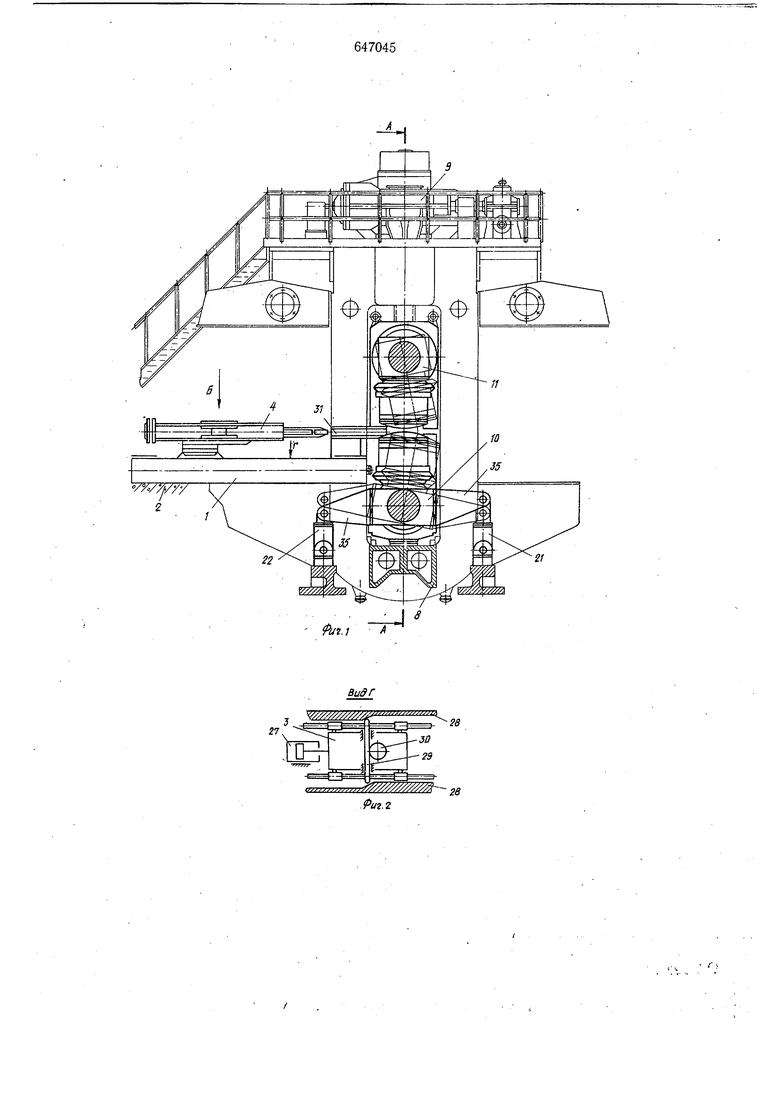
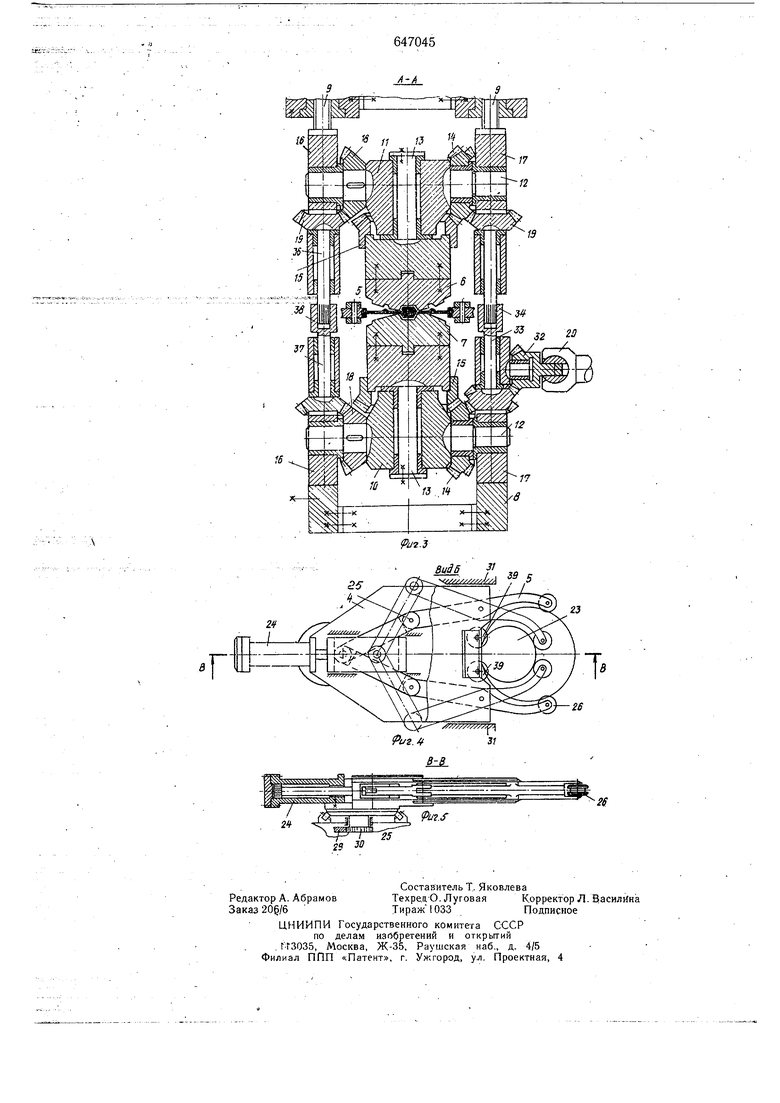
на фиг. 4 - вид по стрелке Б на механизм подачи; на фиг. 5 - разрез В-В фиг. 4. Предлагаемое устройство для раскатки .деталей типа дисков состоит W3 механизма подачн заготовок 1, укрепленного на фундаменте 2, и включает в себя тележку 3 для перемещения поворотной головки 4 с клещевым захватом 5 под щтампы б и 7 станины 8 с укрепленным на ней нажимным устройством 9 для сближения щтампов, два соосно смонтированных блока 10 и 11, в каждом из которых расположены ось 12, вал 13, блок конических щестерен 14, коническая щестерня 15, подущки 16 и 17, коническая щестерня 18, вал-щестерня коническая 19, щтампы 6 и 7, вал приводной 20, гидроцилиндры 21 и 22. Заготовка 23 клещевым захватом 5 забирается с приемного стола (на схеме не показан). Клещевой захват 5 осуществляет зажатие заготовки 23 с помощью гидравлического цилиндра 24, систе.мы рычагов 25 и обжимных боковых роликов 26. При перемеН1ении тележки 3 от гидроцилиндра 27 головка 4 осуществляет поворот при помощи копира 28, рейки 29 и щестерни 30. Ось заготовки 23 и ось головки 4 устанавливаются на ось щтампов. Па станине смонтированы направляющие 31. На валу 20 установлена коническая щестерня 32, находящаяся в зацеплении с валом 33 через шлицевую муфту 34, связанным с шестерней 19. Рычаг 35 жестко связан с поворотной осью нижнего щтампа. Вал-щестерни 36 и 37 соединены шлицевой муфтой 38. Боковые ролики 39.установлены на консольных рычагах 5 клещевого зажима. Работа устройства осуществляется следующим образом. При подаче заготовки 23 на ось щтампов 6 и 7 головка 4 входит в направляющие 31, укрепленные на станине. Направляющие 31 удерживают головку 4 от боковых смещений, которые возникают в результате крутящего момента, передаваемого через заготовку 23 роликами 26. После подачи заготовки 23 на ось штампов 6 и 7, верхний блок 11 опускается вниз при помощи нажимного устройства 9. Штампы 6 и 7 вращаются в одном направлении от .приводного вала 20 через коническую шестерню 32 и блок конических щестерен с валом 33. Последний через шлицевую муфту 34, вал-щестерню 19, блок щестерен 14 и коническую 1 |естеркю 5 передает крутящий момент валу 13, который жестко связан с шестерней 15 и штампами 6, 7. Гидроцилиндрами 21 и 22 осуществляется постепенный поворет осей 12 посредством. рычагов 35, укрепленных на блоке 10, и систему конических шестерен 18, жестко насаженных на оси 12 и вал-шестерни 36 и 37, соединенных шлицевой муфтой 38. Оси 12 синхронноповорачиваются на заданный угол обкатки штампов. Ролики 39 формуют обод и создают подпор всестороннего