем порошка и, деля массу пробы порошка на ее объем, получают истинную плотность порошка. В таблице В приведены результаты определения истинной плотности порошка В и порошка А.
Приведенная в таблице В теоретическая плотность была рассчитана для конкретного содержания оксида иттрия в порошке. Теоретическая плотность составила 6,05 г/см3. Плотность и порошка А, и порошка В была очень близка к теоретической, что указывает на малую внутреннюю пористость. Порошок А был таким же плотным, как и порошок В, однако на полированном сечении были обнаружены небольшие поры в центре многих частиц, стенки которых были толстыми и плотными.
Кроме того, порошок А имел по сравнению с порошком В более тонкодисперсный состав. Методом измерения гранулометрического состава порошка является метод Microtrac, в соответствии с которым для определения среднего диаметра отдельных частиц в потоке вдоль детектора используют лазер. Сведение в таблицу полученных при помощи лазера результатов для тысяч и миллионов частиц дает возможность точнее определить распределение частиц по размерам, чем просеивание, при более мелкой градации размеров. При помощи этого метода было определено, что средний размер частиц порошка В составляет от 34 до 38 мкм. При помощи того же метода было определено, что средний размер частиц порошка А составляет от 26 до 34 мкм. Такой диапазон размеров частиц обеспечивает лучшее плавление порошка в устройстве термического напыления.
Полагают, что из-за высокой чистоты, отличной морфологии/структуры и более тонкодисперсного состава частиц порошок А обладает улучшенными свойствами, проявляющимися при термическом напылении, как описано ниже.
Пример 2
В данном примере использовали плазменную горелку модели Praxair 1108, хотя можно подобрать условия нанесения заданных покрытий при помощи других горелок, например детонационной пушки Praxair или супердетонационной пушки Praxair, причем в последнем случае скорость и температура частиц даже выше. В плазменной горелке модели Praxair 1108 плазма создается в потоке аргона и водорода под действием электродугового разряда между электродом и анодом. Порошок переносится другим потоком аргона и вводится выше дугового разряда по ходу потока, чтобы использовать полный проход по зоне дуги. Можно изменять параметры этих потоков и электрического тока, чтобы определить их влияние на скорость осаждения покрытия.
В таблице С представлен состав порошков, использованных в данном примере для нанесения покрытия. Порошок С значительно более чистый, чем порошок D, в части содержания нежелательных примесей - оксида алюминия, оксида кремния, оксида железа, оксида титана и оксида магния.
При осаждении в виде покрытий порошка С и порошка D использовали следующие параметры: общий расход газа 220 куб.футов/час (6,23 м3/ч) (он складывался из 90 куб.футов/час (2,549 м3/ч) аргона в горелке, 90 куб.футов/час (2,549 м3/ч) газа-носителя порошка (аргон) и 40 куб.футов/час (1,133 м3/ч) вспомогательного водорода), 500 куб.футов/час (14,16 м3/ч) коаксиального экранирующего газа (аргон), ток дугового разряда 170 А (т.е. примерно 80 В при примерно 13,6 кВт). Сравнение порошка D и порошка С производили на основании одинаковых начальных условий.
На фиг.1 показана эффективность осаждения этих порошков при расстоянии от подложки до горелки 1 дюйм (25,4 мм) на квадратных стальных пластинах 3/8 дюйма (9,525 мм) в обоих случаях. Для порошка С (сплошная линия на фиг.1) эффективность оказалась заметно выше, чем для порошка D (пунктирная линия на фиг.1). Частично такое улучшение является следствием немного меньшего размера частиц порошка С, однако частично, вероятно, это происходит благодаря морфологии/структуре порошка С.
На фиг.2 представлена измеренная плотность покрытий, нанесенных при расстоянии от подложки до горелки 1 дюйм (25,4 мм) на квадратные стальные пластины 3/8 дюйма (9,525 мм), в обоих случаях - для порошка С (сплошная линия) и порошка D (пунктирная линия) - при исходных параметрах потока и тока горелки. Для порошка С плотность при той же скорости подачи порошка оказалась, по меньшей мере, на 1-2% выше. Кроме того, при повышении скорости подачи он осыпался не так быстро, как порошок D. Такие свойства, как полагают, можно объяснить улучшением параметров плавления и, возможно, тем, что порошок С дольше остается расплавленным из-за меньшего размера частиц и большей чистоты соответственно.
Было обнаружено, что при переходе к большему, чем 1 дюйм (25,4 мм) расстоянию до горелки, эффективность осаждения порошка С оставалась выше, чем порошка D, что, вероятно, также свидетельствует о том, что он дольше остается расплавленным. Плотность покрытия при увеличенном расстоянии до горелки также была выше, чем для порошка D.
Пример 3
Была проведена оценка различных параметров потока газа в горелке и энергоснабжения. В соответствии с условиями разработанного для этого эксперимента общий поток газа составлял от 176 до 264 куб.футов/час (5-7,48 м3/ч), а ток дугового разряда от 160 до 190 А (т.е. мощность изменялась от 11,7 до 14,8 кВт). Было обнаружено, что уменьшение общего потока газа до 176 куб.футов/час (5 м3/ч) при 14,3 кВт соответствует наивысшей эффективности осаждения, что на 10% выше, чем показано на фиг.1 для порошка С. Полагают, что при этих условиях вовлекаются фракции порошка с более высокой температурой плавления, так как частицы при прохождении зоны дуги немного затормаживаются и повышается расходующаяся на плавление энтальпия. Возможно, все не так уж просто, поскольку условие наивысшей мощности или энтальпии не является достаточным для получения наивысшей эффективности осаждения. Многофакторный корреляционный анализ результатов эксперимента по определению эффективности осаждения показал неожиданное увеличение эффективности при увеличении тока горелки и уменьшение при увеличении общего расхода газа, однако также не исключено взаимное влияние этих двух переменных.
Была произведена оценка влияния скорости осаждения, расстояния от горелки до подложки и скорости движения поверхности подложки относительно горелки на образование вертикальных сегментов трещин в покрытии. Эти переменные рационализировали в виде комбинированной величины, названной высота монослоя. Высота монослоя представляет собой мгновенную толщину покрытия, осаждаемого при движении подложки под соплом горелки. В ней сочетается объем материала, поданного на подложку (скорость осаждения) и площадь, на которую этот материал осажден, определяемая расстоянием до горелки и скоростью движения подложки. Она также зависит от угла распыления потока, выходящего из сопла, определяемого моделью горелки и общим расходом газа, используемым в эксперименте. Высоту монослоя выражают в единицах толщины, таких как мил или мкм.
Полагают, что остаточное напряжение покрытия представляет собой растяжение в плоскости покрытия и что это напряжение увеличивается с высотой монослоя. На фиг.3 показана зависимость плотности вертикальных сегментов трещин (число трещин на линейный дюйм (CPI) длины полированного поперечного сечения покрытия) от высоты монослоя. Для покрытия из порошка D, нанесенного на подложку в форме диска диаметром 1,0 дюйм (25,40 мм) (пунктирная линия на фиг.3), обнаружена линейная зависимость образования трещин от высоты монослоя, однако только после превышения порогового значения высоты монослоя в примерно 0,12 мил (3,05 мкм). Для случаев, когда мгновенная толщина покрытия превышает это значение, плотность трещин возрастает пропорционально высоте монослоя.
