Изобретение относится к области машиностроения, в частности, к контактной шовной сварке и может быть использовано при сварке топливных баков из листовой стали с защитными покрытиями.
Известна электродная проволока для машины контактной шовной сварки [Патент N 3722921 ФРГ, кл. B 23 K 35/02, 11/06, публикация 88.03.03]. С лицевой (обращенной к свариваемому металлу) стороны электродная проволока имеет плоскую, выпуклую или V-образную форму. С тыльной (обращенной к роликовому электроду) стороны проволока имеет круглую или V-образную форму. В области перехода между лицевой и тыльной сторонами электродная проволока снабжена дополнительными продольными фланцами, которые опираются на поверхность роликового электрода.
Известна также электродная проволока для машины контактной шовной сварки [Заявка N 0207361 (EP), кл. B 23 K 35/06, 11/06], которая имеет с лицевой стороны (обращенной к свариваемому металлу) выпуклую, плоскую или V-образную форму с продольными бороздками, которые ограничены острыми кромками с целью использования для сварки листов с покрытиями. При сварке за счет надрезания покрытия свариваемых листов продольными кромками обеспечивается передача сварного тока на основной металл. Расплавляющийся или испаряющийся металл покрытия, а также загрязнения, отводятся по продольным бороздкам вперед и назад.
Недостатком известной проволоки является увеличение толщины прослойки расплавленного металла покрытия между электродной проволокой и основным металлом листа при отводе ее вперед, что приводит к изменению электрического сопротивления в контакте электрод-деталь и, как следствие, ухудшению качества сварного соединения.
Технической задачей является повышение качества сварного соединения.
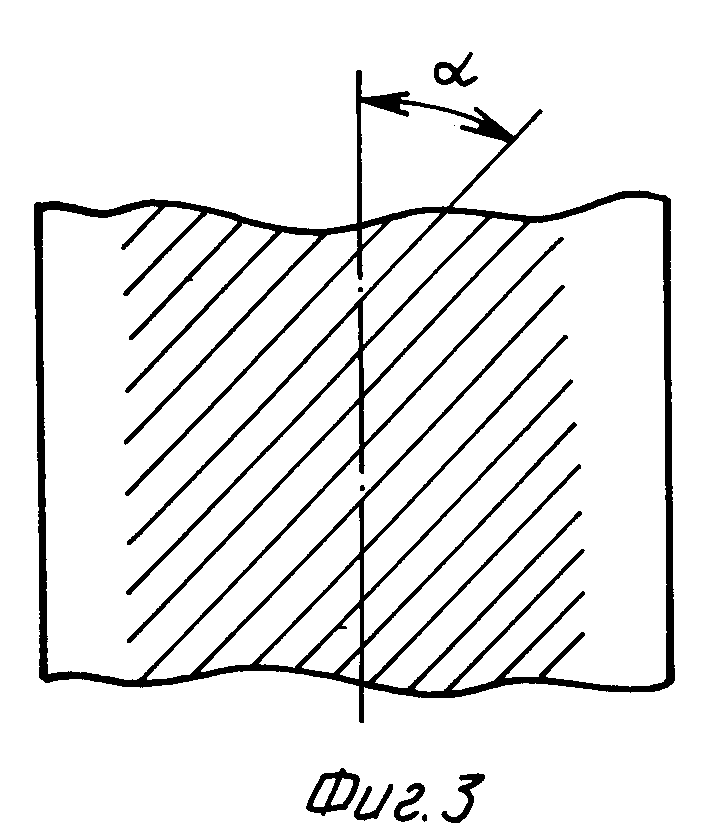
Указанная задача достигается тем, что на обращенной к свариваемому металлу лицевой стороне проволоки выполнены под углом α≥ 30o к продольной оси параллельные между собой V-образные бороздки с углом β = 55 - 85o и глубиной a = (5 oC 15)S, где S - толщина покрытия.
Экспериментально было определено, что при угле α< 30o происходит отвод расплавляющегося металла покрытия вперед относительно направления сварки, т. е. не обеспечивается его надежный отвод из зоны сварки и появляется жидкая прослойка металла покрытия перед роликами. Это приводит к получению некачественного сварного соединения. При α≥ 30o сварочная машина работает без брызг, причем из-за постоянного контактного сопротивления между листом и контактной проволокой предотвращается увеличение силы тока и, как следствие, прилипание контактной проволоки к листу.
При угле V-образных бороздок β< 55o происходит залипание покрытия в бороздках и (или) образование воздушного пузыря в вершине угла бороздок. Это приводит к ухудшению отвода жидкого металла покрытия из зоны сварки, а, следовательно, качество сварного соединения ухудшается. При угле β> 85o ухудшается надрезание покрытия в момент соприкосновения электродной проволоки с изделием, соответственно ухудшается контакт между электродом и изделием в начальные периоды времени сварки.
В процессе сварки под действием высоких температур происходит сминание вершин бороздок и уменьшение их высоты на 40 - 55%. Это приводит к уменьшению сечения, по которому отводится металл покрытия в 3,5 - 5 раз. Поэтому при соотношении a < 5S происходит неполное удаление покрытия из зоны сварки по бороздкам. Это приводит к появлению жидкой прослойки металла покрытия и ухудшению качества сварного соединения.
При соотношении a > 15S уменьшение количества бороздок на единицу поверхности электронной проволоки приводит к увеличению плотности тока в начальный период времени сварки. Это приводит к расплавлению поверхности электродной проволоки (выступов) и, как следствие, прилипанию электродной проволоки к изделию.
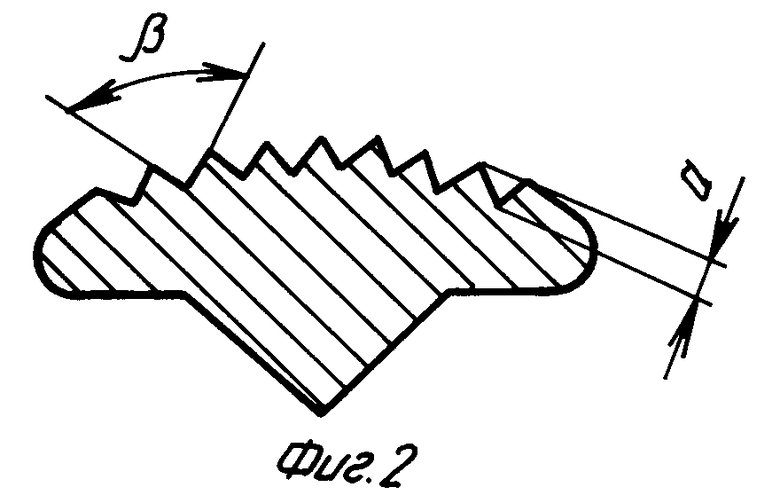
На фиг. 1 изображен поперечный разрез роликового электрода с электродной проволокой и частью свариваемых деталей (1 - роликовые электроды,. 2 - электродные проволоки, 3 - свариваемые детали); на фиг. 2 - поперечное сечение электродной проволоки с бороздками, на фиг. 3 - вид электродной проволоки сверху.
