Изобретение относится к технологии получения материалов фрикционного назначения, в частности к фрикционным полимерным материалам для изготовления колодок дисковых тормозов автотранспортных средств, и может быть использовано в различных отраслях машиностроения.
Известна полимерная фрикционная композиция [1], содержащая, мас.ч.: фенолформальдегидную смолу 20 - 35, асбест 30 - 45, барит 2 - 18, волластонит 15 - 33, смазывающие вещества 1-2. Композицию получают путем смешивания компонентов, взятых в соответствии с рецептурой, в двухлопастном смесителе. На основе приготовленных смесей получают фрикционный материал горячим прессованием на стандартном оборудовании /SU, авторское свидетельство, 648584, кл. C 08 L 61/10, 1979/.
Коэффициент трения полученного материала составляет 0,43 - 0,47, износ 7,0 - 7,7 мг/ч.
Фрикционный материал по аналогу имеет удовлетворительные физико-механические показатели, не содержит канцерогенный асбест.
Известна полимерная композиция [2], содержащая, мас.%: фенолформальдегидную смолу 10 - 12, бутадиеннитрильный каучук 2-3, серу 0,4 - 0,5, оксид цинка 0,4 - 0,5, металлический наполнитель на основе меди в виде стружки 18-20, оксид алюминия 1-2, концентрат баритовый 9-11, сурьма трехсернистая 1-8, вермикулит вспученный 3-4, графит 5-6, политетрафторэтилен 0,5-1, стеарат цинка 0,5-1, дисульфид молибдена 3-6, базальтовое волокно 20-28, полибензимидальное волокно 6-18.
Полимерную композицию готовят методом вальцевания на фрикционных вальцах типа ПД 630 315/315. На вращающиеся холодные вальцы при зазоре 0,1 мм загружают расчетное количество каучука и пластифицируют его в течение 1-2 мин. При этом же зазоре загружают смесь новолачной смолы (фенолформальдегидной) с уротропином или твердую резольную фенолформальденгидную смолу и волокнистые наполнители. Зазор постепенно увеличивают до 0,6 - 0,8 мм и вводят смесь остальных порошкообразных компонентов. Композицию вальцуют при зазоре 0,6 - 0,8 мм в течение 3-4 мин, затем зазор постепенно уменьшают до 0,1 мм и при этом зазоре вальцуют в течение 1-2 мин и снимают готовый лист материала. Общая продолжительность вальцевания 15-20 мин. Снятый с валков лист ломают и дробят на ножевой, пальцевой или молотковой дробилке, снабженной сеткой с диаметром ячеек не более 2 мм /RU, патент, 2022977, кл. C 08 J 5/14, 1994/.
Изделия из приготовленной композиции изготавливают методом горячего прессования при давлении 35 ± 5 МПа, температуре 155 ± 5oC и выдержке в течение 1 мин на мм толщины.
Однако изделия из данной композиции не имеют одновременного сочетания таких свойств как высокая стабильность коэффициента трения и эффективность торможения при высоких скоростях и многократном торможении, кроме того в композиции используются дорогостоящие органические наполнители, что экономически нецелесообразно.
Наиболее близким техническим решением по составу и способу получения является полимерная фрикционная композиция [3], включающая, мас.%: фенольную смолу 8-14, волокнистый наполнитель 25-34 в виде асбеста или смеси стеклянных и минеральных волокон, металлосодержащий наполнитель 4-22, в виде вещества из группы цинк, бронза, медь, железо, окислы этих металлов и оксид алюминия или их смесь, органический модификатор 1-7, в виде веществ из группы: порошок семян анакордии, каучук, латекс, асфальт или их смесь, фрикционный модификатор 18 - 34, в виде частиц или порошка угля и/или графита, неорганический модификатор остальное, в виде вещества из группы барит, мел, тальк, трепел, криолит, волластонит или их смесь /SU, патент 1114340, кл. C 08 L 61/10, 1985/.
Фрикционный материал получали смешением составляющих компонентов с последующим горячим прессованием при давлении 350 кг/см2 и температуре 135oC, затем сформованный материал выдерживали при температуре 260oC.
Недостатки прототипа: сложность получения гомогенной смеси компонентов с различными физико-механическими характеристиками и связующим, нестабильность коэффициента трения и износостойкости при повышенных температурах, наличие в композиции канцерогенного асбеста.
Техническим результатом, на достижение которого направлено изобретение является одновременная стабилизация коэффициента трения и износных свойств с повышением эффективности торможения при высоких скоростях и многократном торможении, повышение однородности распределения связующего по объему смеси, а также повышение экологической чистоты процессов изготовления и последующей эксплуатации фрикционного материала.
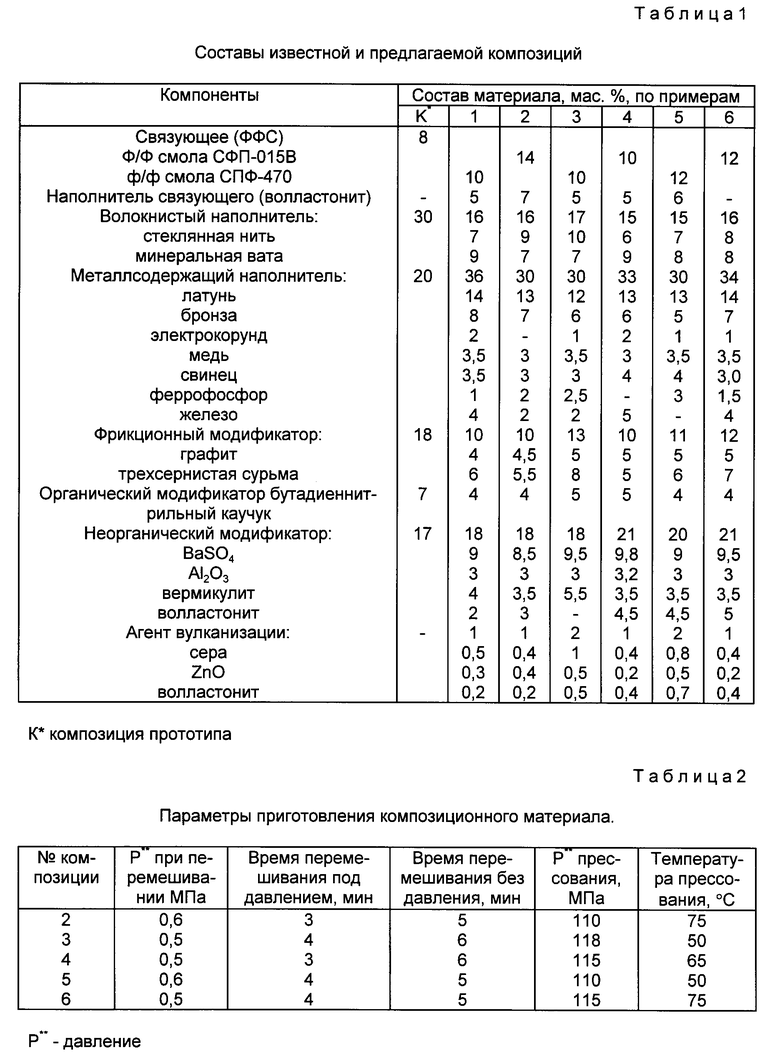
Технический результат достигается тем, что фрикционный материал на полимерной основе включает фенолформальдегидные смолы, наполнитель связующего, волокнистый наполнитель, металлосодержащий наполнитель, органический модификатор, агент вулканизации фрикционный модификатор и неорганический модификатор. В качестве наполнителя связующего материал содержит игольчатый волластонит, в качестве волокнистого наполнителя - смесь стеклянной нити и минеральной ваты, в качестве металлосодержащего наполнителя - вещество из группы: латунь, бронзовая стружка, электрокорунд, медный порошок, свинцовый порошок, феррофосфор, железорудный концентрат или их смесь, в качестве органического модификатора - бутадиеннитрильный каучук, в качестве фрикционного модификатора - смесь порошка графита и сурьмы трехсернистой, в качестве неорганического модификатора-вещества из группы: баритовый концентрат, оксид алюминия, вермикулит и игольчатый волластонит или их смесь, в качестве агента вулканизации - смесь серы, волластонита и цинковых белил, при следующем соотношении компонентов композиции, мас.%:
Фенолформальдегидная смола - 10 - 14
Наполнитель связующего - 5 - 7
Волокнистый наполнитель - 15 - 17
Металлосодержащий наполнитель - 30 - 36
Органический модификатор - 4 - 5
Фрикционный модификатор - 10 - 13
Неорганический модификатор - 18 - 21
Агент вулканизации - 1 - 2
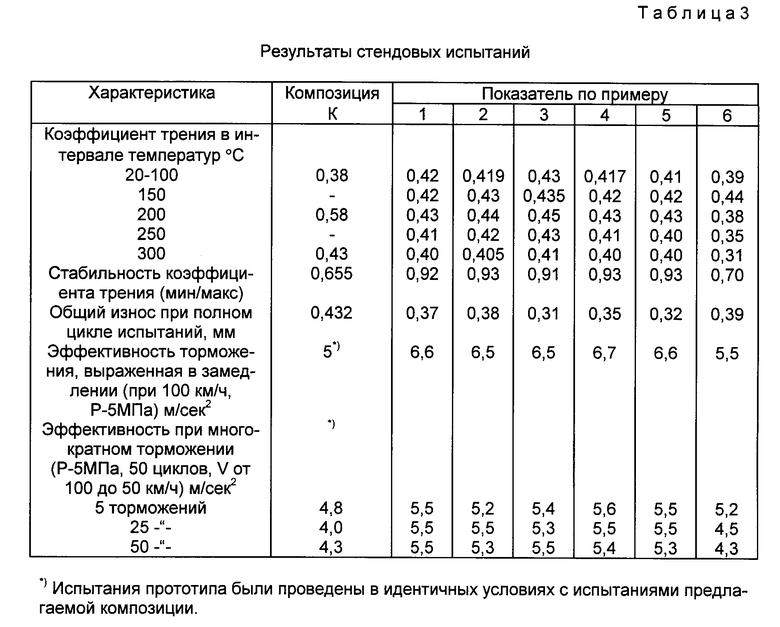
Фрикционный материал получают следующим образом: сначала отдельно смешивают фенолформальдегидную смолу и игольчатый волластонит, а также волокнистый наполнитель, агент вулканизации, органический и фрикционный модификаторы, затем обе полученные смеси смешивают между собой и с металлосодержащим наполнителем и неорганическим модификатором при давлении 0,5 - 0,6 МПа в течение 3-4 мин, затем при нормальном давлении 5-6 мин, полученную шихту прессуют при температуре 50 - 75oC и давлении 110-118 МПа, готовые изделия термоотверждают при температуре 250oC.
Испытания фрикционно-износных свойств фрикционного материала проводили на машине трения общего назначения МТО-86, эффективность торможения определена на инерционном стенде по методике, предписываемой правилами N 13 Европейской экономической комиссии OOH выпуск 1968 г.
Наполнение фенольного связующего игольчатым волластонитом обеспечивает более равномерное его распределение по объему смеси, а игольчатость структуры наполнителя после отверждения обеспечивает хорошую армирующую сетку композиционного материала, высокую механическую прочность и стабилизирует фрикционно - износные свойства материала, повышая одновременно эффективность торможения при высоких скоростях и многократном торможении.
Введение в композицию феррофосфора обеспечивает сохранение фрикционной теплостойкости, устранение локального перегрева (температурных вспышек) во время торможения при энергетических нагрузках на трибоконтакт и сохраняет стабильность фрикционных свойств при повышенных температурах.
Для приготовления композиции использовали следующее сырье: фенолформальдегидные смолы СПФ - 015В, ОСТ 6-05-441-78, СПФ - 470,
латекс СКН - 3ОМС - бутадиеннитрильный каучук
нить стеклянная рубленая ТУ 6-11-240-77,
минеральная вата марки "100" ГОСТ 4640-76
порошок медный электролитический ПМС-1, ПМС-2, ГОСТ 4960-75
электрокорунд М-28, М-40, ГОСТ 3647-71
свинцовый порошок ПС2 ГОСТ 16138-78
латунная стружка Л63, ГОСТ 15527-70,
бронзовая стружка БрС-30, ГОСТ 493-79
феррофосфор электротермический марки ФФЭЛ-1, ФФЭЛ-2,
концентрат железорудный марки М(1), ТУ 149-53-73
сурьма трехсернистая, ОСТ 48-35-1-72
баритовый концентрат ГОСТ 4682-84,
графитовый порошок ГОСТ 5279-74,
оксид алюминия ГОСТ 6912-87,
сера техническая ГОСТ 127-76,
вермикулит вспученный ТУ 21-25-152-75,
белила цинковые марки БЦО - М или БЦ-1 ГОСТ 20276,
игольчатый волластонит синтетический, характеристическое отношение 1/d > 20 - опытная партия (получено в количестве 20 кг для данной разработки), техдокументация в стадии разработки.
Синтетический игольчатый волластонит получают путем сплавления отходов производства фтористого алюминия или кварцевым песком, плавку ведут в присутствии серы, углерода, фосфата кальция и сульфата цинка, при соотношении компонентов в смеси: C: SiO2, равном (0,1-0,14); S:SiO2, равном (0,1-0,2):1; ZnO: SiO2, равном (0,02-0,04):1, P2O5:SiO2, равном (0,05-0,06):1; CaO:SiO2, равном 0,9:1. Расплав резко охлаждают и образующиеся гранулы подвергают термической обработке при 830 - 920oC в окислительной атмосфере.
Примеры осуществления изобретения.
Пример 1.
Приготовление композиции осуществляют в две стадии по следующей технологии:
на первой стадии готовят две предварительные смеси:
первая смесь - фенолформальдегидную смолу (СПФ-015 В) в количестве 10 мас.% смешивают с 5 мас.% наполнителя - игольчатого волластонита,
вторая смесь - агент вулканизации 1 мас.% (S - 0,5%, ZnO - 0,3%, волластонит 0,2%) и органический модификатор 4 мас.% смешивают с 16 мас.% волокнистого наполнителя (стеклянная нить 7%, минеральная вата 9%) и 10 мас.% фрикционного модификатора (графит 4%, трехсернистая сурьма 6%.)
На второй стадии полученные смеси смешивают с 36 мас.% металлосодержащего наполнителя (латунь 14%, бронза 8%, электрокорунд 2%, медь 3,5%, свинец 3,5%, феррофосфор 1%, железо 4%) и 18 мас.% неорганического модификатора (BaSO4 9%, Al2O3 3%, вермикулит 4%, волластонит игольчатый 2%).
Смешение проводится в резиносмесителе под давление 0,5 МПа в течение 4 мин, а затем при нормальном давлении 6 мин. Приготовленную шихту прессуют при температуре 50oC и давлении 110 МПа.
Приготовление композиций 2-5 осуществляется по схеме, приведенной в примере 1.
Пример 6.
Приготовление композиции осуществляют в две стадии по следующей технологии:
на первой стадии готовят предварительную смесь - агент вулканизации 1 мас. % (S 0,7%, волластонит 0,1%, ZnO 0,2%) и органический модификатор (бутадиеннитрильный каучук) 4 мас.% смешивают с 16 мас.% волокнистого наполнителя (стеклянная нить 8%, минеральная вата 8%) 12 мас.% фрикционного модификатора (графит 5%, трехсернистая сурьма 7%) и 34 мас.% металлсодержащего наполнителя (латунь 14%, бронза 7%, электрокорунд 1%, медь 3,5%, свинец 3,0%, феррофосфор 1,5%, железо 4%).
На второй стадии полученную смесь смешивают с 21 мас.% неорганического модификатора (BaSO4 9,5%, Al2O3 3%, вермикулит 3,5%, волластонит 5%) и 12 мас.% фенолформальдегидной смолы (СПФ-470).
Смешение проводится в резиносмесителе под давлением 0,5 МПа в течение 4 мин, а затем при нормальном давлении 5 мин. Приготовленную шихту прессуют при температуре 75oC и давлении 115 МПа.