Однако для покрытия из порошка С, нанесенного на подложку в форме диска диаметром 1,0 дюйм (25,40 мм) (сплошная линия на фиг.3), растрескивание начинается при совершенно ином пороговом значении высоты монослоя, примерно 0,22 мил (5,59 мкм). После этого линейная зависимость от высоты монослоя имеет примерно тот же угол, что и ранее. Такое намного более высокое пороговое значение высоты монослоя можно связать со свойствами порошка С. Полагают, что намного более высокая степень чистоты порошка является причиной более высокого сопротивления разрушению, присущего покрытию. Это может происходить из-за более высокой плотности покрытий, получаемых из порошка С, однако более высокое сопротивление разрушению может иметь место даже при той же плотности, что у покрытий из порошка D.
Полагают, что покрытия из порошка С с более высокой плотностью обладают повышенной эрозионной стойкостью. Если создающие термический барьер покрытия из этого материала используют, например, в авиационных газотурбинных двигателях, где они обычно подвергаются воздействию пыли со взлетно-посадочной полосы и пыли, летающей в воздухе, важно, чтобы покрытие обладало высокой эрозионной стойкостью.
Пример 4
Была проведена оценка влияния тепловой обработки различных покрытий. Одним из рассматриваемых эффектов стала трансформация тетрагональной кристаллической структуры покрытия в моноклинную. Для покрытия из оксида циркония, стабилизированного 7% вес. оксида иттрия (YSZ), равновесная структура должна быть моноклинной и кубической, что отражено на равновесной фазовой диаграмме, приведенной на фиг.4. Однако при плазменном напылении путем быстрого отверждения полностью расплавленных зерен оксида циркония, стабилизированного оксидом иттрия, была получена неравновесная тетрагональная структура. Чтобы была возможна обратная трансформация в равновесную структуру, необходимо разделение на равновесные фазы с низким содержанием оксида иттрия и с высоким содержанием оксида иттрия в результате высокотемпературной химической диффузии, как показано на фиг.4. См. Bratton and Lau, Science & Technology of Zirconia, Amer. Ceram. Soc., 1981, р.226-240. Фаза с низким содержанием оксида иттрия может затем при примерно 1000-1200°C трансформироваться из высокотемпературной тетрагональной в низкотемпературную моноклинную. Фактически такая трансформация нежелательна, поскольку замена тетрагональной фазы на моноклинную при охлаждении керамики может привести к увеличению объема примерно на 4% и, вследствие этого, к возникновению большого внутреннего напряжения, вызывающего образование трещин.
В материале с такой высокой температурой плавления, как у оксида циркония, диффузия происходит очень медленно, поэтому, несмотря на то, что должно было бы быть в соответствии с равновесной фазовой диаграммой, сохраняется неравновесная тетрагональная фаза. Поскольку двигатели совершенствуются в направлении увеличения рабочей температуры, ясно, что в обычных покрытиях из YSZ может начаться частичная трансформация в моноклинную фазу.
Такое влияние тепловой обработки было изучено на матрице условий по температуре и времени воздействия в воздушной среде, как показано в таблице Е. Пробы представляли собой отдельные испытательные образцы покрытия из высокочистого порошка оксида циркония, стабилизированного оксидами иттрия (т.е. ZrO-300), и обычного покрытия из порошка оксида циркония, стабилизированного оксидами иттрия (т.е. ZrO-137). В таблице D приведены характерные составы порошков, использованных для изготовления покрытий. От трех до четырех образцов каждого покрытия было подвергнуто тепловой обработке с одинаковой нагрузкой, при этом также были проведены измерения плотности для изучения влияния спекания, что описано подробно в примере 5, приводимом ниже. Плоские образцы представляли собой квадраты со стороной примерно 0,38 дюйма (9,65 мм) толщиной 25 мил (0,635 мм). Покрытия были нанесены на эти образцы так же, как описано в примере 3, выше.
В результате рентгеноструктурного анализа была обнаружена моноклинная фаза с пиками на 28 и 31,3° «2-тета» для излучения меди, тогда как пик тетрагональной фазы соответствует примерно 30°. На фиг.5 представлен спектр рентгеноструктурного анализа с использованием К-альфа излучения меди для покрытия из обычного порошка ZrO-137 после его выдерживания в течение 100 часов на воздухе при 1400°С. Начальная строгая тетрагональная структура трансформировалась в структуру на 19,4% моноклинную. На фиг.6 представлен спектр рентгеноструктурного анализа с использованием К-альфа излучения меди для покрытия из нового высокочистого порошка ZrO-300 после его выдерживания в течение 100 часов на воздухе при 1400°С. Начальная строгая тетрагональная структура спустя 100 часов при 1400°С не изменилась.
Отношение высоты пика на 28° к сумме высот пиков на 28 и 30° использовали для оценки доли моноклинной фазы. Этот метод «первого моноклинного пика» был отлажен путем калибровки на известных смесях чистого оксида циркония с моноклинной структурой и порошков с тетрагональной структурой. В таблице Е приведены результаты теплового воздействия на обычное покрытие из порошка ZrO-137 и на покрытия из нового высокочистого порошка ZrO-300. В обычных покрытиях из порошка ZrO-137 трансформация в моноклинную фазу началась при 1200°С. При 1400°С трансформация проходила намного быстрее, ее скорость повышалась с течением времени. При тех же значениях времени и температуры в покрытии из нового высокочистого порошка ZrO-300 трансформации не произошло. Таким образом, ясно, что примеси в керамическом материале выступают в роли зародышей трансформации, либо они ускоряют диффузию оксида иттрия и облегчают достижение равновесного состояния.
(метод первого моноклинного пика)
Пример 5
Было исследовано спекание покрытий из нового высокочистого порошка ZrO-300 примера 4 при 1200°С. Из полученных результатов видно, что спустя 24 часа выдерживания при температуре 1200°С плотность возрастает менее чем на 0,4%.
Был изготовлен еще один набор образцов покрытия из высокочистого порошка оксида циркония, стабилизированного оксидом иттрия (т.е. ZrO-300), подвергнутый нагреванию от 1200 до 1400°С на воздухе в течение 100 часов. Покрытия были нанесены на образцы так же, как в примере 3, приведенном выше. Для сравнения был изготовлен набор образцов покрытия из обычного порошка оксида циркония, стабилизированного оксидом иттрия (т.е. ZrO-137). В таблице F приведены характерные составы порошков, использованных для изготовления покрытий.
Измерение плотности для этих образцов осуществляли иммерсионным методом в соответствии с ASTM В-328, полученные результаты, выраженные в процентах от теоретической плотности (т.е. плотного материала без пор), представлены в таблице G. Все покрытия наносили на одну и ту же обойму внутренним диаметром 11 дюймов (279,4 мм) и осторожно извлекали с получением отдельных образцов.
(в процентах от теоретической плотности)
Как видно из полученных результатов, спекание покрытия из обычного порошка ZrO-137 было ограничено температурой примерно 1200°C, после чего заметного изменения плотности не обмечено. Фактически, при повышении температуры от 1300 до 1400°C плотность покрытия из обычного порошка ZrO-137 с течением времени уменьшалась. Помня о том, что в спеченном покрытии из порошка ZrO-137 была обнаружена моноклинная фаза и что моноклинная фаза характеризуется более низкой плотностью кристаллической структуры, был сделан вывод, что это является причиной снижения плотности. Было установлено, что этот эффект является незначительным. В худшем случае, 100 часов при 1400°C, когда доля моноклинной фазы составляла 19,42%, плотность с 80,33% под действием моноклинной компенсации изменилась только до 80,97%, как видно из таблицы G.
