Известно устройство для раскатки деталей типа дисков вращающимися валками, расположенными в приводных головках, снабженных осями, механизмами поворота и отвода головки от обрабатываемой детали, устанавливаемой в зажимном приспособлении.
Предлагаемое устройство отличается от известного тем,, что, с целью регулирования валков и фиксации их в рабочем положении, на его станине установлены замковые щестерни с приводом их поворота и продольными пазами для ползунов с установленными в них подшипниками осей, выполненных в видецапф, противоположными концами жестко закрепленных во вкладьщгах, размещенных в корпусе и изготовленньк с возможностью перемещения в направлении оси вращения валков посредством клиньев.
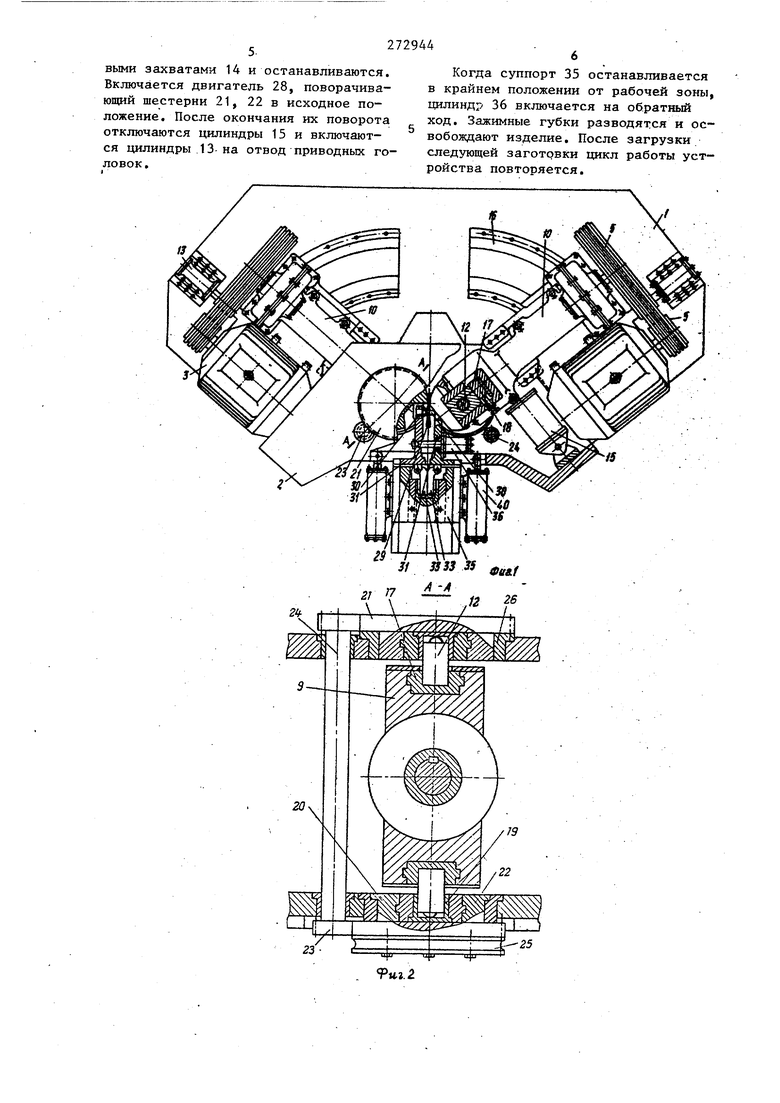
разрез по А-А на фиг. 1; на фиг.З одна из приводных головок в момент ее отвода от раскатанного изделия, вид сбоку.
На станине 1 устройства установлена коробка 2. Двигатели3 закреплены на плитах 4 и через клинорёменную 5 и зубчатую 6 пары могут передавать крутящий момент главным валом 7 к рабочим валкам 8, установленным в корпусах 9 приводных головок 10.
