Изобретение относится к сварке и может быть использовано при изготовлении электродов для ручной электродуговой сварки малоуглеродистых сталей во всех пространственных положениях с использованием источников питания постоянного и переменного тока.
Известны электроды сварочные, состоящие из стержня металлического и покрытия, где используется принцип легирования металла шва за счет материалов покрытия, а также за счет химических элементов, содержащихся в стержне электродов (Петров Л.Г., Сварочные материалы, - Л.: Машиностроение, 1972).
Однако вышеуказанный принцип легирования металла шва через стержень не используется в электродах для сварки низкоуглеродистых сталей.
Известны электроды сварочные марки "Комплекс-09", состоящие из стержня металлического и покрытия, где стержень изготовлен из низколегированной проволоки, а в состав покрытия входят: компонент, содержащий оксид титана, карбонат металла, ферромарганец, слюда флогопитовая и пр. (Давыденко И.Д. Справочник по сварочным материалам. Ростовское кн. изд-во, 1961).
Однако применяемый в электродах данной марки, в качестве компонента, содержащего оксид титана, ильменитовый концентрат, загрязнен окислами железа, что снижает прочность сварного шва, а полевой шпат и повышенное содержание ферромарганца (до 23 мас.%) отрицательно влияют на металлургические свойства сварного шва и санитарно-гигиенические характеристики электродов.
Известны электроды сварочные, состоящие из стержня, выполненного из низколегированной проволоки, и покрытия, содержащего компонент, включающий оксид титана, карбонат металла, ферромарганец, целлюлозу и концентрат слюдяной флогопитовый, в которых процесс легирования металла сварного шва происходит через стержень (а.с. СССР N 1692795, B 23 K 35/365, 11.07.90 г.).
Однако в процессе изготовления электродов в покрытии накапливается высокое содержание (до 10-15 мас.%) ферромарганца, что значительно снижает санитарно-гигиенические свойства электродов и ухудшает санитарные условия их производства.
Наиболее близкими к предлагаемому изобретению являются электроды сварочные, состоящие из стержня металлического и покрытия, содержащего компонент, включающий оксид титана, карбонат металла, ферромарганец, целлюлозу и слоистый силикатный материал - пирофиллит (а. с. СССР N 963771, B 23 K 35/365, от 19.11.80 г.).
Однако в процессе изготовления электродов в покрытии образуется скопление окислов кремния (до 67 мас.%), в результате чего в процессе сварки сварочный шлак обладает повышенной жидкотекучестью, что затрудняет проведение сварочных работ в вертикальном и потолочном положениях.
Все вышеуказанные недостатки устраняются с помощью предлагаемого изобретения.
Техническая задача, решаемая изобретением - улучшение санитарно-гигиенических свойств электродов, повышение технологичности и экологии их производства.
Поставленная техническая задача достигается за счет того, что стержень изготовлен из низколегированной проволоки, а в состав покрытия, содержащего компонент, включающий оксид титана, карбонат металла, ферромарганец и целлюлозу введены дополнительно концентрат слюдяной флогопитовый, гидросиликат магния и порошок спеченный огнеупорный периклазовый при следующем соотношении компонентов, мас.%:
компонент, содержащий оксид титана - 35-55
карбонат металла - 5-20
концентрат слюдяной флогопитовый - 8-35
ферромарганец - 1-6
целлюлоза - 1-3
гидросиликат магния - 5-10
порошок спеченный огнеупорный периклазовый - 10-15
Кроме того, покрытие может содержать железный порошок в количестве -12-20 мас.%.
Введение порошка спеченного огнеупорного периклазового позволяет ускорить провяливание электродов и увеличить прочность сцепления обмазки со стержнем, т. к. вышеуказанные порошки обладают высокими вяжущими свойствами ("Магнезиальные бетоны", М., Металлургия, 1990 г., стр. 168).
Кроме того, учитывая химический состав стержня и порошков, удается получить шлаки, в состав которых входит легкоплавкое соединение монтичеллит - (SiO2 • CaO • MgO), которые дают достаточно удовлетворительные характеристики.
При этом основность шлака находится в интервале 0,9-1,0.