сжатия в зоне деформации. Зона деформации при повороте блоков 10 и 11 перемещается от центра штампов-на периферию. При увеличении диска в диаметре, ролики 26 автоматически, под постоянным усилием отходят и обжимайт заготовку. Верхний блок 11 поднимается в исходное положение нажимным устройством 9. Затем тележка 3 отводит механизм подачи 1 влейо, вследствие чего поворачивается головка 4 и заготовка укладывается на приемный стол. На этом цикл раскатки заканчивается. Клещевырл зажимом 5 принимается новая заготовка для повторногоцикла. Наличие в предлагаемом устройстве синхронно поворотных опор, по оси которых перпендикулярно расположены оси щтампов, позволяет производить обкатку штампов по сфере. При сферической поверхности щтам-. пов создается концентрация напряжений в малом объеме деформируемой заготовки и ведется раскатка до зада.нных размеров по полотну заготовки. Получение заготовки с тонким полотном дает большой экономический эффект за счет экономии дорогостоящего металла (жаропрочные, никелевые сплавы). Ожидаемый годовой экономический эффект от внедрения данного устройства для раскатки деталей типа дисков составит 2083 тыс. руб. в год. Формула изобретения Устройство для раскатки дисков, содержащее верхний и нижний штампы, установленные соосно на параллельных поворотных осях станины, привод вращения нижнего штампа вокруг сЕЗоей оси, привод поворота нижней оси, боковые ролики, размещенные между рабочими поверхностями штампов и механизм подачи заготовок, отличающееся тем, что, с целью повыщения качества получаемых дисков и снижения мощности оборудования за счет обеспечения локальной деформации, верхний штамп кинематически связан с нйжни.м и с приводом его вращения, верхняя поворотная ось кинематически связана с нижней,рабочие поверхности щтампов выполнены сферическими, механизм по-дачи заготовок выполнен в виде поворотного клещевого зажима с консольными рычага ми, а боковые ролики смонтированы на этих рычагах. Источники информации, принятые во внимание при экспертизе 1.Шифрин Н. Ю. Производство цельнокатаных колес и бандажей , «Металлургиздат, Москва, 1954, с. 196-197. 2.Патент США № 3461701, кл. 72-84 1969. ui.1 A
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки пакетов проката проволокой | 1973 |
|
SU483309A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Роторный гвоздильный автомат | 1986 |
|
SU1423237A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Агрегат для изготовления бумажной посуды, имеющей форму тел вращения | 1959 |
|
SU125468A1 |
| Установка для обработки труб | 1980 |
|
SU891224A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |