Изобретение относится к области дуговой сварки под флюсом и может быть использовано для сварки толстолистового металла мостовых конструкций.
Известно оборудование для дуговой ручной сварки, содержащее сварочный трансформатор, электрод, держатель (Г.А.Николаев. «Сварные конструкции», Машгиз, 1951, с.6, 22-23, фиг.2). Оно позволяет достаточно быстро и эффективно произвести сварку металла разной толщины, т.е. толщиной 20-40 мм.
Недостатком является низкое качество. Поэтому такое оборудование может быть применено для неответственных вспомогательных конструкций. Для конструкций стальных мостов это оборудование применено быть не может.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является устройство для сварки толстолистового металла под флюсом, содержащее корпус с закрепленными на нем ведущими и направляющим колесами, механизм подачи проволоки и блок управления (Л.П.Шебеко. Оборудование и технология автоматической и полуавтоматической сварки. М.: Высшая школа, 1970, стр.86, рис.38).
Недостатком его является низкая производительность при сварке толстолистового металла мостовых конструкций: для сварки элементов толщиной 40 мм приходится осуществлять до 14 проходов сварочного автомата.
Задача предлагаемого изобретения состоит в увеличении производительности сварки толстолистового металла мостовых конструкций.
Для решения поставленной задачи устройство для сварки под флюсом толстолистовых мостовых конструкций, содержащее корпус с закрепленными на нем ведущими и направляющим колесами, держателем для бухты электродной проволоки, электродвигателем с редуктором для ведущих колес и редуктором для перемещения электродной проволоки через ведущий ролик, бункером для флюса, сварочным мундштуком с ведущим роликом и прижимным роликом, подпружиненным относительно корпуса, источник питания с токоподводящими проводами для сварочной дуги и токопроводящими проводами для электродвигателя, при этом опорные точки направляющего и ведущих колес расположены в единой плоскости, согласно изобретению оно содержит удлинитель сварочного мундштука для обеспечения свободного прохода электродной проволоки, выполненный в виде плавно искривленной втулки и расположенный между держателем для бухты электродной проволоки и сварочным мундштуком, прикрепленную к корпусу фиксирующую керамическую втулку для обеспечения свободного прохода электродной проволоки в условиях высокой температуры от расположенной рядом сварочной дуги и штангу для направляющего колеса, выполненную с возможностью установки устройства в наклонное положение посредством скользящего соединения и стопорного винта.
Сущность предлагаемого изобретения поясняется чертежом, где представлена схема устройства для сварки толстолистового металла мостовых конструкций.
Устройство для автоматической сварки толстолистового металла мостовых конструкций содержит корпус 1, ведущие колеса 2 и направляющее колесо 3, держатель 4 для бухты электродной проволоки 5, бункер 6 для флюса с подводящей трубкой 7, электродвигатель 8, редуктор 9 для ведущих колес 2, редуктор 10 для перемещения электродной проволоки 5, источник питания 11 с токоподводящими проводами 12 для сварочной дуги и токопроводящими проводами 13 для электродвигателя 8, регулятор наклона устройства относительно опорной плоскости, состоящий из штанги 14, одним концом прикрепленной к направляющему колесу 3, а другим - входящей в скользящее соединение 15 штанги с корпусом и стопорного винта 16. Направляющее колесо 3 с помощью штанги 14, скользящего соединения 15 и стопорного винта 16 устанавливается таким образом, чтобы обеспечивался требуемый угол «α» наклона автомата. Для подачи электродной проволоки 5 автомат содержит сварочный мундштук 17 с ведущим роликом 18 и прижимным роликом 19, при этом последний подпружинен от корпуса 1 пружиной 20. Для направления электродной проволоки 5 автомат снабжен удлинителем 21 сварочного мундштука и фиксирующей керамической втулкой 22.
Нижние точки направляющего и ведущих колес расположены в единой опорной плоскости. Удлинитель 21 сварочного мундштука выполнен в виде втулки, имеющей плавную искривленность до величины «а» по направлению движения электродной проволоки и обеспечивающей свободный проход последней. Фиксирующая керамическая втулка 22 обеспечивает свободный проход электродной проволоки в условиях высокой температуры от расположенной рядом сварочной дуги. Между нижним концом фиксирующей керамической втулки и опорной плоскостью обеспечивается зазор величиной 35-45 мм для четкой фиксации и направления разогретого конца электродной проволоки 5.
Автомат размещен на двух свариваемых листах 23 в зоне сварного шва. Направление движения автомата показано стрелкой 24. Позицией 25 показана заштрихованная часть сечения в результате остывания шва за первый проход, позицией 26 - за два прохода (в данном случае совпадает с полным сечением стального листа). Позициями 27 и 28 показаны соответственно слой флюса и сварочная ванна в зоне горения сварочной дуги.
Автомат работает следующим образом.
Автомат устанавливают в наклонное положение под углом α, который определяют по формуле:
где l - вылет электрода - расстояние от точки токоподвода (токосъема) до конца электрода, на котором горит сварочная дуга, мм;
lмв - вылет электрода, при котором корпус автомата расположен горизонтально, мм;
lдз - вылет электрода, при котором обеспечивается увеличение поперечного сечения сварного шва за один проход автомата, мм;
а - расстояние от линии опоры ведущих колес до оси электродной проволоки, мм;
за счет регулирования длины штанги 14 с помощью скользящего соединения 15 и стопорного винта 16. Далее устанавливают электродную проволоку 5 таким образом, чтобы вылет «lдв» ее свободного конца был расчетным. Стабильное положение электродной проволоки 5 достигается с помощью сварочного мундштука 17, удлинителя 21 и фиксирующей керамической втулки 22.