Количественные соотношения используемых компонентов в этих примерах приведены в табл. 1, параметры приготовления композиционного материала приведены в табл. 2, а результаты стендовых испытаний - в табл. 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ ФРИКЦИОННАЯ КОМПОЗИЦИЯ | 2006 |
|
RU2321604C1 |
| ПОЛИМЕРНАЯ ФРИКЦИОННАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ) | 1993 |
|
RU2090578C1 |
| ПОЛИМЕРНАЯ ФРИКЦИОННАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2022977C1 |
| ФРИКЦИОННАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2004 |
|
RU2275394C2 |
| КОМПОЗИЦИЯ ДЛЯ БЕЗАСБЕСТОВОГО ФРИКЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2296778C1 |
| КОМПОЗИЦИЯ ДЛЯ БЕЗАСБЕСТОВОГО ФРИКЦИОННОГО МАТЕРИАЛА | 1999 |
|
RU2147024C1 |
| КОМПОЗИЦИЯ ДЛЯ БЕЗАСБЕСТОВОГО ФРИКЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2173691C1 |
| ФРИКЦИОННАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2101305C1 |
| ФРИКЦИОННАЯ КОМПОЗИЦИЯ | 1998 |
|
RU2160750C2 |
| Полимерная фрикционная пресс-композиция | 1984 |
|
SU1374738A1 |
Использование: для изготовления тормозных устройств различных автотранспортных средств. Полимерная композиция включает связующее из группы фенолформальдегидных смол, волокнистый наполнитель, металлосодержащие соединения, органический, фрикционный и неорганический модификаторы. В качестве волокнистого наполнителя композиция содержит смесь стеклянной нити и минеральной ваты, в качестве металлосодержащих соединений - вещество из группы: латунь, бронзовая стружка, микропорошок, медный порошок, свинцовый порошок, феррофосфор, железорудный концентрат или их смесь, в качестве органического модификатора - бутадиеннитрильный каучук, в качестве фрикционного модификатора - смесь порошка графита и сурьмы трехсернистой, в качестве неорганического модификатора - вещества из группы: баритовый концентрат, оксид алюминия, вермикулит и игольчатый волластонит или их смесь и дополнительно содержит в качестве агента вулканизации - смесь серы волластонита и цинковых белил, а в качестве наполнителя фенольного связующего - игольчатый волластонит. Способ включает смешение компонентов, которое осуществляют в две стадии: на первой - готовят смесь фенольного связующего с игольчатым волластонитом и смесь из волокнистого наполнителя, агента вулканизации, органического и фрикционного модификаторов, полученные смеси смешивают с оставшимися компонентами. Достигается одновременная стабилизация коэффициента трения и износных свойств с повышением эффективности торможения при высоких скоростях и многократном торможении. 2 с.п.ф-лы, 3 табл.
Полимерная фрикционная композиция, включающая связующее - фенольную смолу, волокнистый наполнитель, металлосодержащий наполнитель, органический, фрикционный и неорганический модификаторы, отличающаяся тем, что в качестве фенольной смолы она содержит фенолформальдегидную смолу, в качестве волокнистого наполнителя - смесь стеклянной нити и минеральной ваты, в качестве металлосодержащего наполнителя - соединения, выбранные из группы, включающей латунь, бронзовую стружку, электрокорунд, медный порошок, свинцовый порошок, феррофосфор, железнорудный концентрат или их смесь, в качестве органического модификатора - бутадиеннитрильный каучук, в качестве фрикционного модификатора - смесь порошка графита и сурьмы трехсернистой, а в качестве неорганического модификатора - вещества из группы, включающей баритовый концентрат, оксид алюминия, вермикулит, игольчатый волластонит или их смесь и дополнительно - наполнитель связующего - игольчатый волластонит и агент вулканизации - смесь серы, волластонита и цинковых белил при следующем соотношении компонентов композиции, мас.%:
Фенолформальдегидная смола - 10 - 14
Наполнитель связующего - 5 - 7
Волокнистый наполнитель - 15 - 17
Металлосодержащий наполнитель - 30 - 36
Органический модификатор - 4 - 5
Фрикционный модификатор - 10 - 13
Неорганический модификатор - 18 - 21
Агент вулканизации - 1 - 2
2. Способ получения фрикционного материала, включающий смешение компонентов фрикционной композиции с последующим горячим прессованием и термоотверждением, отличающийся тем, что сначала отдельно смешивают фенолформальдегидную смолу и игольчатый волластонит, а также волокнистый наполнитель, агент вулканизации, органический и фрикционный модификаторы, затем обе смеси смешивают между собой и металлосодержащим наполнителем и неорганическим модификатором при давлении 0,5 - 0,6 МПа в течение 3 - 4 мин, затем при нормальном давлении 5 - 6 мин, полученную шихту прессуют при температуре 50 - 75oC и давлении 110 - 118 МПа.
| Фрикционный материал | 1979 |
|
SU1114340A3 |
| ПОЛИМЕРНАЯ ФРИКЦИОННАЯ КОМПОЗИЦИЯ | 1994 |
|
RU2022977C1 |
| SU 648584 A, 1979. | |||