Приводные головки также закреплены ни плитах и могут перемещаться как одно целое с двигателями 3 в направлении оси вращения валов 7 по направляющим 11 вместе с осями 12 поворота цилиндрами 13, жестко установленными на станине, через крючковые захваты 14. Головки поворачиваются относительно осей 12 цилиндрами са, которые перемещаются в направлении оси вращения рабочих валков посредством клиньев 18. Другим концом оси 12 закреплены в подщипниках 19 ползущек 20, расположенных в пазах верхних 21 и нижних 22 шестерен-замков. Верхние шестерни-замки.связаны через промежуточные шестерни 23, сидящие на валах 24, с нижними, жестко соединенными с червячными шестернями 25. Шестерни 21 и 22 могут поворачиваться в подшипниках 26 коробки на определенный угол от червяка 27 при включении двигателя 28. Оси поворота верхних, нижних, и червячных шестерен .проходят через геометрическую ось осей 12 и через центр кривизны соответствующих рабочих валков. Заготовк 29 зажата в фиксаторах 30 заж1ПУ1Ных губок 31 и может свободно вращаться относительно собственной оси. Зажимные губки, связанные с ползушкой 32 через рычаги 33,могут перемещаться по направляющим 34 суппорта 35 при включении цилиндра 36 зажима, корпус которого закреплен на одной из губок а шток - на другой. Ползушка 32 при этом перемещается по направляющим 37, управляя синхронизацией перемещения зажимных губок относительно оси симметрии устройства. Суппорт 35 установлен в направля.ющих 38 кронштейна 39 и перемещается вместе с зажимными губками и заготовкой в сторону рабочих валков 8 и от них цилиндрами 40, корпуса ко.торых закреплены на суппорте 35, а штоки на коробке. Устройство работает следующим образом. В начале цикла двигатели 3 через клиноременные 5 и зубчатые 6 пары передают крутящий момент главным ва лам 7 и рабочим валкам 8. Приводные головки находятся в крайнем положени от оси симметрии устройства и отведены от рабочей зоны в крайнее положение цилиндрами 13 через крючковые захваты 14. Верхние 21 и нижние 22 шестерни-замки находятся в положе НИИ, когда оси их пазев параллельны осям вращения рабочих валков. Суппорт 35 находится в крайнем положении от рабочих валков. Зажимные губки 31 разведены цилиндром 36. Отштампованная заготовка подается в фиксаторы 30. Включается цилиндр 36. Губки сводятся и зажимают заготовку 29. После надежного фиксирования заготовки включаются цилиндры 40 и перемещают суппорт 35 по направляющим 38 кронштейна 39 вместе с зажимными губками и зажатой заготовкой в рабочую позицию. Дойдя до крайнего положения, суппорт 35 останавливается. Тем самым ориентируя заготовку в рабочей зоне устройства. Включаются цилиндры 13, и приводные головки подводятся к заготовке, перемещаясь по направляющим 11 вместе с осями 12 поворота, концы которых,закрепленные в ползушках 20, перемещаются в пазах верхних и нижних шестерен-замков. Придя в конечное положение, определяющее положение начала рабочего хода, приводные головки останавливаются и включается двигатель 28. От вращения червяка 27 подшипники 26, а также шестерни 21 поворачиваются на такой угол, когда оси их пазов не окажутся в одной плоскости. Это положение осей пазов шестерен-замков 21, 22 и ползушек 20 определяет фиксирование осей 12 поворота приводных головок от перемещения в процессе раскатки. В этом положении распорное усилие раскатки будет восприниматься через ползушки 20 поверхностями, ограничивающими пазы шестерен-замков 21 и 22. Окончание поворота последних соответствует началу рабочего хода приводных головок, В этот момент включаются цилиндры 15 поворота приводньк головок, а цилиндры 40 вкJЛoчaются на обратный ход. Заготовка входит в контакт с вращающимися рабочими валками 8 и подвергается раскатке. Синхронизацию свода приводных головок осуществляет следящая грщросистема. По мере поворота приводных головок 10 относительно осей 12 крючковые захваты 14 выходят на зацепления с приводными головками, диаметр диска заготовки увеличивается. При повороте головок 10 на определенный угол заготовка выходит из контакта . с рабочими валками и движется далее вместе с суппортом 35 в крайнее положение от рабочей зоны. Цилиндры 15 включаются на обратньй ход. Дойдя до крайнего положения от
выми захватами 14 и останавливаются. Включается двигатель 28, поворачивающий шестерни 21, 22 в исходное положение. После окончания их поворота отключаются цилиндры 15 и включаются цилиндры 13 на отвод приводных головок.
2
Когда суппорт 35 останавливается в крайнем положении от рабочей зоны, цилиндр 36 включается на обратный ход. Зажимные губки разводятся и освобождают изделие. После загрузки следующей заготовки цикл работы устройства повторяется. 3} К 33 35
25
«N
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для раскатки деталей типа дисков | 1970 |
|
SU476927A1 |
| Станок для гибки змеевиков | 1984 |
|
SU1207562A2 |
| Автомат для подготовки проводов к монтажу | 1987 |
|
SU1457041A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |
| Клещевая головка хобота ковочного манипулятора | 1983 |
|
SU1133013A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |

УСТРОЙСТВО -ДЛЯ РАСКАТКИ ДЕТАЛЕЙ ТИПА ДИСКОВ вращающимися валками, включающее станину, приводные поворотные головки, снабженные корпусом" с осями поворота, механизмы поворота и отвода головки от обрабатываемой детали и механизм зажима об- рабатьгоаемой детали, отличающееся тем, что, с 1^елью регулирования валков и фиксации их в рабочем положении, на станине установлены замковые шестерни с приводом . их поворота и продольными пазами, в которых расположены ползуны с размещенными в них подшипниками осей, выполненных в виде цапф, противоположными концами жестко закрепленных во вкладышах, выполненных с возможностью перемещения в направлении оси вращения валков посредством клиньев и установленных в корпусе.