Электродная проволока обеспечивает стабильность качества сварочного соединения при использовании для контактной шовной сварки стальных листов с двусторонним покрытием на основе алюминия, в частности, при изготовлении топливных баков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактная плоская проволока | 1986 |
|
SU1642951A3 |
| Машина для роликовой сварки контактной проволокой | 1988 |
|
SU1577688A3 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ В ПРОЦЕССЕ СВАРКИ | 1998 |
|
RU2158921C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| СПОСОБ МОНТАЖНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2003 |
|
RU2257984C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИИ УЗЛА СОПРЯЖЕНИЯ ДНИЩА РЕЗЕРВУАРА С ЕГО СТЕНКОЙ | 2021 |
|
RU2772702C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОД ФЛЮСОМ ТОЛСТОЛИСТОВЫХ МОСТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2301135C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1995 |
|
RU2078659C1 |
Изобретение относится к машиностроению, в частности к контактной шовной сварке, и может быть использовано при сварке топливных баков из листовой стали с защитными покрытиями. Электродная проволока имеет с обращенной к свариваемому металлу лицевой стороны выпуклую форму контактной поверхности с бороздками, а с обращенной к роликовому электроду тыльной стороны - V-образную форму в сечении. На лицевой стороне проволоки выполнены под углом α ≥ 30o к продольной оси параллельные между собой V-образные бороздки с углом β = 55 - 85o и глубиной a = (5 - 15)S, где S - толщина защитного покрытия. Электродная проволока обеспечивает стабильность качества сварочного соединения при использовании для контактной шовной сварки стальных листов с двусторонним покрытием на основе алюминия, в частности, при изготовлении топливных баков. 3 ил.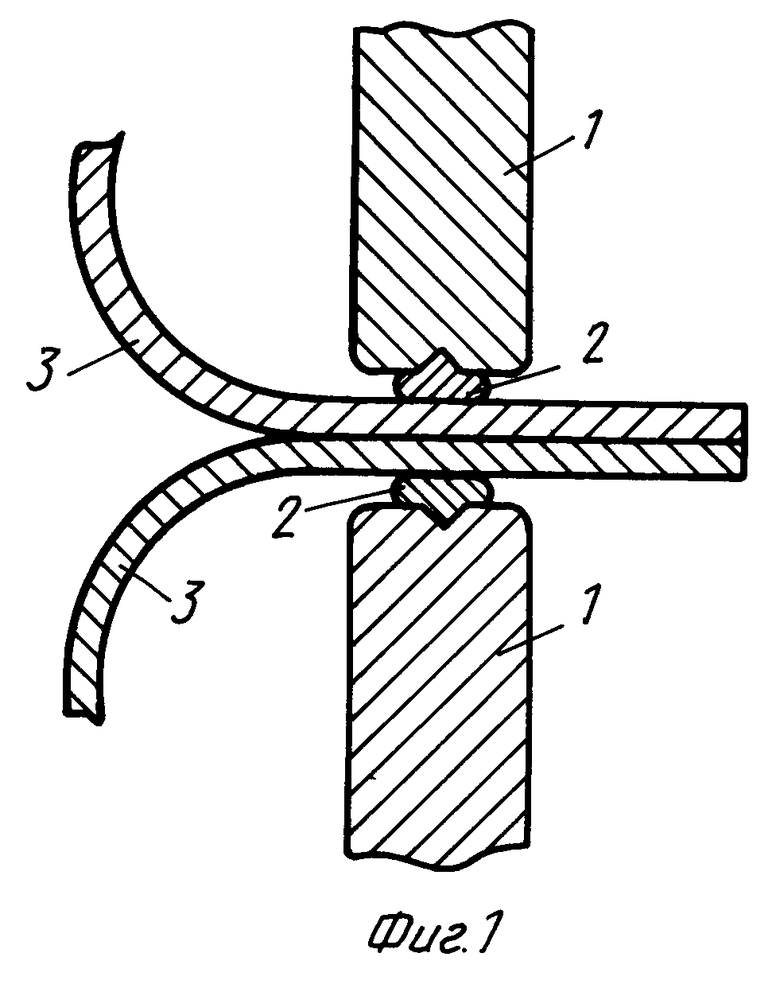
Электродная проволока для шовной контактной сварки, имеющая с обращенной к свариваемому металлу с защитным покрытием лицевой стороны выпуклую форму контактной поверхности с параллельными между собой V-образными бороздками, а с обращенной к роликовому электроду тыльной стороны - V-образную форму в сечении, отличающаяся тем, что бороздки выполнены под углом α ≥ 30o к продольной оси проволоки с углом вершины бороздки β = 55 - 85oC и глубиной a = (5...15)S, где S - толщина защитного покрытия.
| EP, 0207361A, 14.06.87 | |||
| DE 3722931 A, 10.03.88 | |||
| Семенов Е.И | |||
| и др | |||
| Технология и оборудование | |||
| - М.: Машиностроение, 1978, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Корсаков В.С | |||
| Основы конструирования приспособлений | |||
| - М.: Машиностроение, 1965, с | |||
| Телефонная трансляция с местной цепью для уничтожения обратного действия микрофона | 1924 |
|
SU348A1 |