Спеченные при 1400°C образцы были закреплены и отполированы с целью изучения произошедших изменений. Было обнаружено, что в обычном покрытии из порошка ZrO-137 снижение плотности оказалось реальным, т.е. мелкие поры, которые были в структуре покрытия сразу после нанесения, под воздействием температуры 1400°C с течением времени огрубели и стали более округлыми. Очень важно, что спустя 100 часов вертикальные сегментационные трещины исчезли.
Процесс спекания существенно не повлиял на плотность покрытия из нового высокочистого порошка ZrO-300. Результаты измерения плотности графически представлены на фиг.7 и 8, где сравниваются свойства покрытий из обычного порошка ZrO-137 и нового высокочистого порошка ZrO-300. На фиг.7 графически представлена зависимость плотности покрытия из обычного порошка ZrO-137 от времени при температуре от 1200°C до 1400°C на воздухе. Плотность покрытия после нанесения (пунктир короткими штрихами) составила 91,5% теоретической. Эта доля еще уменьшилась при 1300°C (сплошная линия) и 1400°C (пунктир длинными штрихами). На фиг.8 графически представлена зависимость плотности покрытия из нового высокочистого порошка ZrO-300 от времени при температуре от 1200°C до 1400°C на воздухе. Плотность покрытия после нанесения (пунктирная линия) составила 92,7% теоретической. После выдерживания в течение, по меньшей мере, 100 часов при 1400°C (сплошная линия) эта доля не изменилась.
Спеченные при 1400°C образцы покрытия из порошка ZrO-300 также были закреплены и отполированы. Пористость этих образцов только немного изменилась со временем. Наиболее важно, что вертикальные сегментационные трещины за время до 100 часов по существу не изменились.
Пример 6
В патенте США №5073433 описаны наносимые термическим напылением покрытия, введение в которые вертикальных сегментов трещин может быть управляемым. Это можно легко видеть на отполированном поперечном сечении покрытия. Сегментационные трещины, как правило, проходят вертикально через всю толщину покрытия, хотя некоторые из них короче, чем общая толщина покрытия. Как описано в патенте США №5073433, учитывались только те вертикальные трещины, длина которых превышала половину толщины покрытия. Когда создавали покрытие из YSZ с плотностью сегментов трещин, превышающей 20 трещин на линейный дюйм (CPI) (7,9 на см), отмеряемый вдоль линии, параллельной подложке, такое покрытие обладало заметно большей термостойкостью. Такие же вертикальные сегментационные трещины могут быть управляемым образом введены в покрытия настоящего изобретения из высокочистого порошка ZrO-300.
Микроструктура полированного сечения также обладает другой представляющей интерес характеристикой, а именно горизонтальными трещинами. Они параллельны плоскости покрытия и слоям покрытия, наносимым при термическом напылении в несколько проходов. Горизонтальные трещины, обычно короткие, могут быть изолированы в покрытии или имеют вид ветвей, соединяющих вертикальные сегментационные трещины. Полагают, что такие горизонтальные трещины могут инициировать зарождение длинных разделительных трещин, увеличивающихся в длине при циклических термических нагрузках, что является, в худшем случае, причиной скалывания слоя покрытия из YSZ.
Был изготовлен набор образцов покрытий из высокочистого порошка оксида циркония, стабилизированного оксидом иттрия (т.е. ZrO-300), и из обычного порошка оксида циркония, стабилизированного оксидом иттрия (т.е. ZrO-137). Покрытия наносили так же, как в примере 4, приведенном выше. В таблице Н приведены характерные составы порошков, использованных для изготовления покрытий.
Для этих покрытий измерили протяженность горизонтальных трещин. Измеряли длину любой горизонтальной трещины, контактирующей с двумя учитываемыми вертикальными сегментационными трещинами. В контексте настоящего изобретения такие трещины называются «разламывающими». Сумма длин всех трещин, квалифицированных как «разламывающие», деленная на общую оценочную ширину покрытия, представляет собой «процент разламывания», т.е. долю от ширины покрытия. Для покрытий, изготовленных из нового высокочистого порошка ZrO-300, процент разламывания = 0,086×CPI+0,54. Для покрытий, изготовленных из обычного порошка ZrO-137, процент разламывания = 0,17×CPI+0,067. Было обнаружено, что с увеличением плотности вертикальных сегментационных трещин (CPI) процент разламывания (% Bk) также увеличивается. На фиг.9 представлен график, полученный при изучении вертикальных и горизонтальных разламывающих трещин в ряде покрытий, в которых специально было создано различное количество вертикальных трещин (CPI). Соотношение между горизонтальными и вертикальными трещинами оказалось линейным, для него методом наименьших квадратов может быть получено уравнение, связывающее эти переменные.
При работе с новым высокочистым порошком ZrO-300, направленной на изготовление покрытий с сегментационными трещинами, были получены неожиданные результаты, касающиеся горизонтальных разламывающих трещин. В покрытии из нового высокочистого порошка ZrO-300 (пунктирная линия на фиг.9) при том же CPI (вертикальных трещин) было примерно в половину меньше разламывающих трещин, чем в покрытии из обычного порошка ZrO-137 (сплошная линия на фиг.9). Полагают, что покрытие из нового высокочистого порошка ZrO-300 обладает более высокой внутренней когезионной прочностью.
Пример 7
Было обнаружено, что имеющие вертикальные сегментационные трещины покрытия, описанные в патенте США №5073433, могут быть использованы в качестве создающих термический барьер покрытий во многих случаях, от деталей газотурбинных двигателей до валков прокатного стана. Чаще всего создающие термический барьер покрытия из YSZ наносят на внешнюю сторону металлической подложки, обращенную к высокотемпературной среде, в результате в силу теплоизоляционных свойств покрытия снижается температура подложки. Следовательно, в создающем термический барьер покрытии существует градиент температуры, на открытой поверхности покрытия из YSZ температура высокая, на стороне покрытия, обращенной к подложке, температура ниже. Кроме того, температурное воздействие может быть циклическим, когда вся деталь подвергается попеременно нагреванию до высокой температуры и охлаждению, например, в газотурбинном двигателе при запуске и остановке.
Были проведены лабораторные эксперименты по моделированию градиента температуры и циклических условий таких вариантов применения покрытий. В контексте настоящего документа эксперименты по моделированию температурных условий реактивных двигателей (Jet Engine Thermal Simulation) названы «испытания JETS». Эти испытания нужны для экспериментальных покрытий, чтобы определить, пригодны ли они для предполагаемых вариантов применения. В лабораторных испытаниях использовали образцы, представлявшие собой плоский диск диаметром 1 дюйм (25,4 мм), толщиной около 1/8 дюйма (3,2 мм), изготовленный, как правило, из суперсплава. На подложку термическим напылением наносили металлическое связующее покрытие (например, связующее покрытие CoNiCrAlY), после чего наносили создающее термический барьер покрытие из YSZ. Были испытаны покрытия с различной толщиной слоя YSZ, а также с различной структурой сегментов трещин (CPI). Диски с покрытием располагали напротив сопла горелки, работающей на смеси кислород/пропилен, в результате чего поверхность YSZ за 20 с нагревалась до 1400°C (2550°F); в каждом эксперименте также использовали стандартный образец сравнения.
Пятнадцать дополнительных дисков были установлены в барабанной обойме, которую после нагревания в течение еще 20 с поворачивали в положение, в котором осуществлялось охлаждение интенсивным потоком воздуха. Затем барабан еще два раза поворачивали в положение, в котором осуществлялось охлаждение окружающим воздухом, после чего цикл нагревания-охлаждения повторяли сначала. Обычно каждый образец проходил 2000 таких циклов, после чего исследовали отполированный край окружности диска на предмет наличия признаков разламывающих трещин. Для измерений применяли 30-кратное увеличение, любые сегменты трещин измеряли и суммировали, а затем выразили как долю окружности диска. Довольно произвольно значение в 15% краевых трещин выбрали в качестве порогового для образцов, не прошедших испытание JETS. Высока вероятность того, что покрытие, прошедшее испытание JETS, хорошо себя покажет в реальных условиях.
Изготовили образцы покрытий из высокочистого порошка оксида циркония, стабилизированного оксидом иттрия (т.е. ZrO-300), и, для сравнения, обычного порошка оксида циркония, стабилизированного оксидом иттрия (т.е. ZrO-137). Покрытия наносили на диски так же, как описано в примере 4, приведенном выше. Покрытия из нового высокочистого порошка ZrO-300 наносили толщиной 25 мил (±2 мил) (635±50,8 мкм) на металлическое связующее покрытие. Металлическое связующее покрытие представляло собой CoNiCrAlY толщиной 8 мил (203,2 мкм). Высоту монослоя изменяли с целью изучения ее влияния на сегментацию. Используемое для сравнения покрытие из обычного порошка ZrO-137 нанесли толщиной 45 мил (1143 мкм). В таблице I приведены характерные составы порошков, использованных для изготовления покрытий.
При помощи испытания JETS для покрытия из нового высокочистого порошка ZrO-300 и используемого для сравнения покрытия из обычного порошка ZrO-137 было обнаружено, что эксплуатационные качества покрытий из нового высокочистого порошка ZrO-300 лучше, чем у покрытий из обычного порошка ZrO-137. На фиг.10 представлена зависимость доли краевых трещин после 2000 циклов испытания JETS от плотности вертикальных сегментационных трещин (в CPI) для этих покрытий. Покрытия, в которых не было сегментационных трещин, легко растрескивались и не прошли испытания. Однако те образцы покрытия из нового высокочистого порошка ZrO-300, в которых число трещин превышало 10 CPI (4 на см), испытание прошли. Для покрытий из обычного порошка ZrO-137 этот порог составил около 20 CPI (7,9 на 1 см).
Другое важное открытие настоящего изобретение связано с тепловой обработкой покрытий из порошка ZrO-300 перед испытанием JETS. Тепловая обработка заключалась в нагревании в вакууме с шагом 25°C в минуту до 1080°C (1975°F), выдерживании в течение 4 часов и охлаждении в вакууме с шагом 25°C в минуту. На фиг.11 представлены результаты испытаний JETS образцов, подвергнутых тепловой обработке. CPI покрытий измеряли перед тепловой обработкой при помощи описанного выше метода с использованием соответствующих дисков и отполированного поперечного сечения. Эксплуатационные характеристики покрытий из высокочистого порошка, прошедших тепловую обработку, оказались лучше, чем у образцов без обработки. Пороговое значение CPI, соответствующее отличной выносливости к тепловым ударам, было даже ниже 10 CPI (4 на 1 см). Таким образом, одним из выводов настоящего изобретения является нанесение покрытий из высокочистого порошка ZrO-300 со структурой с безопасным уровнем CPI и затем тепловая обработка изделия с покрытием. Такая тепловая обработка является одним из многих изменений, ведущих к получению лучшего результата.
Хотя в данном документе описаны предпочтительные варианты осуществления настоящего изобретения, следует понимать, что в высокочистые порошки оксида циркония, стабилизированного оксидами иттрия или иттербия, покрытия, изготовленные из высокочистых порошков оксида циркония, стабилизированного оксидами иттрия или иттербия, и способы нанесения покрытий на подложки, предназначенные для эксплуатации в условиях циклических термических нагрузок, могут быть внесены различные модификации, не выходящие за пределы сущности и объема настоящего изобретения.
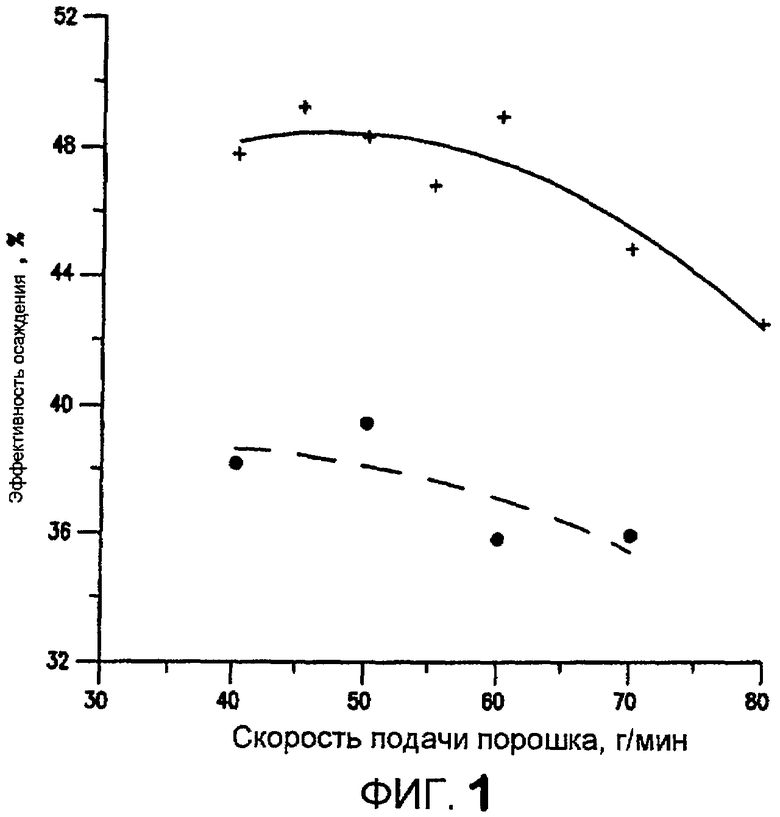
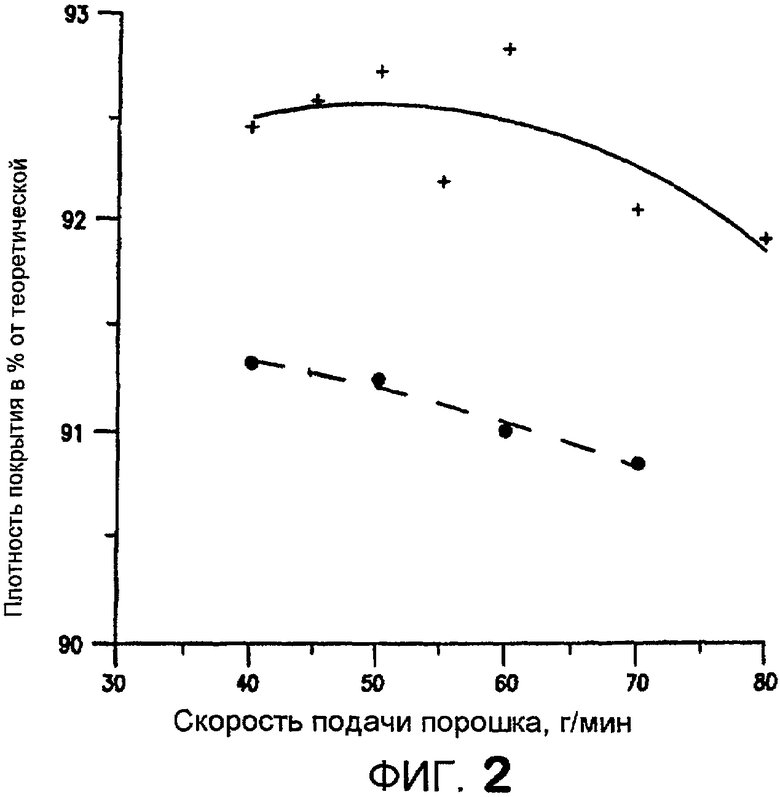
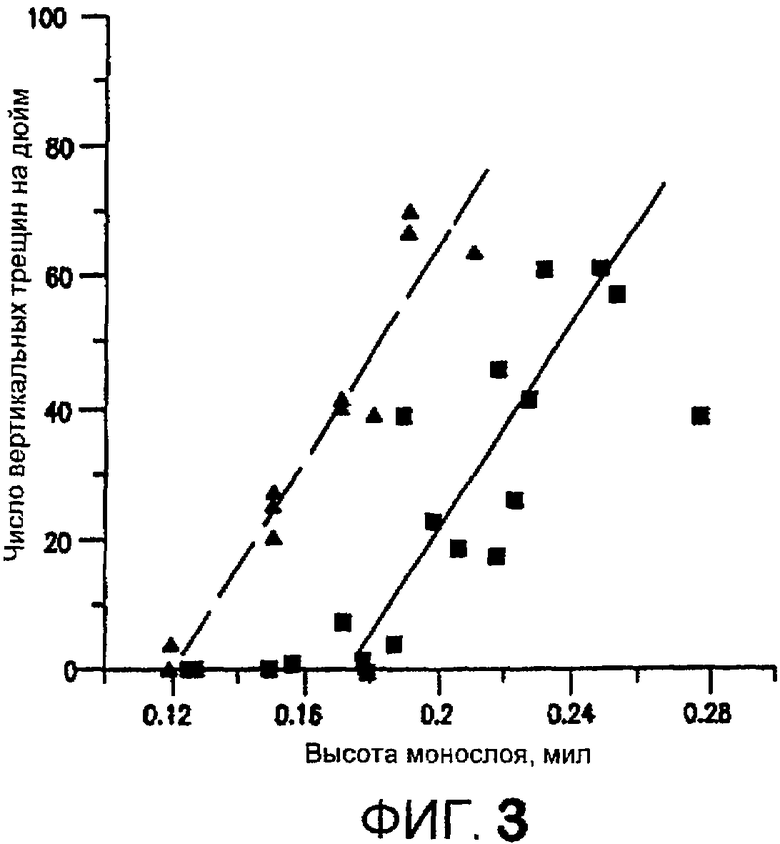
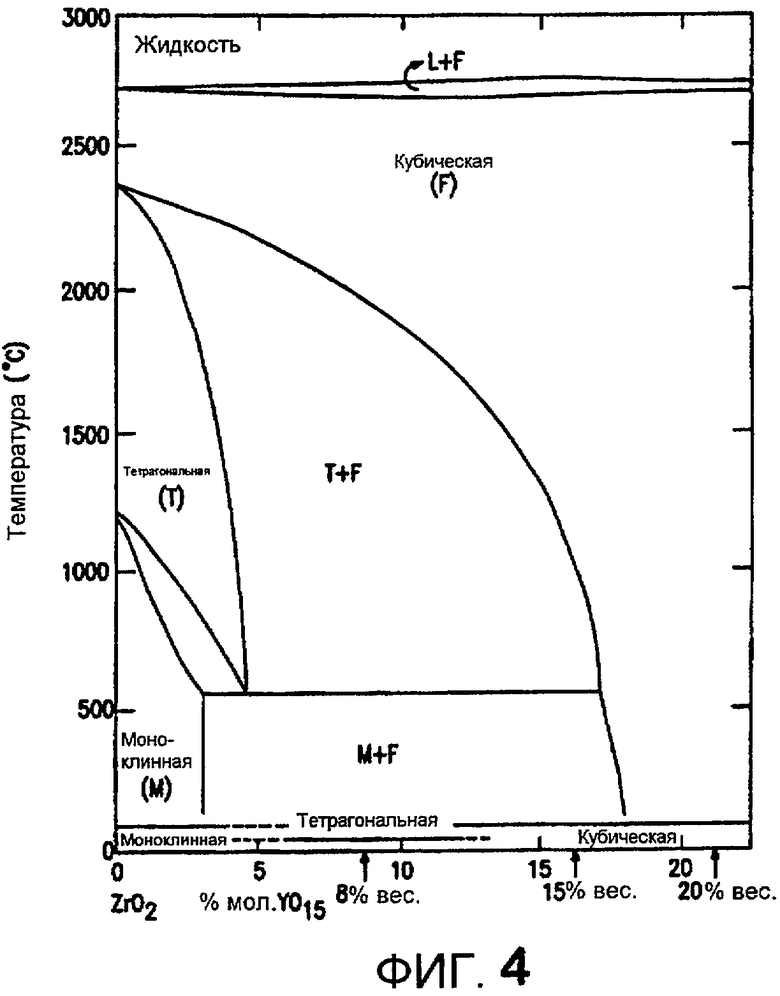
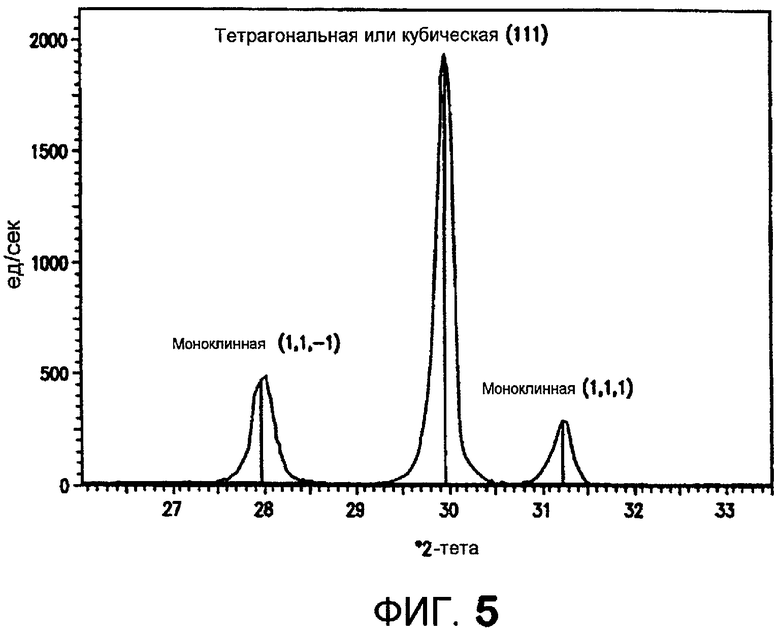
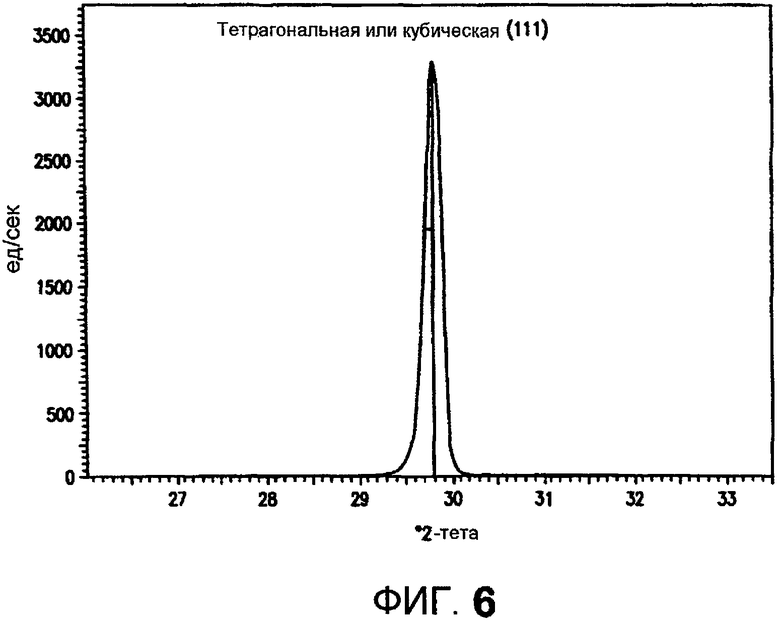
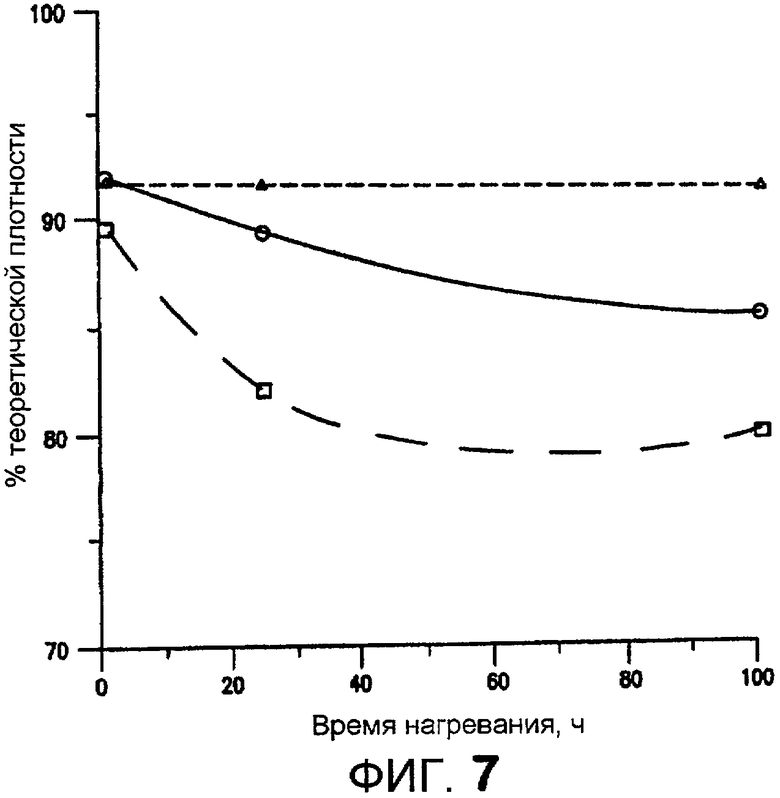
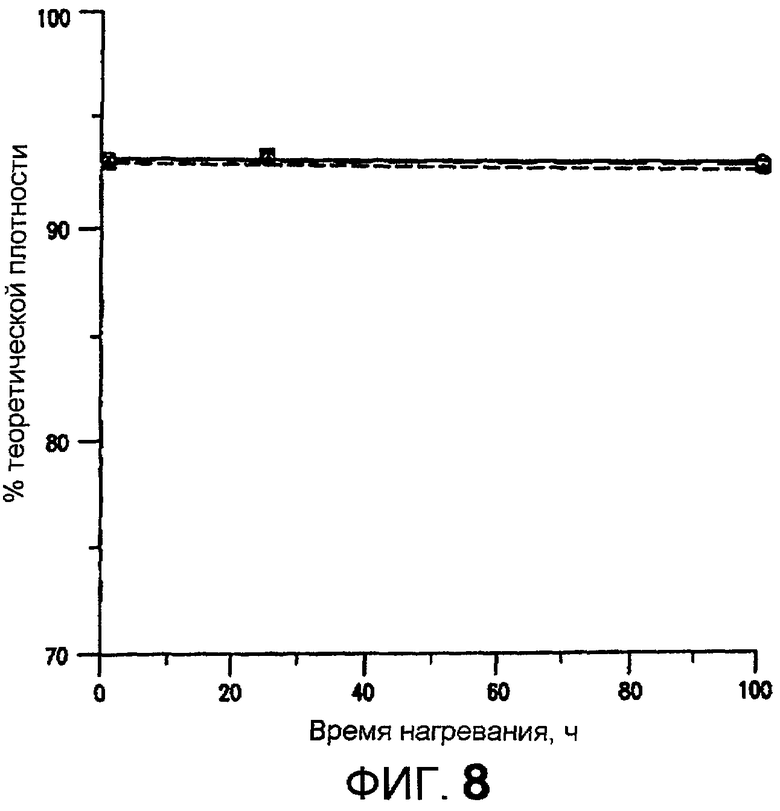
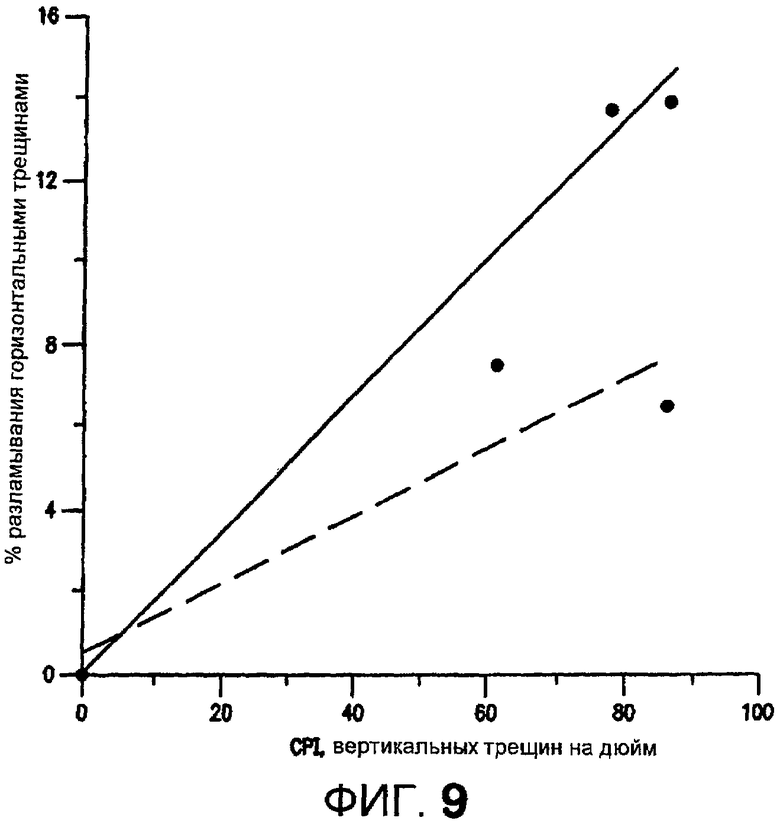
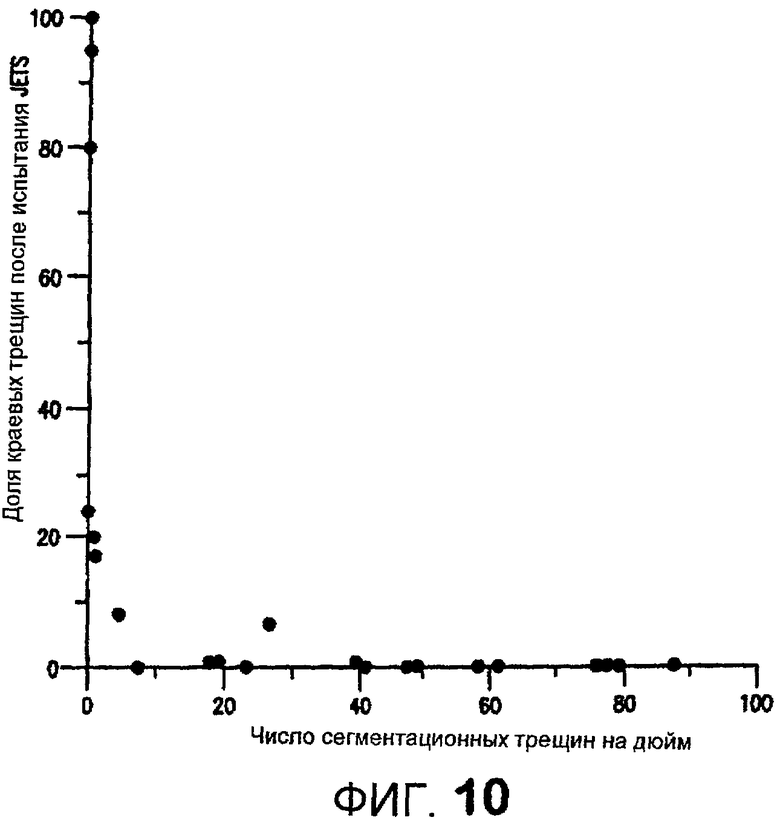
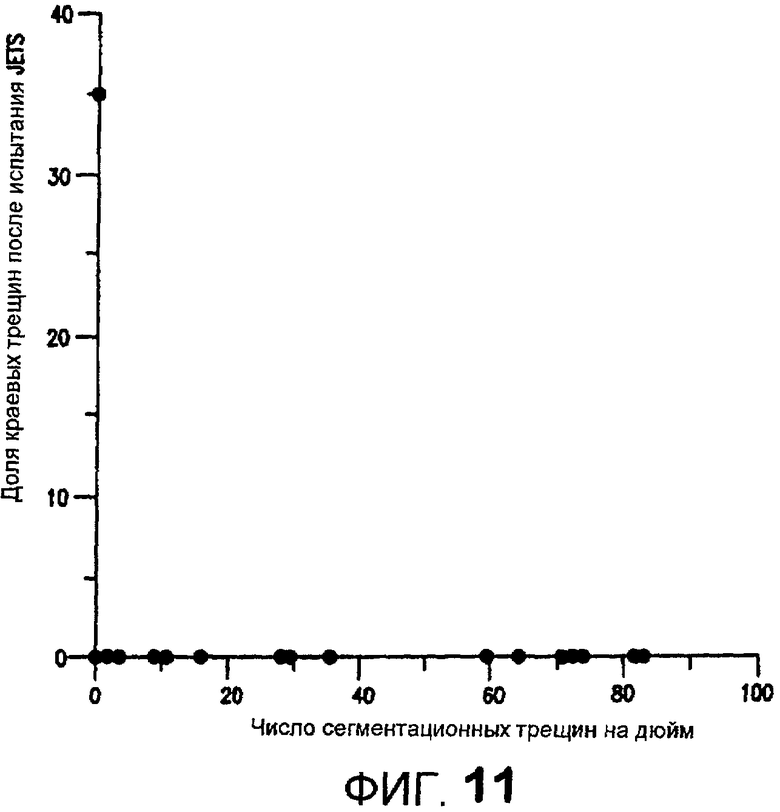