Для экспериментальной проверки предлагаемых электродов было изготовлено 2 состава покрытия, при следующем соотношении компонентов в покрытии: мас.%:
1 ВАРИАНТ:
концентрат рутиловый ГОСТ 22938-78 - 45
мрамор Эл.М-976 ГОСТ 4416-73 - 10
концентрат слюдяной флогопитовый СФЭ-1 ТУ 36.44.15-18-90 - 17
целлюлоза ЭЦ ТУ 37308001-393-83-3 - 3
тальк молотый ТМК-28 ГОСТ 21234-75 - 10
порошок спеченный огнеупорный периклазовый ППП-86 ГОСТ 24862-81 - 14
2 ВАРИАНТ:
концентрат рутиловый ГОСТ 22938-78 - 45
мрамор Эл.М-976 ГОСТ 4416-73 - 10
концентрат слюдяной флогопитовый СФЭ-1 ТУ 36.44.15-18-90 - 17
ферромарганец ФМН-90 ГОСТ 4755-91 - 2
целлюлоза ЭЦ ТУ 37308001-393-83-3 - 3
тальк молотый ТМК-28 ГОСТ 21234-75 - 10
порошок спеченный огнеупорный периклазовый ППП-86 ГОСТ 24862-81 - 12
В качестве стержня использована проволока СВ-08 Г2С ГОСТ 2246-75, в качестве огнеупорного порошка - порошок спеченный огнеупорный периклазовый ППП-86 ГОСТ 24862-81 следующего состава, мас.%: оксид магния - 86,5; оксид кальция - 7,2; оксид кремния - 3,2; примеси - 3,1.
По обычной технологии, методом опрессовки, покрытие было нанесено на стержни из проволоки диаметром 4,5 мм.
При этом коэффициент массы покрытия составил 28-32%.
В качестве связующего компонента использовано жидкое калиево-натриевое стекло модулем 2,85-3,05 и плотностью 1,44-1,46 Г/см3.
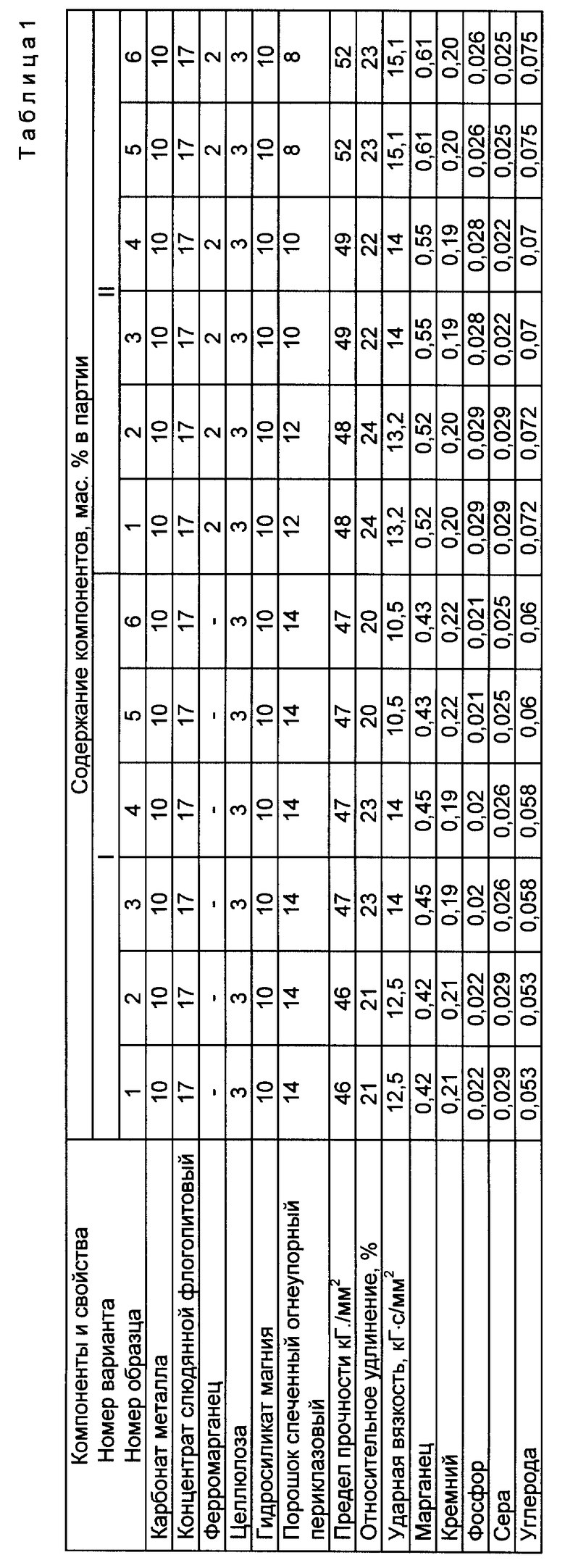
При опрессовке отмечено повышенное давление на прессе - 120-140 атм, высокая прочность сцепления обмазки и стержня, быстрое провяливание, высокая пластичность массы, высокая чистота поверхности электродов. Механические свойства определялись согласно требованиям ГОСТ 9466-75, ГОСТ 9467-75 для типа электродов Э-46.
Полученные данные сведены в таблицу 1.
Данные химического состава наплавленного металла приведены в таблице 1.
При испытании сварочно-технологических свойств отмечена высокая стабильность и устойчивость горения дуги, легкое отделение шлака и правильное мелкочашуйчатое его формирование.
Повторное зажигание дуги производится без затруднений, кратер и козырек на конце электрода не образуется.
Из результатов анализа химического состава наплавленного металла видно, что для поддержания марганца в металле шва на уровне 0,5-0,9%, содержание ферромарганца в покрытии должно находиться в пределах 1-6 мас.%.
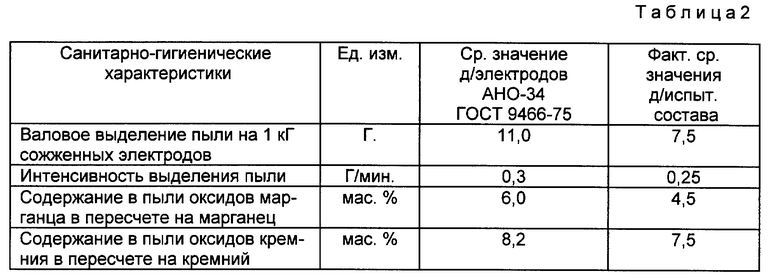
При проверке санитарно-гигиенических свойств предлагаемого покрытия, в сварочной аэрозоли выявлено довольно низкое содержание оксидов марганца (окиси и двуокиси).
Данные проверки санитарно-гигиенических свойств сведены в таблицу 2.
Таким образом, применение в электродах, состоящих из стержня металлического и покрытия, содержащего компонент, включающий оксид титана, карбонат металла, ферромарганец и целлюлозу дополнительно концентрата флогопитового, гидросиликата магния и порошка спеченного огнеупорного периклазового, а также изготовление стержня из низколегированной проволоки позволяет значительно улучшить санитарно-гигиенические свойства электродов, повысить технологичность и экологию их производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2117563C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1994 |
|
RU2074077C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1993 |
|
RU2049637C1 |
| Состав электродного покрытия | 1990 |
|
SU1692795A1 |
| СПОСОБ УСТАНОВКИ РОТОРА ВЕНТИЛЯТОРА | 1994 |
|
RU2116577C1 |
| СОСТАВ ПОКРЫТИЯ ЭЛЕКТРОДОВ | 1999 |
|
RU2155657C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2224631C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1990 |
|
RU1767801C |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| УСТРОЙСТВО ФИКСАЦИИ СЕКЦИИ СТАВА ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2122515C1 |
Изобретение относится к сварке и может быть использовано при изготовлении электродов для ручной электродуговой сварки малоуглеродистых сталей во всех пространственных положениях с использованием источников питания постоянного и переменного тока. Задачей изобретения является улучшение санитарно - гигиенических свойств электродов, улучшение экологии и технологичности производства. Сварочные электроды состоят из стержня, изготовленного из низколегированной проволоки и металлического покрытия, содержащего следующие компоненты, мас.%: компонент, содержащий оксид титана 35-55, карбонат металла 5-20, концентрат слюдяной флогопитовый 8-35, ферромарганец 1-6, целлюлоза 1-3, гидросиликат магния 5-10, порошок спеченный огнеупорный периклазовый 10-15, при этом периклазовый порошок имеет следующий состав, мас.%: оксид магния 86,5, оксид кальция 7,2, оксид кремния 3,2, примеси 3,1. 1 з.п.ф-лы, 2 табл.
Компонент, содержащий оксид титана - 35-55
Карбонат металла - 5-20
Концентрат слюдяной флогопитовый - 8-35
Ферромарганец - 1-6
Целлюлоза - 1-3
Гидросиликат магния - 5-10
Порошок спеченный огнеупорный периклазовый - 10-15
при этом периклазовый порошок имеет следующий состав, мас.%: оксид магния 86,5, оксид кальция 7,2, оксид кремния 3,2, примеси 3,1.
| Состав электродного покрытия | 1980 |
|
SU963771A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1972 |
|
SU415121A1 |
| Сварочный электрод | 1973 |
|
SU486885A1 |
| Состав электродного покрытия | 1978 |
|
SU676409A1 |
| Состав электродного покрытия | 1989 |
|
SU1609598A1 |
| Состав электродного покрытия | 1990 |
|
SU1692795A1 |
