Заявляемое изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении широкой номенклатуры деталей типа тел вращения со сложной конфигурацией боковой поверхности, например, дисков автомобильных колес.
Известен способ изготовления ободьев для колес из цилиндрических полых заготовок, защищенный а. с. N 1125084 МКИ B 21 D 5/00, 1984 г., который включает поэтапное изготовление сложного профиля боковой поверхности за три периода, на которых оформляется сначала промежуточный профиль, а затем идет окончательное формообразование.
Недостатком известного способа является то, что он неэкономичен, кроме того при обработке некоторых материалов послойная раскатка за несколько переходов не позволяет получить бездефектной структуры металла, что приводит к снижению механических характеристик детали.
Наиболее близким по технической сущности к заявляемому является способ, реализуемый при работе устройства для раскатки, защищенный патентом России N 2031753, B 21 H 1/02, 1995 г., который выбран в качестве прототипа заявляемого способа.
Способ включает установку нагретой заготовки на отправку и раскатку вращающейся заготовки деформирующими роликами, которые установлены на каретке с возможностью поворота относительно оси крепления роликов к каретке.
Способ расширяет возможности раскатки в части получения более сложных поверхностей обрабатываемых деталей, однако для обеспечения точного воспроизведения конфигурации обрабатываемой поверхности необходимо проводить корректировки траектории движения ролика по обрабатываемой поверхности, управлять несколькими координатами через датчики перемещения и исполнительные органы, путем сложения нескольких перемещений для получения результирующего движения. Необходимость проведения такого количества управляющих движений приводит к снижению точности обработки, к необходимости проведения механической доработки и снижению коэффициента использования материалов (КИМ).
Заявляемым изобретением решается задача упрощения способа и повышения точности воспроизведения конфигурации обрабатываемой поверхности.
Поставленная задача решается тем, что в способе раскатки, включающем нагрев заготовки, установку, прижим, вращение на нагретой оправке и раскатку вращающейся заготовки раскатными роликами, которые поворачивают относительно обрабатываемой поверхности в процессе формообразования детали, согласно изобретению поворот роликов осуществляют вокруг оси, являющейся касательной к рабочей поверхности ролика, которая расположена в плоскости перпендикулярной оси обрабатываемой детали, при этом ось поворота ролика проходит через точку контакта ролика с обрабатываемой поверхностью.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого способа критерию "новизна".
В процессе поиска не выявлено технических решений, содержащих признаки, сходные с отличительными признаками заявляемого способа, что позволяет сделать вывод о соответствии критерию "изобретательский уровень".
Достижимость поставленной задачи обусловлено тем, что предварительный поворот роликов вокруг оси, касательной к обрабатываемой поверхности, при осуществлении подачи роликов вдоль обрабатываемой поверхности обеспечивает без дополнительных движений траекторию перемещения роликов, соответствующую заданной конфигурации изделия.
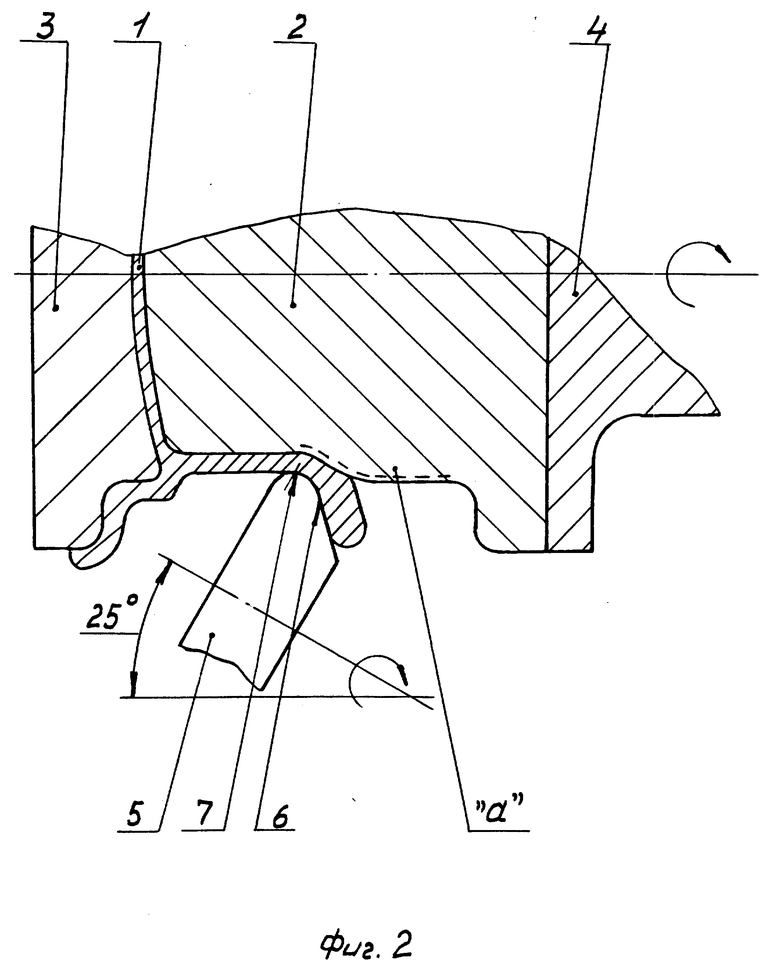
На фиг. 1 приведена схема реализации способа внедрения.
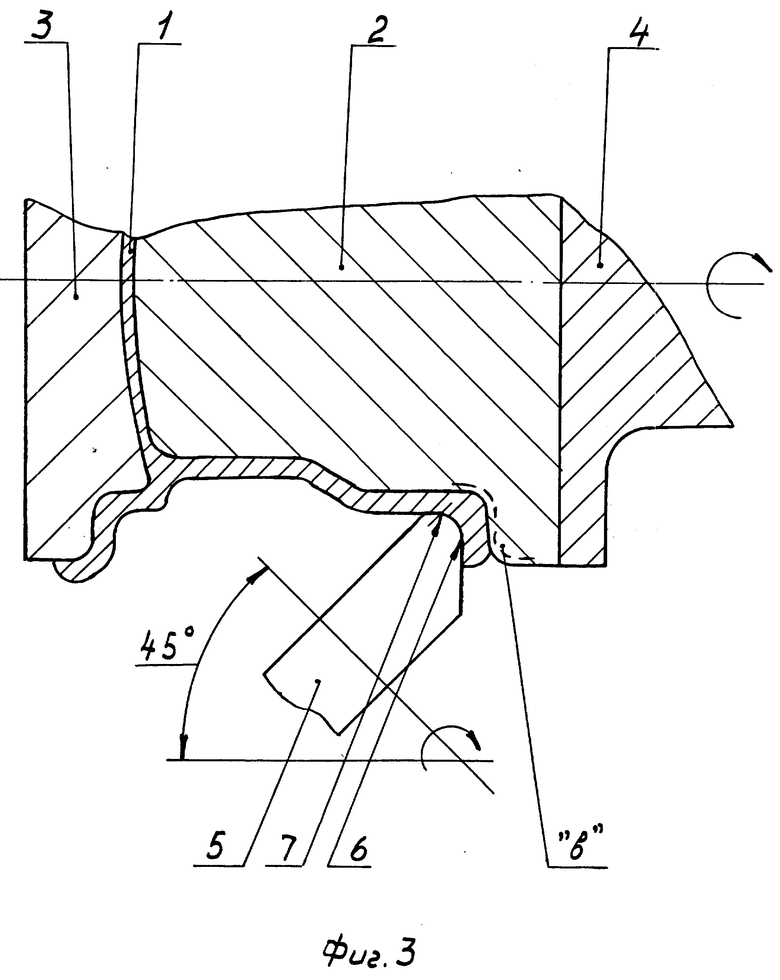
На фиг. 2 - раскатка углубления.
На фиг. 3 - раскатка выступа.
Способ реализуется следующим образом.
Заготовку 1, нагретую в печи предварительного нагрева, устанавливали на подогреваемую оправку 2, зажимали пинолью 3, и шпинделем 4 и приводили заготовку во вращение.
Заготовка 1 продолжает нагреваться. При достижении заданной температуры, определяемой свойствами материала, подвергаемого раскатке, начинается процесс раскатки. К обрабатываемой поверхности подводится раскатной ролик 5, внедряется в металл (см. фиг. 1), находящийся в пластическом состоянии, деформирует его и при движении ролика 5 вдоль образующей заготовки 1 перераспределяет часть металла с одной области на другую для получения требуемого профиля готовой детали. При формировании сложного профиля боковых поверхностей детали, движения ролика 5 изменяется так, что приводит к изменению объема перемещаемого металла. Поворот рабочей поверхности 6 ролика 5 в этом случае позволяет создавать оптимальные условия для течения и механического перемещения слоя металла, распределяя его по оправке 2 при минимальных силовых нагрузках на инструмент.
Осуществление поворота ролика 5 вокруг оси 7, являющейся касательной к его рабочей поверхности 6 в точке контакта последней с обрабатываемой поверхностью обеспечивает чистый поворот ролика вокруг обрабатываемой поверхности. В этом случае отсутствует смещение рабочей поверхности 6 ролика 5 по горизонтали и вертикали в плоскости обработки, которое имеет место в прототипе, когда поворот осуществляется относительно оси отстоящей от рабочей поверхности, что приводит к перемещению рабочей поверхности 6 ролика 5 по дуге окружности и поворот совмещается с изменением положения по горизонтальной и вертикальной оси в плоскости обработки. Выполнение точного поворота ролика без смещения позволяет получить за один переход поверхность сложной конфигурации при более точном выполнении заданного профиля, т.к. исключаются ошибки, вносимые при коррекции движения ролика во время поворота.