Настоящее изобретение относится к высокочистым порошкам оксида циркония для нанесения покрытий на подложки, предназначенные для эксплуатации в условиях циклических термических нагрузок, такие как лопатки, направляющие устройства и поверхности уплотнения газотурбинных двигателей. Высокочистый порошок оксида циркония, стабилизированный оксидами иттрия или иттербия, содержит от примерно 0 до примерно 2% вес. оксида гафния, от примерно 6 до примерно 25% вес. оксида иттрия или от примерно 10 до примерно 36% вес. оксида иттербия, от примерно 0 до примерно 0,15% вес. примесных оксидов. Примесные оксиды включают, мас.%: 0-0,02 SiO2, 0-0,005 Al2O3, 0-0,01 CaO, 0-0,01 Fe2O3, 0-0,005 MgO, 0-0,01 TiO2. Создающие термический барьер покрытия обладают множеством вертикальных макротрещин, равномерно распределенных по всему покрытию, что улучшает сопротивление покрытий термической усталости. Покрытия наносят термическим напылением с возможной последующей тепловой обработкой. Технический результат изобретения - увеличение срока службы подложек с покрытием. 7 н. и 8 з.п. ф-лы, 9 табл., 11 ил.
1. Высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, содержащий от примерно 0 до примерно 0,15 вес.% примесных оксидов, от примерно 0 до примерно 2 вес.% оксида гафния, от примерно 6 до примерно 25 вес.% оксида иттрия или от примерно 10 до примерно 36 вес.% оксида иттербия и остальное - оксид циркония, в котором примесные оксиды включают от примерно 0 до примерно 0,02 вес.% диоксида кремния, от примерно 0 до примерно 0,005 вес.% оксида алюминия, от примерно 0 до примерно 0,01 вес.% оксида кальция, от примерно 0 до примерно 0,01 вес.% оксида железа(III), от примерно 0 до примерно 0,005 вес.% оксида магния и от примерно 0 до примерно 0,01 вес.% диоксида титана.
2. Высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1, в котором размер частиц составляет от примерно 1 до примерно 150 мкм.
3. Высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1, содержащий смесь двух или более высокочистых порошков оксида циркония, стабилизированного оксидами иттрия или иттербия.
4. Высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1, содержащий от примерно 55 до примерно 95 об.% первого высокочистого порошка оксида циркония, частично стабилизированного оксидами иттрия или иттербия, содержащего от примерно 0 до примерно 0,15 вес.% примесных оксидов, от примерно 0 до примерно 2 вес.% оксида гафния, от примерно 6 до примерно 8 вес.% оксида иттрия или от примерно 10 до примерно 14 вес.% оксида иттербия и остальное - оксид циркония, и от примерно 5 до примерно 45 об.% второго высокочистого порошка оксида циркония, полностью стабилизированного оксидами иттрия или иттербия, содержащего от примерно 0 до примерно 0,15 вес.% примесных оксидов, от примерно 0 до примерно 2 вес.% оксида гафния, от примерно 16 до примерно 22 вес.% оксида иттрия или от примерно 25 до примерно 33 вес.% оксида иттербия и остальное - оксид циркония.
5. Составной высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, содержащий высокочистый порошок оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1, который имеет номинальный средний размер частиц 20-60 мкм, с поверхностью которых связаны частицы оксида гадолиния с номинальным средним размером 0,5-2 мкм.
6. Наносимое термическим напылением покрытие из высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1 для нанесения на подложку.
7. Наносимое термическим напылением покрытие по п.6, обладающее плотностью более 88% теоретической плотности и множеством вертикальных макротрещин, по существу, однородно распределенных по всему покрытию, в котором поперечное сечение, перпендикулярное подложке, открывает множество вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия и достигающих в длину величины, равной полной толщине покрытия, и которое имеет от примерно 5 до примерно 200 вертикальных макротрещин на линейный дюйм (2-78,7 на см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки.
8. Наносимое термическим напылением покрытие по п.6, в котором имеется, по меньшей мере, около 20 вертикальных макротрещин на линейный дюйм (7,9 на см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки, и одна или более горизонтальных макротрещин, проходящих в покрытии параллельно поверхности подложки.