После соответствующей настройки режима сварки автомат включают. В процессе движения с помощью элементов 6 и 7 флюс поступает в зону шва (позиция 27). Под слоем флюса происходит горение сварочной дуги и образование ванны расплавленного металла 28, которая по мере дальнейшего перемещения автомата застывает и образует сварочный шов.
Стандартный режим сварки (в соответствии с СТП 012-2000) конструкции автомата-прототипа обеспечивается при вылете электрода «lмв», равном 35-40 мм. При этом автомат находится в горизонтальном положении. В предлагаемом техническом решении вылет электрода «lдв» составляет 60-180 мм. При этом автомат находится в наклоном положении под углом «α».
Использование предлагаемого изобретения дает возможность увеличить в 2-2,5 раза производительность электродуговой сварки под флюсом толстолистового металла мостовых конструкций толщиной 20-40 мм без превышения допустимой величины погонной энергии, уменьшить трудо- и энергозатраты и обеспечить требуемое качество сварных соединений и весь комплекс их механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Устройство для двухдуговой сварки | 1975 |
|
SU742088A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| Способ автоматической электродуговой сварки и устройство для его осуществления | 1990 |
|
SU1715533A1 |
| Автомат для электродуговой сварки под флюсом одновременно двух смежных угловых швов тавровых соединений | 1954 |
|
SU100112A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
Изобретение относится к сварке под флюсом толстолистовых конструкций, применяемых в мостостроении. Устройство содержит источник питания и корпус с закрепленными на нем ведущими и направляющим колесами, держателем для бухты электродной проволоки, электродвигателем с редукторами для колес, бункером для флюса, сварочным мундштуком, удлинителем сварочного мундштука, фиксирующей керамической втулкой и штангой для направляющего колеса со скользящим соединением и стопорным винтом. Мундштук содержит ведущий и прижимной ролики. Источник питания содержит токоподводящие провода для сварочной дуги и токопроводящие провода для электродвигателя. Опорные точки направляющего и ведущих колес расположены в единой плоскости сварки. Удлинитель мундштука выполнен в виде плавно искривленной втулки и расположен между держателем для бухты электродной проволоки и сварочным мундштуком. Штанга выполнена с возможностью установки устройства в наклонное положение посредством скользящего соединения и стопорного винта. Это позволит увеличить производительность при сохранении требуемого качества. 1 ил.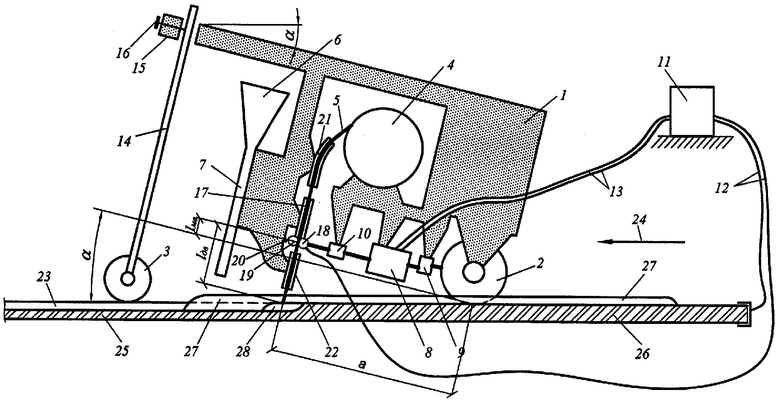
Устройство для сварки под флюсом толстолистовых мостовых конструкций, содержащее корпус с закрепленными на нем ведущими и направляющим колесами, держателем для бухты электродной проволоки, электродвигателем с редуктором для ведущих колес и редуктором для перемещения электродной проволоки через ведущий ролик, бункером для флюса, сварочным мундштуком с ведущим роликом и прижимным роликом, подпружиненным относительно корпуса, источник питания с токоподводящими проводами для сварочной дуги и токопроводящими проводами для электродвигателя, при этом опорные точки направляющего и ведущих колес расположены в единой плоскости, отличающееся тем, что оно содержит удлинитель сварочного мундштука для обеспечения свободного прохода электродной проволоки, выполненный в виде плавно искривленной втулки и расположенный между держателем для бухты электродной проволоки и сварочным мундштуком, прикрепленную к корпусу фиксирующую керамическую втулку для обеспечения свободного прохода электродной проволоки в условиях высокой температуры от расположенной рядом сварочной дуги, и штангу для направляющего колеса, выполненную с возможностью установки устройства в наклонное положение посредством скользящего соединения и стопорного винта.
| ШЕБЕКО Л.П | |||
| Оборудование и технология автоматической и полуавтоматической сварки | |||
| - М.: Высшая школа, 1970, с.138-145 | |||
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Установка для сварки под флюсом | 1983 |
|
SU1159739A1 |
| Переносная установка для автоматической дуговой сварки | 1950 |
|
SU103437A1 |
| Центробежный носос | 1976 |
|
SU601466A1 |
| US 4246463 A, 20.01.1981. | |||