В институте способ отрабатывали при раскате дисков автомобильных колес. Дисковую заготовку с предварительно отштампованной внутренней поверхностью зажимали на оправке, нагретой до 500oC и осуществляли раскатку обода, при этом в зоне "а" (см. фиг. 2) осуществляли поворот ролика на 25o, а в зоне "в" на 45oC (см. фиг. 3). Это позволило раскатать сложную поверхность обода за 1 переход с высокой точностью и свести к минимуму последующую механическую доработку, повысить коэффициент использования материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1997 |
|
RU2120345C1 |
| ИНСТРУМЕНТАЛЬНЫЙ БЛОК ДЛЯ РАСКАТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1999 |
|
RU2176574C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ РОТАЦИОННОЙ ВЫТЯЖКОЙ | 1994 |
|
RU2086330C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ | 1997 |
|
RU2128097C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1994 |
|
RU2089321C1 |
| РАСКАТНАЯ ГОЛОВКА | 1997 |
|
RU2139162C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1992 |
|
RU2031753C1 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ ЛИСТОВОГО МЕТАЛЛА | 1993 |
|
RU2049580C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| ОПТИЧЕСКАЯ ПЛОМБА | 1997 |
|
RU2121168C1 |
Использование: для изготовления широкой номенклатуры деталей со сложной конфигурацией боковой поверхности, например дисков автомобильных колес. Сущность: нагретую заготовку вращают на нагретой оправке, раскатывают роликами, которые поворачиваются в процессе формообразования детали, поворот роликов осуществляют вокруг оси, являющейся касательной к точке контакта ролика с обрабатываемой поверхностью, которая расположена в плоскости, перпендикулярной к оси обрабатываемой заготовки. Изобретение позволяет повысить точность воспроизведения конфигурации обрабатываемой поверхности, повысить коэффициент использования материала. 3 ил.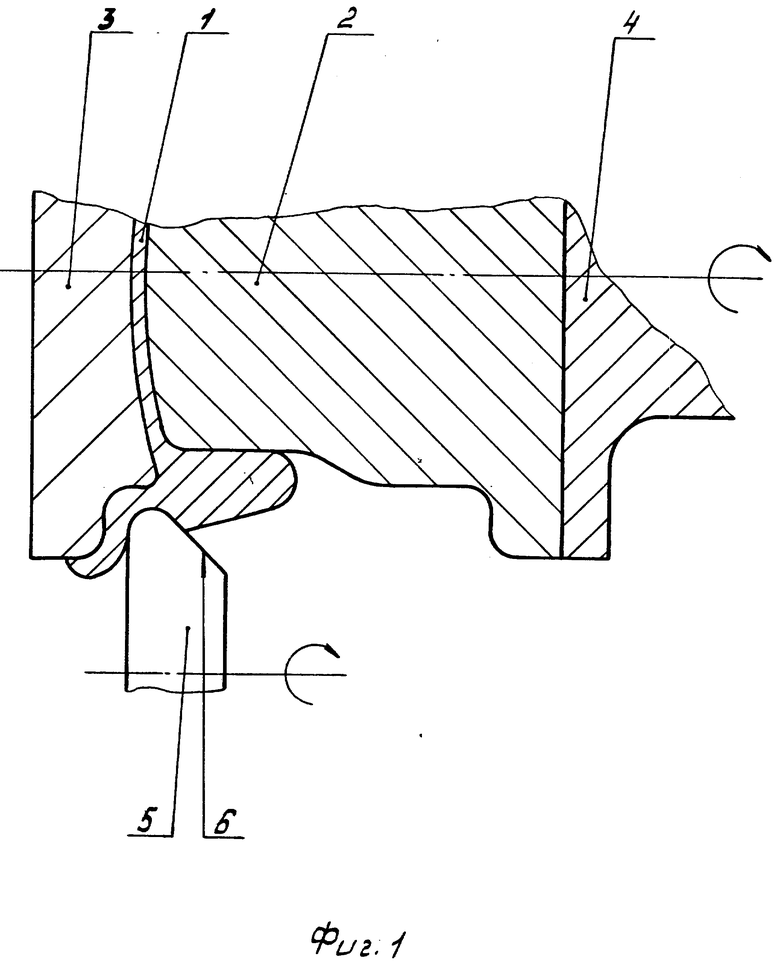
Способ раскатки поверхностей вращения, включающий нагрев заготовки, установку, прижим, вращение на нагретой оправке и раскатку вращающейся заготовки раскатными роликами, поворачивающимися относительно обрабатываемой поверхности в процессе формообразования детали, отличающийся тем, что поворот роликов осуществляют вокруг оси, являющейся касательной к точке контакта ролика с обрабатываемой поверхностью, которая расположена в плоскости, перпендикулярной к оси обрабатываемой заготовки.
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1992 |
|
RU2031753C1 |
| Устройство для раскатки деталей типа дисков | 1968 |
|
SU272944A1 |
| Устройство для раскатки дисков | 1976 |
|
SU647045A1 |
| Способ балансировки гибкого ротора с распределенной неуравновешенностью | 1956 |
|
SU114957A1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ТРОФИЧЕСКОЙ ЯЗВЫ ВЕНОЗНОЙ ЭТИОЛОГИИ В ЭКСПЕРИМЕНТЕ | 2016 |
|
RU2618653C1 |
| US 3572075 A, 23.03.71. | |||