9. Наносимое термическим напылением покрытие по п.6, в котором между подложкой и наносимым термическим напылением покрытием нанесено связующее покрытие, содержащее (i) сплав хрома, алюминия, иттрия с металлом, выбранным из группы, состоящей из никеля, кобальта и железа, (ii) сплав алюминия и никеля или (iii) покрытие MCrAlY+X, наносимое способом плазменного напыления, способом детонационного напыления или способом электроосаждения, где М означает Ni, Co или Fe или любую комбинацию этих трех элементов, Х означает добавление Pt, Та, Hf, Re или других редкоземельных металлов или тонкодисперсных частиц оксида алюминия - диспергирующего агента, отдельно или в сочетании.
10. Наносимое термическим напылением покрытие по п.6, стабилизированное путем тепловой обработки в вакууме или на воздухе при температуре 1000°С или выше.
11. Способ получения создающего термический барьер покрытия, включающий
a) термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1 на подложку с образованием монослоя, имеющего, по меньшей мере, два наложенных зерна осажденного на подложке порошка, причем температура позже осажденного зерна выше, чем осажденного ранее;
b) охлаждение и отверждение указанного монослоя, полученного на стадии а), после чего указанный монослой приобретает плотность, по меньшей мере, 88% теоретической плотности, и в котором в результате усадки осажденных зерен образуется множество вертикальных макротрещин;
с) повторение стадий а) и b), по меньшей мере, один раз с целью получения слоя с полным покрытием, в котором в каждом монослое имеются вертикальные трещины, проходящие сквозь зерна, и в котором множество вертикальных трещин каждого монослоя направлены так же, как вертикальные трещины соседнего монослоя, с образованием вертикальных макротрещин длиной, по меньшей мере, в половину толщины покрытия и достигающих в длину полной толщины покрытия, причем нанесенный слой характеризуется наличием, по меньшей мере, 5 вертикальных макротрещин на линейный дюйм (2 на см), измеренный вдоль линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки.
12. Способ термического напыления, включающий термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1 на подложку с образованием покрытия с вертикальными сегментами трещин, проходящими, по существу, сквозь всю толщину покрытия, в котором имеется от примерно 5 до 200 трещин на линейный дюйм (2-78,7 на см), отмеряемый по линии, параллельной плоскости покрытия, и структура горизонтальных трещин которых достаточна для снижения теплопроводности до менее чем 0,012 Вт/см при 25°С по толщине покрытия, где структура горизонтальных трещин является однородной по толщине покрытия и, выраженная как сумма сегментов горизонтальных трещин вдоль любой линии, параллельной плоскости покрытия в полированном поперечном сечении, составляет, по меньшей мере, 25% ширины покрытия; такая структура может быть стабилизирована путем необязательной тепловой обработки в вакууме или на воздухе при температуре 1000°С или выше.
13. Способ термического напыления, включающий термическое осаждение высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1 на подложку с образованием покрытия с вертикальными сегментами трещин, проходящими, по существу, сквозь всю толщину покрытия, в котором имеется от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на см), отмеряемый по линии, параллельной плоскости покрытия, обладающего толщиной от примерно 5 до примерно 200 мил (127-5080 мкм) и имеющего (i) конечный поверхностный слой, образованный из указанного высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, толщиной до 5 мил (127 мкм) с, по существу, нулевым сегментированием вертикальными трещинами или (ii) конечный поверхностный слой, содержащий полученное погружением или распылением раствора покрытие из керамической фритты толщиной до примерно 5 мил (127 мкм); и высокотемпературную обработку указанного поверхностного слоя горячим воздухом с целью связывания и закрепления поверхностного слоя.
14. Изделие с создающим термический барьер покрытием, содержащим оксид циркония, частично стабилизированный оксидом иттрия или оксидом иттербия, и обладающим плотностью более 88% теоретической плотности и множеством вертикальных макротрещин, по существу, однородно распределенных по всему покрытию, в котором поперечное сечение, перпендикулярное подложке, открывает множество вертикальных макротрещин, простирающихся, по меньшей мере, на половину толщины покрытия и достигающих в длину величины, равной полной толщине покрытия, и имеющим от примерно 5 до примерно 200 вертикальных макротрещин на линейный дюйм (2-78,7 на см), отмеряемый по линии, параллельной поверхности подложки и лежащей в плоскости, перпендикулярной поверхности подложки, где создающее термический барьер покрытие представляет собой наносимое термическим напылением покрытие из высокочистого порошка оксида циркония, стабилизированного оксидами иттрия или иттербия, по п.1.
15. Изделие по п.14, включающее (i) лопатку или направляющее устройство турбины, изготовленное из сплава на основе никеля или кобальта, на которое сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, толщина создающего термический барьер покрытия составляет от примерно 5 до примерно 25 мил (127-635 мкм), структура вертикальных сегментов из трещин содержит от примерно 20 до примерно 100 трещин на линейный дюйм (7,9-39,3 на см), отмеряемый в отполированном поперечном сечении в направлении, параллельном плоскости покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия, (ii) камеру сгорания турбинного двигателя, изготовленную из сплава на основе никеля или кобальта, на которую сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, толщина создающего термический барьер покрытия составляет от примерно 5 до примерно 200 мил (127-5080 мкм), структура вертикальных сегментов из трещин содержит от примерно 5 до примерно 200 трещин на линейный дюйм (2-78,7 на см), отмеряемый в отполированном поперечном сечении в направлении, параллельном плоскости покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия, (iii) сегменты воздушного уплотнения или кольцо воздушного уплотнения турбинного двигателя, изготовленное из сплава на основе никеля или кобальта, на которое сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, толщина создающего термический барьер покрытия составляет от примерно 5 до примерно 150 мил (127-3810 мкм), структура вертикальных сегментов из трещин содержит от примерно 20 до примерно 100 трещин на линейный дюйм (7,9-39,3 на см), отмеряемый в отполированном поперечном сечении в направлении, параллельном плоскости покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия, (iv) лопатку турбины или компрессора, изготовленную из сплава на основе никеля или кобальта, на которую сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, толщина создающего термический барьер покрытия составляет от примерно 5 до примерно 45 мил (127-1143 мкм), структура вертикальных сегментов из трещин содержит от примерно 20 до примерно 100 трещин на линейный дюйм (7,9-39,3 на см), отмеряемый в отполированном поперечном сечении в направлении, параллельном плоскости покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия, или (v) цилиндр или транспортный валок линий отжига стали и стекла, на который сначала нанесено металлическое связующее покрытие, а затем слой указанного создающего термический барьер покрытия, толщина создающего термический барьер покрытия составляет от примерно 5 до примерно 45 мил (127-1143 мкм), структура вертикальных сегментов из трещин содержит от примерно 20 до примерно 100 трещин на линейный дюйм (7,9-39,3 на см), отмеряемый в отполированном поперечном сечении в направлении, параллельном плоскости покрытия, учитывая те трещины, длина которых составляет, по меньшей мере, половину толщины покрытия.
| ЕР 1550645 А2, 06.07.2005 | |||
| СПОСОБ ОБЕСПЕЧЕНИЯ ТЕПЛОВОЙ ЗАЩИТЫ И МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ С КЕРАМИЧЕСКИМ ПОКРЫТИЕМ (ВАРИАНТЫ) | 1999 |
|
RU2228389C2 |
| ДЕТАЛЬ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2116377C1 |
| EP 1126044 A1, 22.08.2001 | |||
| Спооб получения сплавов электролизом | 1974 |
|
SU533677A1 |

